Découpeurs plasma portables : Votre guide ultime pour la découpe en déplacement
Imaginez que vous puissiez couper le métal comme un couteau dans du beurre, mais en déplacement. Les découpeurs plasma portables révolutionnent les industries, de l'automobile à l'aérospatiale, en offrant des capacités de découpe précise et à grande vitesse à une fraction des coûts traditionnels. Cet article aborde les aspects essentiels des découpeurs plasma portables, depuis leur fonctionnement et leurs avantages jusqu'aux marques les plus réputées et aux conseils de sécurité. Que vous soyez un professionnel chevronné ou un novice curieux, vous découvrirez comment ces machines compactes peuvent transformer vos projets de travail des métaux. Préparez-vous à couper court au bruit et à obtenir les informations dont vous avez besoin !
Bref aperçu de la technologie de la découpe plasma
A arc plasma La machine de découpe est un outil mécanique qui utilise la technologie de la découpe au plasma pour traiter les matériaux métalliques.
Cette méthode consiste à utiliser la chaleur générée par un arc plasma à haute température pour faire fondre et évaporer des parties du métal au niveau de la découpe, tandis que la vitesse élevée du plasma élimine le métal fondu pour former la découpe souhaitée.
Importance des découpeurs plasma portables dans diverses industries
Les machines portables de découpe au plasma se caractérisent par leur haute qualité, leur précision et leur grande facilité d'utilisation.
Ils offrent une précision de coupe comparable à celle des découpe au laser à un prix plus abordable, ce qui en fait une option intéressante pour un large éventail d'industries, notamment l'automobile, la construction navale, les machines de construction, les équipements pétrochimiques, les machines industrielles légères, l'aérospatiale, les appareils à pression, ainsi que la décoration et la fabrication d'enseignes à grande échelle.
Ces machines conviennent à la découpe et au traitement de plaques métalliques en acier au carbone, en acier inoxydable, en cuivre, en aluminium et autres matériaux.
Qu'est-ce qu'un découpeur plasma ?
Définition et principes de base de la découpe plasma
Définition
Le découpage au plasma est un procédé qui utilise la chaleur générée par un arc de plasma à haute température pour faire fondre et évaporer des parties du métal au niveau de la coupe, tandis que l'élan à grande vitesse du plasma élimine le métal fondu et crée une arête de coupe nette.
La flamme à haute température et à grande vitesse générée par l'arc plasma fait fondre ou vaporise le métal au niveau de l'arête de coupe, ce qui en fait un processus de coupe physique fondamentalement différent de la réaction chimique (combustion) utilisée dans l'oxydation.coupure de combustible. L'arc plasma étant au cœur de la découpe au plasma, il est important de clarifier son rôle et sa fonction dans ce processus.
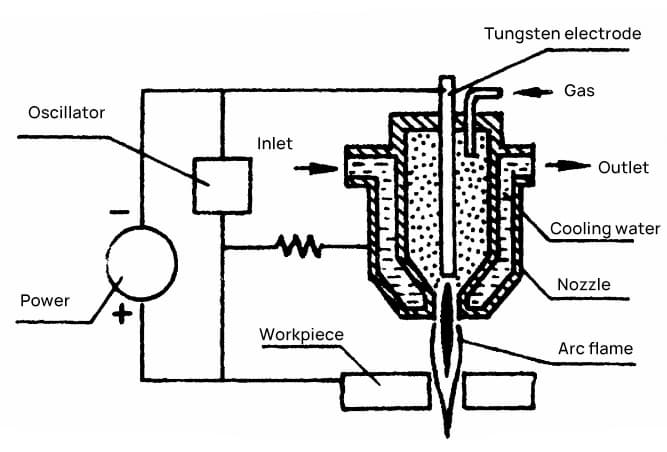
Un arc plasma, également connu sous le nom d'arc comprimé, est un type d'arc électrique dans lequel l'énergie est forcée de se concentrer sur la colonne d'arc en la comprimant. Le gaz de travail dans la colonne d'arc est entièrement ionisé, ce qui produit un plasma. Un gaz entièrement ionisé est appelé "plasma". Composé entièrement de particules chargées, il présente une forte conductivité électrique et des propriétés électromagnétiques distinctes, tout en conservant une charge neutre globale. Le plasma est considéré comme le quatrième état de la matière.
