Manuel de la machine Lockformer Pittsburgh : Guide étape par étape
Vous êtes-vous déjà demandé comment les conduits de ventilation industriels sont fabriqués avec précision ? Dans ce billet, nous allons explorer la machine Lockformer de Pittsburgh, une merveille dans la fabrication de conduits. Vous découvrirez ses fonctions clés, ses paramètres techniques et ses utilisations pratiques. Rejoignez-nous pour découvrir les secrets de cette machine essentielle dans le monde de l'ingénierie industrielle !
Photos de la machine à former les serrures de Pittsburgh
Machine à découper multifonctionnelle
Machine combinée à pincement des coudes
Machine à coupe combinée
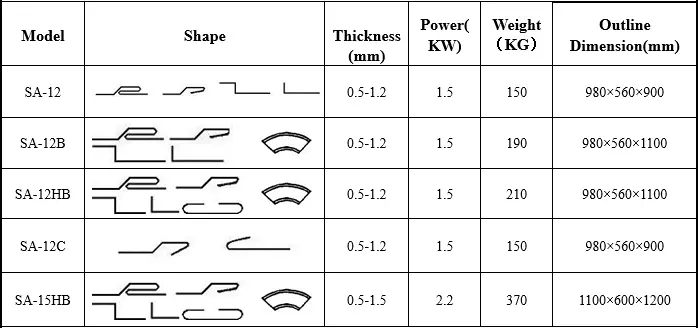
Modèle et paramètres techniques
Principales fonctions et performances
Les éclusier de pittsburgh est spécialement conçue pour la production de diverses gaines de ventilation carrées ou rectangulaires. Notre machine à verrouiller Pittsburgh est SA12-SA15HB. Formation tôle d'acier épaisseur 0,5-1,5mm (liste séparée à la page 2- Images de la machine).
Avec ses caractéristiques de petite taille, de légèreté, de facilité de déplacement, de simplicité d'utilisation et de fiabilité, la machine à former les serrures de Pittsburgh est particulièrement adaptée à la fabrication sur site de conduits d'évacuation dans l'industrie et l'exploitation minière, les entreprises, les hôtels, les centres commerciaux.
Cas d'utilisation
Fig.1
Structure de la machine de fermeture de Pittsburgh
Il se compose des trois parties suivantes :
A. Table de travail
B. Transfert et formation
C. Tête de coude
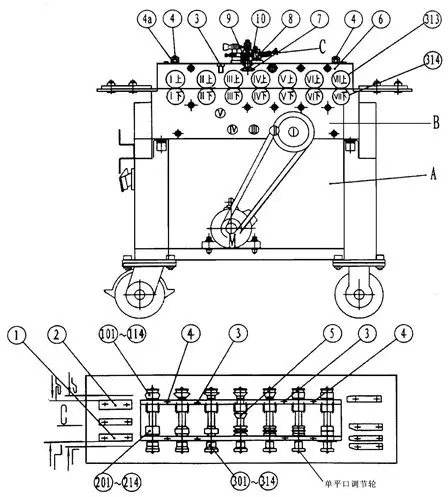
Fig.2
1) Pour les bouches plates simples, serrer le deuxième boulon supérieur de l'orifice de décharge droit et desserrer le boulon angulaire droit.
Les questions nécessitent une attention particulière:
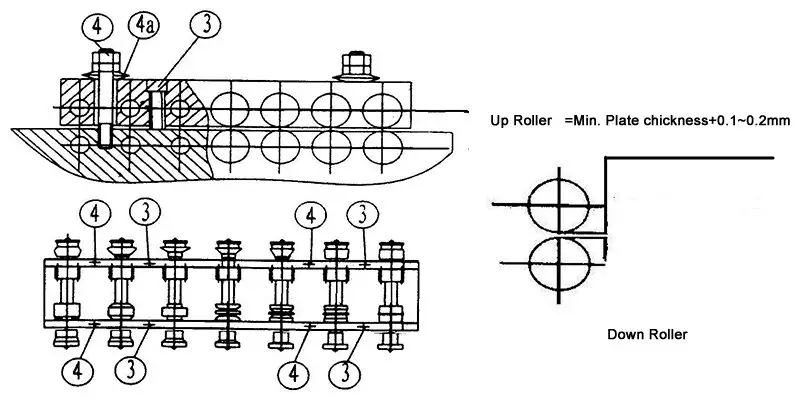
① Pour la machine de fermeture de Pittsburgh SA-12-SA-15HB, l'épaisseur de la plaque latérale, du boulon à double vis④, du ressort en forme de disque(4a) sont réglables. Quatre boulons ③、④ sont fixes.
