Prévention des pores de soudure au laser : Causes et méthodes
Pourquoi les soudures au laser développent-elles parfois des pores qui compromettent leur intégrité ? Cet article explore les causes de ces minuscules cavités et propose des méthodes pratiques pour les éviter. En comprenant comment des facteurs tels que la puissance du laser, la vitesse de soudage et la dynamique des gaz influencent la formation des pores, vous pouvez optimiser votre processus de soudage pour obtenir des résultats plus solides et sans défaut. Plongez dans cet article pour apprendre des stratégies concrètes qui amélioreront la qualité et la fiabilité de vos soudures au laser.
Le soudage au laser est devenu une technologie de base de la fabrication moderne, appréciée dans toutes les industries pour sa capacité à fournir une énergie hautement concentrée, une précision exceptionnelle et une qualité de soudure supérieure. Cette technique d'assemblage avancée offre de nombreux avantages, notamment des zones affectées thermiquement minimales, des vitesses de soudage élevées et la possibilité d'assembler des matériaux dissemblables.
Cependant, la nature sophistiquée des systèmes de soudage au laser introduit des complexités potentielles qui nécessitent une attention particulière. Un mauvais fonctionnement, des paramètres de processus sous-optimaux ou une préparation inadéquate des matériaux peuvent entraîner des défauts de soudure, la porosité étant un problème particulièrement courant et difficile à résoudre.
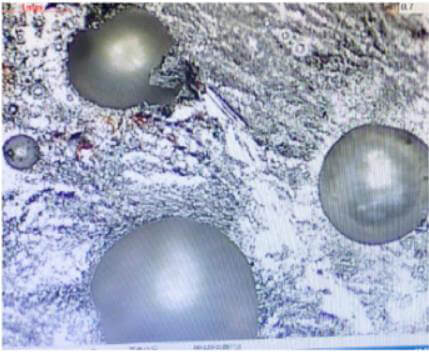
La porosité dans les soudures au laser se manifeste par de petits vides ou cavités dans le cordon de soudure, ce qui peut compromettre l'intégrité structurelle, la résistance à la corrosion et les performances globales du joint. Pour atténuer efficacement ce problème, il est essentiel d'adopter une approche systématique. Celle-ci implique une analyse approfondie des causes profondes afin d'identifier les facteurs spécifiques contribuant à la formation de la porosité, suivie de la mise en œuvre de solutions ciblées.
Pourquoi des pores apparaissent-ils pendant le soudage ?
Porosité en soudage au laser est due à l'emprisonnement de gaz pendant le processus de solidification du métal soudé. La vitesse de refroidissement du métal soudé dans le soudage au laser est nettement plus rapide que dans le soudage conventionnel, ce qui rend difficile l'évacuation du gaz et conduit à la formation de pores.
Il existe deux causes principales de porosité dans le soudage au laser :
Limitations des conditions de frittage et de pressage des matériaux de la métallurgie des poudres, qui se traduisent par une compacité moindre par rapport aux matériaux de fusion.
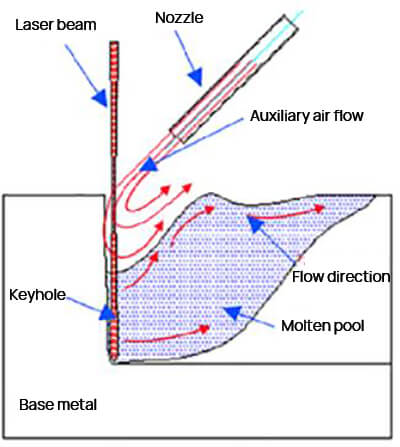
La porosité est également un défaut courant dans les procédés de soudage au laser. Pendant le processus de contrôle du plasma, la pression dynamique du gaz auxiliaire affecte l'écoulement du bain de fusion et l'échappement du gaz par les petits trous, ce qui a une incidence directe sur la profondeur de la soudure. soudage par pénétration.
Il existe une corrélation entre le nombre de pores dans une soudure et la taille de la pièce. puissance du laser utilisé. Une augmentation de la puissance du laser est associée à une augmentation du nombre de pores.
On pense que la chaleur élevée générée par l'augmentation de la puissance du laser permet au métal en fusion d'atteindre des températures extrêmement élevées, ce qui entraîne la production de vapeur métallique, rend le métal liquide dans le bassin de fusion instable et provoque des turbulences.
Pour réduire la formation de pores, il est recommandé de diminuer la puissance du laser et d'augmenter la vitesse de soudage. Cela réduira la production de vapeur de métal et minimisera la formation de pores.