Principe de la génération d'un arc plasma :
1. Effet de contraction thermique :
L'arc brûle entre l'électrode de tungstène et le métal découpé par l'orifice de la buse. Le "gaz de refroidissement", qui circule dans un système refroidi à l'eau, est introduit à la périphérie de l'arc, ce qui provoque un refroidissement important et réduit considérablement la conductivité de la colonne d'arc.
Cela augmente la densité du courant, ce qui permet de concentrer l'énergie de toute la colonne d'arc dans la zone centrale.
2. Effet de contraction magnétique :
Lorsque le courant dans la partie centrale du plasma atteint une certaine valeur, le champ magnétique inhérent à la colonne d'arc joue un rôle important en réduisant davantage la conductivité de la colonne d'arc et en augmentant la température du plasma.
3. Effet de contraction mécanique :
L'orifice de la buse refroidie à l'eau limite le diamètre de la colonne d'arc comprimée, ce qui augmente la densité d'énergie et la température de la colonne d'arc.
Principe de fonctionnement du découpage au plasma :
Réalisation d'une découpe au plasma :
Lorsque la pression des trois types d'effets de contraction et la pression de diffusion thermique à l'intérieur de l'arc de plasma atteignent un équilibre, un flux de plasma à haute température (15 000-33 000 °C) et à grande vitesse (300-1500 m/s) est éjecté de la buse sur le composant à découper.
Au contact du matériau de refroidissement, le plasma se recombine immédiatement en atomes ou en molécules et libère de l'énergie, ce qui a pour effet de chauffer et de faire fondre rapidement le métal au niveau de l'arête de coupe.
Dans le même temps, le flux de particules à grande vitesse possède une énergie cinétique considérable et génère un choc mécanique important, qui élimine le métal en fusion pour obtenir la coupe souhaitée.
Comparaison de la découpe plasma avec d'autres méthodes de découpe
Comparaison entre le découpage au plasma et l'oxycoupage :
Par rapport à l'oxycoupage, les machines de découpe au plasma ont l'avantage d'utiliser des arcs de plasma pour faire fondre et souffler rapidement le métal à découper, formant ainsi la découpe souhaitée.
Le découpage au plasma présente plusieurs caractéristiques qui le distinguent de l'oxycoupage, telles que l'étroitesse de l'ouverture et de la fermeture de la porte. largeur du trait de scieL'utilisation d'un système de coupe à la volée permet d'obtenir des arêtes de coupe de haute qualité, une vitesse de coupe rapide, une petite zone affectée par la chaleur et une déformation réduite.
Le découpage au plasma est principalement utilisé pour les matériaux qui ne peuvent pas être découpés par oxycoupage, tels que l'acier inoxydable, l'acier fortement allié, la fonte, le cuivre, l'aluminium, les alliages et les non-métaux.
Comparaison entre le découpage au plasma et l'oxycoupage:
a. Le découpage au plasma permet d'obtenir des coupes de meilleure qualité :
① Le plasma fait fondre le métal plus rapidement et concentre la chaleur dans une zone plus petite, ce qui réduit les risques de déformation de la pièce.
② Le plasma produit des surfaces de coupe plus lisses avec moins de scories, ce qui réduit considérablement la nécessité d'un traitement secondaire.
③ Lors de la découpe de pièces d'une épaisseur inférieure à 40 mm, l'oxycoupage plasma présente des avantages évidents par rapport à l'oxycoupage à la flamme en termes de qualité et de rapidité.
b. La découpe au plasma est plus efficace :
① La découpe au plasma réduit considérablement le temps de perforation.
② L'utilisation d'un découpeur plasma ne nécessite pas de préchauffage des pièces, ce qui permet un traitement direct.