A. Table de travail
Le coffre est une structure soudée en acier angulaire et en tôle d'acier mince, avec un panneau de table de travail fixe sur le dessus de la tôle, le panneau est équipé de plaques de positionnement horizontales ①、② et de quatre plaques de positionnement fixes de sortie, voir fig. 2.
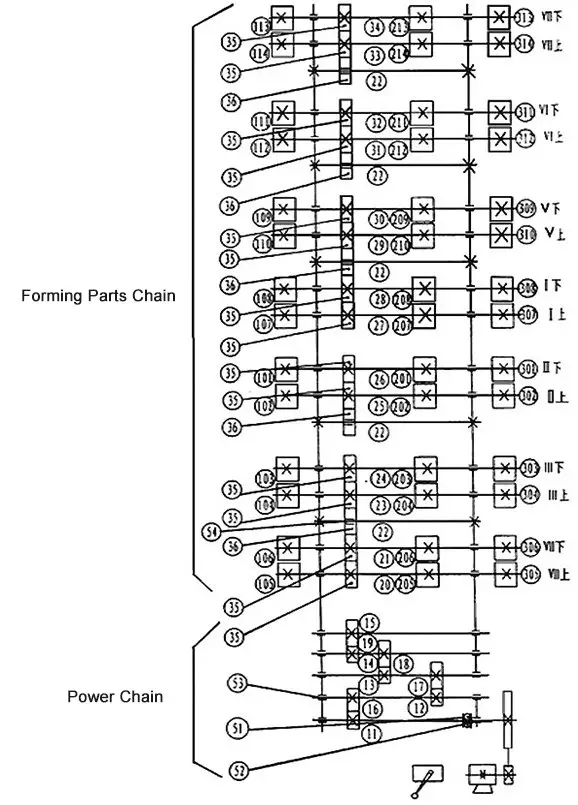
(Fig. 3)Système de transfert
B. Transport et formage
L'ensemble de la section d'entraînement est une boîte de vitesses ouverte.
Passé par les arbres à engrenages 11, 12, 13, 14 et les engrenages 16, 17, 18, 19 vers la section de formage, l'engrenage 19 entraîne séparément les engrenages Ⅲ et Ⅳ vers le bas 35, puis à travers les multiples engrenages de pont entraînant l'ensemble du système de mouvement.
Les machines de fermeture de Pittsburgh sont généralement équipées de 6 à 7 paires d'arbres de formation, chaque paire d'arbres étant équipée d'un engrenage d'entraînement 35 et de deux colonnes gauche et droite ou de trois colonnes gauche, centrale et droite de bobines de laminage.
(Fig. 3) est un schéma de transmission complet, mais toutes les machines ne sont pas équipées de tous les composants énumérés dans la figure, comme la machine SA-12、SA-15、SA-12H、SA15 qui n'a pas de bobine de laminage 201-214.