Méthode pour éviter que le soudage au laser ne produise des trous d'air
La formation de pores lors du soudage au laser peut être minimisée grâce à une combinaison de principes métallurgiques et de techniques de soudage avancées. Une approche efficace consiste à introduire un gaz actif qui se dissout dans le bain de soudure ou réagit avec le métal en fusion pour former des composés stables. Ce processus permet de réduire la nucléation et la croissance des bulles de gaz qui conduisent à la porosité.
Le soudage laser par impulsion est une autre technique sophistiquée utilisée pour contrôler le comportement des petits trous et réduire l'afflux de gaz de protection. En modulant la puissance du laser, le soudage par impulsion crée une série de soudures par points qui se chevauchent, ce qui permet de mieux contrôler l'apport de chaleur et la dynamique du bain de fusion.
Bien que ces méthodes réduisent considérablement la porosité, l'élimination complète reste un défi. Pour le soudage laser à pénétration profonde, la méthode d'oscillation du faisceau s'est avérée particulièrement efficace pour minimiser ou éliminer les pores. Cette technique implique l'oscillation contrôlée du faisceau laser sur le cordon de soudure.
Le mouvement de va-et-vient du faisceau sur la soudure a plusieurs objectifs :
Il prolonge le temps de séjour du métal liquide dans le bain de soudure, ce qui laisse plus de temps aux bulles de gaz pour s'échapper.
Elle augmente l'apport de chaleur par unité de surface, ce qui réduit le rapport profondeur/largeur de la soudure. Cette modification de la géométrie de la soudure favorise la formation de bulles et facilite leur évacuation du bain de fusion.
L'oscillation crée un effet de brassage dans le bain de soudure, augmentant les courants de convection. Cette augmentation de la circulation des fluides aide à transporter les bulles de gaz vers la surface, réduisant ainsi la porosité.
Pour compléter ces techniques de soudage, il est essentiel de mettre en œuvre des mesures rigoureuses de contrôle de la qualité. L'utilisation d'outils d'inspection avancés, tels que les appareils de mesure de la propreté des surfaces et les analyseurs RFU (Residual Flux Units), permet une évaluation rapide et précise de la propreté des pièces. Cette approche fondée sur les données élimine la subjectivité inhérente aux processus d'inspection manuelle, ce qui permet d'optimiser les procédures de nettoyage pour une plus grande efficacité.
En intégrant ces méthodes de soudage avancées à un contrôle précis de la propreté, les fabricants peuvent réduire de manière significative l'apparition de trous d'air dans les joints soudés au laser. Cette approche globale permet non seulement d'améliorer la qualité des soudures, mais aussi de minimiser les retouches, de réduire les coûts de production et d'améliorer l'efficacité globale de la fabrication.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Dans le monde du soudage laser, qui évolue rapidement, l'innovation est essentielle. Alors que les fabricants repoussent les limites du possible, une poignée d'entreprises se distinguent en tant que leaders dans le domaine....
Imaginez que vous travailliez avec une machine à souder au laser, où un faux mouvement peut entraîner des blessures graves ou endommager l'équipement. Cet article aborde les mesures de sécurité essentielles à l'utilisation de ces puissants appareils,...
Dans le monde du soudage, le choix de la bonne méthode peut avoir un impact significatif sur l'efficacité et la qualité. Le soudage au laser et le soudage TIG (arc sous argon) présentent chacun des avantages et des inconvénients uniques. Le soudage au laser...
Comment le gaz de protection peut-il améliorer de manière significative vos projets de soudage laser ? Dans le soudage laser, le gaz de protection joue un rôle essentiel dans l'amélioration de la qualité de la soudure en empêchant les réactions avec les composants de l'air et...
Imaginez une technique de soudage qui offre précision, distorsion thermique minimale et traitement à grande vitesse. Le soudage au laser offre ces avantages et révolutionne l'industrie manufacturière. Cet article se penche sur les...
Vous êtes-vous déjà demandé comment les machines à souder laser portatives révolutionnent l'industrie manufacturière ? Dans cet article de blog, nous allons explorer les subtilités de ces outils de pointe et la façon dont ils transforment...
Vous êtes-vous déjà demandé comment la technologie moderne pouvait révolutionner le soudage traditionnel ? Cet article explore le monde fascinant du soudage au laser, en soulignant ses avantages, ses défis et ses applications dans des secteurs allant de l'aérospatiale...
Curieux de connaître l'avenir de la fabrication ? Le soudage au laser révolutionne l'industrie grâce à sa précision, sa polyvalence et son efficacité. Dans cet article de blog, nous allons plonger dans le monde du soudage laser,...
Vous êtes-vous déjà demandé ce qui permettait d'obtenir une soudure parfaite ? En soudage laser, le secret réside dans l'utilisation du gaz de protection. Cet article explique comment différents gaz, comme l'azote, l'argon,...
Faites passer votre entreprise à la vitesse supérieure