③ Quand matériaux de coupe Avec une épaisseur inférieure à 40 mm, l'oxycoupage plasma présente des avantages évidents en termes de vitesse. Plus précisément, lors de la découpe de pièces de 20 mm, un découpeur plasma de 200 A peut atteindre une vitesse de découpe 6 à 8 fois supérieure à celle de l'oxycoupage.
c. Le découpage au plasma a un plus large éventail d'applications :
Le plasma peut couper l'acier au carbone, l'acier inoxydable, l'aluminium, le cuivre et d'autres métaux, tandis que l'oxycoupage est principalement utilisé pour l'acier au carbone.
d. La vitesse de coupe, la qualité de coupe et les coûts d'exploitation globaux des machines d'oxycoupage plasma sont nettement inférieurs à ceux de l'oxycoupage à la flamme, en particulier pour la coupe de pièces d'une épaisseur inférieure à 40 mm.
Avantages et inconvénients de la découpe plasma
Avantages de la découpe plasma :
Large gamme de coupes, peut couper tous les feuilles de métal. L'utilisation de différents gaz de travail permet de découper divers métaux difficiles à découper par oxycoupage, en particulier les métaux non ferreux (acier inoxydable, aluminium, cuivre), titanenickel), avec de meilleurs résultats de coupe.
Vitesse de coupe rapide et haute efficacité. La vitesse de coupe peut atteindre plus de 10 m/min. Lors de la découpe de métaux de faible épaisseur, la découpe au plasma est plus rapide, en particulier lors de la découpe de fines plaques d'acier au carbone, la vitesse peut être 5 à 6 fois supérieure à celle de l'oxycoupage.
La surface de coupe est lisse, avec peu de déformation thermique et presque aucune zone affectée par la chaleur.
Précision de coupe supérieure à celle de l'oxycoupage, la découpe sous eau ne présente pas de déformation, et la découpe plasma fine présente une précision supérieure et des coûts de découpe inférieurs.
Inconvénients de la découpe plasma :
La précision de découpe du plasma peut atteindre 1 mm, ce qui n'est pas aussi bien que la découpe au laser.
Toutefois, les machines de découpe au plasma sont moins chères que les machines de découpe au laser, ce qui les rend avantageuses pour le traitement brut (des machines de découpe de haute précision ont été développées).
La forte lumière de l'arc, le bruit et la fumée générés pendant le découpage peuvent polluer l'environnement.
Cependant, Technologie CNC et les techniques de découpe au plasma sous l'eau ont été mises au point pour réduire les risques pour les travailleurs.
Idéal pour couper des plaques d'acier de 4 à 30 mm, en évitant les inconvénients de l'utilisation d'une machine à coudre. coupe lente vitesse, déformation importante, fusion grave de l'arête de coupe et accrochage important du laitier causé par l'oxycoupage.
Cependant, lors de la découpe de tôles épaisses, la coupe peut prendre une forme en V et nécessiter une puissance élevée, ce qui entraîne des coûts de consommation d'énergie importants.
Principales caractéristiques des découpeurs plasma portables
Caractéristiques fonctionnelles :
Les machines portables de découpe au plasma ont des vitesses de découpe rapides, une grande précision et des coûts peu élevés.
La structure générale de la machine est raisonnable, robuste, facile à utiliser et durable.
Des surfaces de coupe réduites et nettes, sans accrochage de scories, évitant la nécessité d'un traitement secondaire.
Les systèmes CNC haut de gamme sont équipés d'un système d'allumage automatique de l'arc et de performances stables.
La précision de coupe atteint d'excellents niveaux et la machine peut être équipée d'alimentations plasma American Hypertherm ou Feimat.
La machine peut également lire les fichiers DXF générés par des logiciels tels qu'AUTOCAD grâce à un logiciel de conversion. Le système de contrôle utilise une clé USB pour échanger les fichiers de traitement, ce qui rend l'opération pratique et rapide.
Caractéristiques structurelles :
La conception structurelle de type instrument est exquise, élégante et belle.