C. Tête de coude
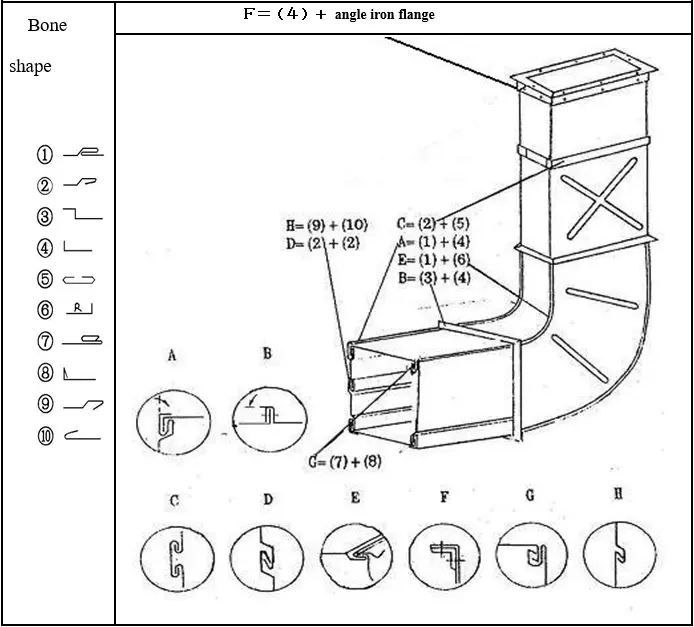
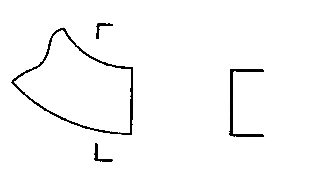
Structure principale : (une fig.2 En haut), à travers l'engrenage conique (5),(7) et le rouleau de laminage (8)et(9), la pièce sera placée dans l'espace du rouleau et formera une pièce en forme d'éventail à une certaine hauteur de l'os de l'angle droit, comme indiqué dans la fig.1.: E=(1)+(6)
Fig.4
La tête coudée est une pièce spéciale installée sur le dessus de la machine de verrouillage de Pittsburgh (comme le montre la figure 2 : C), principalement utilisée pour l'os à angle droit, c'est-à-dire pour plier la plaque en forme d'éventail à une certaine hauteur d'angle droit (voir la figure 4).
Connecter ce type d'angle droit et "La plaque en forme de " avec un bord de bride pour faire un raccord de tuyau d'angle ".
Chaque mode de la machine de verrouillage de Pittsburgh sera équipé d'un composant coudé en fonction de la demande de l'utilisateur, par exemple, changer SA12C en SA12BC.
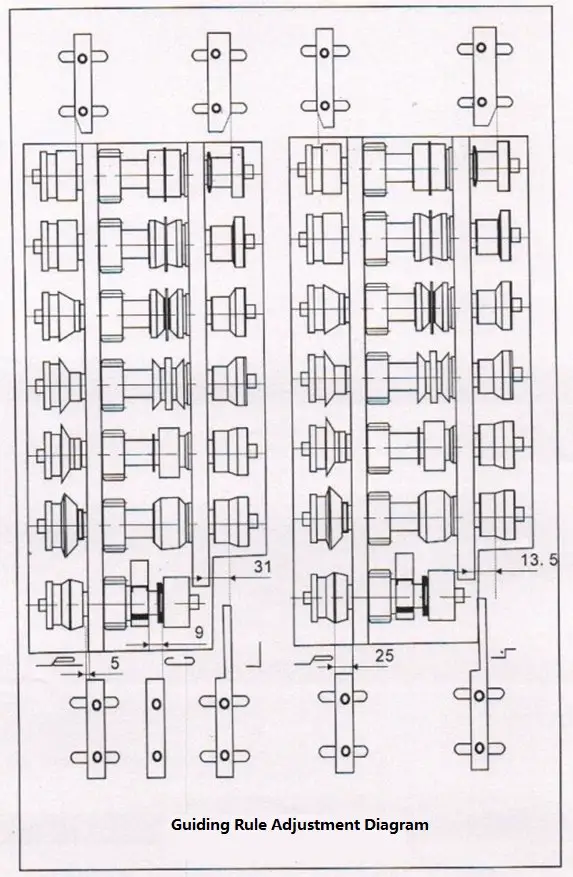
Ajustement et utilisation
La machine à former les serrures de Pittsburgh peut être utilisée pour relier ou plier, mais ne peut pas rouler, de sorte que lors de l'utilisation de la machine, un certain espace entre le rouleau supérieur et le rouleau inférieur est nécessaire, et l'espace est d'environ l'épaisseur minimale de la plaque plus 0,1-0,2 ( 3 ).
L'écart doit être ajusté avant la livraison, les utilisateurs ne doivent pas tourner arbitrairement la vis de limitation (3), l'écrou de fixation (4) et le ressort du disque (4a) (comme indiqué sur les figures 2 et 5).