Il adopte une conception conviviale de dialogue homme-machine à l'avant, ce qui facilite l'utilisation de l'équipement par les utilisateurs.
La machine adopte une structure divisée entre le corps principal et le bras transversal, ce qui facilite grandement la production, le transport et l'emballage des produits.
L'équipement utilise une structure tubulaire rectangulaire de câble plasma, réalisant l'intégration du câble plasma et du bras transversal mécanique, fournissant les conditions nécessaires pour optimiser l'agencement raisonnable de l'équipement de traitement des chantiers de construction.
La machine adopte une conception modulaire. Lors de l'entretien ou de la réparation de l'équipement, les Système CNC et le système mécanique peuvent être séparés, ce qui facilite grandement la maintenance de l'équipement.
Caractéristiques techniques :
Haute fiabilité, interférence anti-plasma, protection contre la foudre et protection contre les surtensions.
Capacité de stockage du programme utilisateur de 32 à 64M.
Interface de fonctionnement commutable chinois/anglais.
Pendant la découpe au plasma, la machine augmente automatiquement le contrôle de la vitesse de coupe en coin.
Riche en fonctions logicielles, processus pratiques d'oxycoupage/plasma, en particulier pour les programmes de petits segments de ligne, qui peuvent être largement utilisés dans la découpe des métaux, la publicité, l'art du fer, etc.
Affichage graphique dynamique, zoom graphique de 1 à 8 fois, suivi automatique des points en mouvement.
Il peut lire des programmes à partir d'une clé USB et effectuer des mises à jour logicielles en temps voulu.
Bibliothèque graphique intégrée, riche et pratique, rendant la programmation simple et facile à apprendre.
Largeur de coupe : largeur de coupe effective 0-1200mm
Longueur de coupe : longueur de coupe effective 0-2000mm
Épaisseur de coupe : oxycoupage 6-150 mm, découpe plasma 0,1-50 mm (déterminée par la puissance du plasma)
Principales marques et modèles de découpeurs plasma portables
Aperçu des principales marques du secteur
Les marques de machines portables de découpe plasma CNC comprennent RILAND, Panasonic, Tayor, Lincoln, Hypertherm, Jasic, HG, Time, KENDE, etc. Il s'agit de marques de machines à découper le plasma de renommée mondiale et la qualité de leurs produits est rassurante.
Conseils pour choisir le bon modèle en fonction de vos besoins
Les machines de découpe CNC portables sont aujourd'hui technologiquement mûres et parfaites, à tel point que les clients peuvent même les installer et les déboguer eux-mêmes après avoir choisi la marque qu'ils préfèrent.
1. Les machines de découpe CNC portables offrent deux méthodes de découpe : la découpe au plasma et l'oxycoupage. Les deux méthodes peuvent être configurées sur la même machine de découpe compacte.
2. Le découpage au plasma est la méthode préférée pour découper les tôles minces, car sa vitesse de coupe est deux fois supérieure à celle de l'oxycoupage. C'est pourquoi nous recommandons généralement aux clients de choisir les deux méthodes de découpe lorsqu'ils sélectionnent une machine de découpe CNC portable.
3. Les machines de découpe CNC portables sont des dispositifs d'entraînement unilatéral, qui nécessitent une grande stabilité en termes de rails. Si le matériau des rails n'est pas bon, cela affectera directement l'effet de coupe de l'équipement. Nous choisissons profilés en alliage d'aluminium parce qu'ils ont une bonne ténacité et une grande stabilité.
4. Lorsqu'il s'agit de choisir un système de commande numérique, certains pensent à tort que plus le système est avancé et importé, meilleurs sont les résultats.
Toutefois, ce qui importe le plus, c'est de savoir si nous sommes en mesure d'exploiter et de maîtriser efficacement le système.
5. Le choix de l'alimentation électrique du plasma est crucial pour la découpe au plasma. Parfois, afin d'augmenter la configuration, de nombreux fabricants recommandent aux clients différentes marques d'alimentations plasma, et leur conseillent même de choisir une alimentation importée. Il s'agit là d'un autre malentendu.