Fig.5
Si l'écart varie en raison du desserrage de la vis (3), de l'écrou (4) ou pour d'autres raisons, il faut d'abord desserrer l'écrou (4) et placer une paire d'entretoises de la même épaisseur que la vis (3), l'écrou (4) ou l'écrou (4). entre les quatre groupes de rouleaux les plus à gauche, puis régler la vis de limitation (3) jusqu'à ce que les quatre écarts soient pratiquement parallèles, rebloquer l'écrou (4),[=épaisseur min. de la plaque+0,1-0,2mm], si l'épaisseur est minimale, placer l'entretoise et laisser un léger espace.
Rouleau à angle droit 300 partie, réglage manuel du rouleau et du ressort en forme de disque, maintien de la feuille fine "" à 90°.
②Ajustement de la forme des os :
Desserrer les vis (1) et (2) de la plaque de positionnement de l'entrée et déplacer la plaque de guidage dans le sens horizontal pour élargir ou rétrécir le champ de vision. pièces de formage. Plaque large , plaque étroite , plaque large plaque étroite .
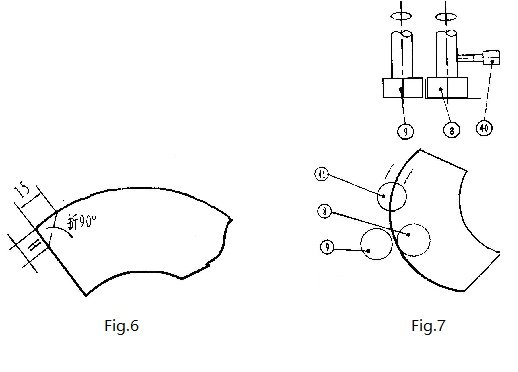
③Utilisation et réglage du coude ( fig. 7 )
Premièrement, plier la tête de la pièce à 90°, longueur 15 mm, hauteur H (SA15-HB H=10 mm, autres 8 mm) (comme illustré à la figure 6).
Insérer ensuite l'extrémité B parmi (8) et (9) dans le sens étroit (comme sur la figure 7), puis fixer la vis (40), démarrer la machine, pousser fortement la plaque avec le rotor de guidage dans le rouleau de laminage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà eu du mal à réaliser des pliages précis sur des tôles ? Cet article démystifie la plieuse manuelle, un outil polyvalent indispensable pour plier l'acier et les métaux non ferreux. En lisant,...
Vous êtes-vous déjà demandé comment sont fabriqués les conduits d'air de votre maison ou de votre bureau ? Dans ce fascinant article de blog, nous vous emmènerons dans un voyage à travers l'intrigant processus...
Vous êtes-vous déjà demandé comment les conduits d'air sont fabriqués avec précision et efficacité ? La machine de formage de brides TDF est votre réponse. Cet article vous guidera dans son fonctionnement, en mettant en évidence les...
Le choix de la machine de Lockformer Pittsburgh adaptée à vos besoins de fabrication de gaines peut s'avérer difficile, en particulier pour les nouveaux venus. Ce guide simplifie le processus en décomposant les considérations clés telles que la tension,...
Pourquoi les gaines rondes sont-elles souvent préférées aux gaines rectangulaires dans les systèmes CVC ? Malgré l'utilisation traditionnelle de conduits rectangulaires, l'ingénierie moderne révèle que les conduits ronds offrent des avantages significatifs. Ils sont...
Imaginez que votre système de climatisation tombe en panne au cours d'une journée d'été torride en raison d'une mauvaise installation des conduits. Cet article propose un guide étape par étape pour la création et l'installation de conduits de climatisation de grand volume,...
Vous êtes-vous déjà interrogé sur le réseau caché qui assure le confort de votre maison ? Dans cet article passionnant, nous nous plongeons dans le monde des conduits d'air, en explorant leurs types, leurs applications et...
Vous êtes-vous déjà demandé pourquoi l'air à l'intérieur de votre maison est étouffant, voire malsain ? Cet article explore le rôle crucial des systèmes de ventilation dans le maintien de la qualité de l'air intérieur. Vous...
Vous souhaitez maîtriser la machine à couder les conduits ? Ce guide vous montrera comment l'utiliser efficacement et en toute sécurité. Vous apprendrez la structure de la machine, le processus de formation et de...
Faites passer votre entreprise à la vitesse supérieure














{kind=link}
{kind=link}