Pour les alimentations plasma, l'épaisseur de la coupe qui convient au client est appropriée.
Pour les tôles épaisses, il est préférable d'utiliser l'oxycoupage, car quelle que soit la puissance de l'alimentation plasma, l'effet de coupe n'est pas aussi bon que celui de l'oxycoupage.
Pour les alimentations plasma, je recommande généralement Huayuan, qui a de bons retours d'utilisateurs et des taux de service après-vente peu élevés, bien que notre société s'occupe principalement d'alimentations plasma. Bien entendu, le prix est également transparent, sans profit.
6. Évitez les recommandations fantaisistes lorsque vous faites votre choix, et évitez d'ajouter des fonctions inutiles qui peuvent sembler utiles mais qui sont en fait redondantes.
Par exemple, l'allumage automatique coûte moins de 20 yuans, mais il nécessite un câblage à l'intérieur de la poutre et présente un taux d'échec élevé.
En cas de problème, il n'est pas facile de le remplacer ou de le réparer, et il prend de la place dans le faisceau. La solution pratique consiste à acheter un dispositif d'allumage automatique pour un réchaud à gaz, qui est sûr, pratique et peu coûteux.
Lors du choix d'une machine de découpe CNC portable, le tabou est de choisir une configuration trop fantaisiste ou excessive, ce qui peut conduire à un surinvestissement ou à une fonctionnalité inadéquate. Ni l'un ni l'autre n'est un bon choix.
Conseils de sécurité et bonnes pratiques pour l'utilisation des découpeurs plasma portables
Procédures opérationnelles sûres
1. Vérifiez que la connexion entre l'hôte et la traverse est fiable.
A. L'oxycoupage comprend : une ligne de raccordement du moteur de levage électrique ; une ligne de raccordement de l'électrovanne de contrôle de l'oxygène de coupe.
B. La découpe au plasma comprend : une ligne de connexion du moteur de levage électrique ; une ligne d'amorçage de l'arc électrique du plasma (cette ligne relie l'hôte de la découpe à l'alimentation électrique de la découpe au plasma).
2. Vérifier la connexion électrique.
A. Lors de l'oxycoupage :
Les exigences en matière d'alimentation électrique de l'hôte de coupe : AC 220V 50/60Hz 1KW.
Vérifiez que la prise d'alimentation de l'hôte est fiable et qu'elle est connectée à une source d'alimentation externe.
B. Lors de l'utilisation de la découpe au plasma :
Les exigences en matière d'alimentation électrique de l'hôte de coupe : AC 220V 50/60Hz 1KW.
Exigences en matière d'alimentation électrique du plasma : AC 220V 50/60Hz.
La puissance d'alimentation requise pour le découpage au plasma est fonction de la plaque signalétique de l'unité d'alimentation utilisée.
Après vérification : connectez l'alimentation externe → mettez l'interrupteur sur le panneau arrière de l'hôte de découpe.
3. Réglage du programme (cette étape est la même pour l'oxycoupage et le découpage plasma)
① Transférer le programme réalisé sur l'ordinateur vers le système de contrôle de la découpe à l'aide d'une clé USB. À l'interface principale de démarrage du système, appuyer sur F3 (édition) → appuyer sur F3 (clé USB) → utiliser les boutons (Y+↑) ou (Y-↓) sur le panneau du système de commande pour trouver le nom du fichier à transférer dans le système → appuyer sur F2 (copie). Appuyez ensuite sur n'importe quelle flèche jaune située de part et d'autre de F1-F6 pour revenir à l'interface de démarrage.
② Charger les fichiers existants dans le système de contrôle de la découpe pour les utiliser.
Dans l'interface principale de démarrage du système, appuyez sur 3 (edit) → appuyez sur F2 (load) + utilisez les boutons (Y+↑) ou (Y-↓) sur le panneau du système de contrôle pour trouver le nom du fichier à utiliser pour la découpe → appuyez sur F2 (load).
4. Ajuster les paramètres de coupe
① À l'interface principale de démarrage du système, appuyez sur F4 (paramètres) → appuyez sur F1 (système) → utilisez les boutons (Y+↑) ou (Y-↓) sur le panneau du système de commande pour déplacer la flèche "un" vers le haut et vers le bas afin de sélectionner le modèle de la machine. → Appuyez sur (X+一) ou (X-一) pour choisir le type de coupe. → Après la sélection, appuyez sur F6 (mémoriser).
② Dans l'interface principale de démarrage du système, appuyez sur F4 (paramètres) → appuyez sur F4 (contrôle) → utilisez les boutons (Y+↑) ou (Y-↓) sur le panneau du système de contrôle pour vous déplacer vers le haut et vers le bas.
Ajustez chaque paramètre : La configuration des paramètres pour une découpe normale est la suivante :
Flamme
Plasma
Invite à la perforation des bords : Fermer l'invite
Invite à la perforation des bords : Fermer l'invite
Délai de préchauffage : 3000
Délai de démarrage de l'arc : 0100.00
Retard de levage du pistolet de coupe : 00100
Retard de levage du pistolet de coupe : 00000.00
Délai d'abaissement du canon de coupe : 00000
Délai d'abaissement du canon de coupe : 00000.00
Délai d'allumage : 00000
Délai de perforation : 00100.00
Pistolet de découpe perforant litre : 00050
Rapport de vitesse en virage : 080%%
Pistolet de perforation et de découpe drop : 00042
Temps de montée du positionnement : 00000.00
Délai de perforation : 00000
Compensation de la fente : 00001.00 (moitié de la fente réelle)
Compensation de la fente : 001.0 (moitié de la fente réelle)
Retard de montée percutant : 00000.00
Rayon de l'arc de cercle : 00500.00
Vitesse de descente des virages : 100%
Après avoir réglé chaque paramètre, appuyez sur F6 (Enregistrer).
③Sur l'interface principale du démarrage du système, appuyez sur F4 (Paramètre) → Appuyez sur F2 (Vitesse) pour régler la vitesse de coupe. Les paramètres spécifiques sont les suivants :
Vitesse de démarrage : X00100 Y00100
Accélération : X00100 Y00100
Limite de vitesse manuelle : X02000 Y02000
Vitesse de traitement : X02000 Y02000
5. Ajuster la forme ou tôle d'acier pour correspondre au modèle de découpe et à la plaque d'acier réelle. (Cette étape utilise à la fois la flamme et le plasma).
① Alignez un côté de la plaque d'acier sur l'axe Y de la machine à découper. Utilisez une règle pour mesurer la distance entre les deux extrémités de la plaque d'acier près de la machine de découpe et la machine. En fonction de la situation spécifique sur place, réglez la machine de découpe ou la plaque d'acier pour aligner un côté de la plaque d'acier sur l'axe Y de la machine de découpe.
② Sur l'interface principale du démarrage du système, appuyez sur F1 (Auto) → Appuyez sur F4 (Graphics) → Appuyez sur F4 (Process) → Appuyez sur F1 (Rotate) → Appuyez ensuite sur F1 (X Mirror), 2 (X Mirror), 3 (XY Mirror), ou F4 (Rotation) pour faire correspondre le point de départ du motif et l'intersection de la plaque d'acier. (Après avoir appuyé sur F4 (Rotation), saisissez un angle de rotation, puis appuyez sur "OK".) Si le motif pivote vers une position indésirable, appuyez sur F6 (Restore), puis sur une autre touche parmi F1 (X Mirror), 2 (X Mirror), 3 (XY Mirror) ou F4 (Rotation) pour traiter le motif jusqu'à ce que vous soyez satisfait. Appuyez sur n'importe quelle flèche jaune entre F1 et F6 pour revenir au menu principal.
③ Dans le menu principal, appuyer sur F1 (Auto) → Appuyer sur les boutons du panneau de commande intitulés (Y+↑), (Y-↓), (X+→) ou (X-←) pour déplacer la buse de la torche à la position correspondante où le motif commence à se découper sur la plaque d'acier. Appuyez sur n'importe quelle flèche jaune entre F1 et F6 pour revenir au menu principal. (Pendant fonctionnement de la machineRéglez la hauteur de la torche à l'aide des touches (S↑) ou (S↓) pour éviter qu'elle ne touche la plaque d'acier).
6. Régler la vitesse de coupe.
Dans le menu principal, appuyez sur 1 (Auto) → Appuyez sur le bouton du panneau de commande étiqueté (F↑) pour augmenter ou (F,) pour diminuer la vitesse de coupe. La vitesse de coupe s'affiche dans le coin supérieur gauche de l'écran.
Les valeurs numériques spécifiques doivent être ajustées en fonction de l'épaisseur de la plaque d'acier. Les valeurs de référence sont les suivantes :
Les données du tableau ci-dessus concernent des plaques d'acier au carbone ordinaires, et la vitesse de coupe d'autres types d'acier. types d'acier devraient être réduites en conséquence.
7. Vérifiez que l'alimentation en gaz est fiable et réglez la flamme lorsque vous l'utilisez.
A. Lors de l'utilisation d'une flamme :
Vérifiez que les voies d'alimentation en gaz combustible et en oxygène de l'orifice d'admission de la traverse sont bien connectées ; ouvrez les vannes de contrôle de chaque gaz et réglez la pression d'alimentation en gaz (la pression d'oxygène ne doit pas dépasser 0,5 et la pression de gaz combustible doit être d'environ 0,05).
Après avoir confirmé que l'alimentation en gaz est normale, appuyez sur F1 (automatique) sur l'interface de démarrage, puis appuyez sur (Y+↑), (Y-↓), (X+→-), (X-) pour éloigner la torche de découpe de la plaque d'acier. Tournez ensuite les vannes de commande du gaz combustible et de l'oxygène de préchauffage de la torche de coupe dans le sens inverse des aiguilles d'une montre et allumez-les.
Après avoir réglé la flamme de préchauffage, appuyez sur le bouton d'oxygène de coupe sur le panneau du système de contrôle. L'électrovanne de contrôle de l'oxygène de coupe s'ouvre alors sur le chalumeau.
Tournez ensuite le robinet de réglage de l'oxygène de coupe sur la torche de coupe dans le sens inverse des aiguilles d'une montre et réglez l'oxygène de coupe.
Appuyez à nouveau sur le bouton "Oxygène de coupe" sur le panneau du système de commande. L'électrovanne de contrôle de l'oxygène de coupe se ferme alors sur la torche de coupe.
B. Lors de l'utilisation d'un plasma :
Vérifiez que le circuit d'alimentation en gaz qui fournit de l'air comprimé (ou de l'azote) à l'alimentation en énergie du plasma est bien branché et ouvrez la vanne de contrôle de l'alimentation en gaz. Réglez le détendeur de pression de gaz sur l'alimentation en plasma de manière à ce que la pression d'alimentation en gaz soit comprise entre 0,4 et 0,5 (le détendeur doit être vérifié et vidangé fréquemment).
Si l'alimentation électrique du plasma est refroidie à l'eau, vérifiez l'eau de retour et le niveau d'eau du réservoir d'eau.
8. Point d'arrêt
(1) Panne d'électricité
En cas de coupure soudaine de courant pendant le fonctionnement normal, l'équipement et les plaques d'acier ne peuvent pas bouger. Éteignez la flamme et attendez que le courant revienne.
Ensuite, allumez la machine et appuyez sur F1 (automatique) sur l'interface de démarrage. Appuyez sur F6 (point de rupture), attendez le préchauffage, puis appuyez sur start (bouton vert) pour continuer la découpe.
Si l'appareil avance après avoir appuyé sur le bouton de démarrage (bouton vert) mais que l'oxygène de coupe ne s'allume pas, appuyez sur le bouton d'arrêt (bouton rouge), puis sur F3 (retour), et attendez que l'appareil revienne au point d'arrêt avant de l'arrêter.
Après le préchauffage, appuyez une fois sur le bouton de l'oxygène de coupe sur le panneau, puis appuyez sur le bouton de démarrage (bouton vert) pour continuer la découpe.
(2) Lorsque la tôle d'acier ne peut pas être découpée pendant la coupe :
Si la plaque d'acier ne peut pas être découpée pendant le processus de découpe, appuyez sur stop (bouton rouge) et appuyez sur 3 (retour) pour revenir à la position où la plaque d'acier ne peut pas être découpée.
Ensuite, appuyez sur stop. Si vous avez trop reculé, appuyez sur F2 (avant) pour revenir à la bonne position, puis appuyez sur stop (bouton rouge), et enfin sur start (bouton vert) pour continuer la découpe.
(3) Lorsqu'un programme entier est à mi-parcours et qu'il est temps de quitter le travail :
En fonctionnement normal, s'il est temps de quitter le travail mais que celui-ci n'est pas encore terminé, appuyez sur pause (bouton rouge), puis sur F6 (point d'arrêt) et éteignez la machine. Au cours de l'équipe suivante, si l'équipement ou les plaques d'acier ont bougé, déplacez la torche de coupe jusqu'au point d'arrêt, et si l'équipement ou les plaques d'acier n'ont pas bougé, allumez la machine. Appuyez sur F1 (automatique) sur l'interface de démarrage, puis sur F6 (point d'arrêt), attendez le préchauffage et appuyez sur start (bouton vert) pour continuer la découpe.
Si l'appareil avance après avoir appuyé sur le bouton de démarrage (bouton vert), mais que l'oxygène de coupe ne s'allume pas, appuyez sur le bouton d'arrêt (bouton rouge), puis sur F3 (retour), et attendez que l'appareil revienne au point d'arrêt avant de l'arrêter. Après le préchauffage, appuyez une fois sur le bouton de l'oxygène de coupe sur le panneau, puis appuyez sur le bouton de démarrage (bouton vert) pour continuer la découpe.
(4) Quand la torche de coupe doit être remplacée ou traitée pendant la coupe :
① Appuyez sur stop (bouton rouge) et éteignez la flamme, remplacez ou traitez le chalumeau au point de pause, puis appuyez sur start (bouton vert) pour continuer la découpe. Si l'appareil avance après avoir appuyé sur le bouton vert, mais que l'oxygène de coupe ne s'allume pas, appuyez sur stop (bouton rouge), puis sur F3 (retour), et attendez que l'appareil revienne à la position où la plaque d'acier ne peut pas être découpée avant de vous arrêter. Après le préchauffage, appuyez une fois sur le bouton d'oxygène de coupe sur le panneau, puis appuyez sur le bouton de démarrage (bouton vert) pour continuer la découpe.
② Appuyer sur stop (bouton rouge), puis sur l'une des touches de direction (Y+↑), (Y-↓), (X+→) ou (X-) pour éloigner le chalumeau coupeur de la plaque d'acier avant d'éteindre la flamme. Remplacez ou traitez le chalumeau, allumez-le, puis appuyez sur start (bouton vert). Sélectionnez "stop after returning in empty space" en appuyant sur (Y+↑) ou (Y-↓), puis appuyez sur start (bouton vert) pour continuer la découpe.
Si l'appareil avance après avoir appuyé sur le bouton de démarrage (bouton vert), mais que l'oxygène de coupe ne s'allume pas, appuyez sur le bouton d'arrêt (bouton rouge), puis sur le bouton 3 (retour) pour revenir à la position où la plaque d'acier ne peut pas être découpée. Si vous avez trop reculé, appuyez sur F2 (avant) pour revenir à la bonne position, puis appuyez sur stop (bouton rouge) et attendez le préchauffage. Appuyez une fois sur le bouton d'oxygène de coupe sur le panneau, puis appuyez plusieurs fois sur le bouton de démarrage (bouton vert) pour continuer la découpe.
(5) Lorsque le point d'arrêt ne peut être trouvé :
Dans tous les cas, s'il y a plusieurs pauses au milieu de la découpe, et que le graphique actuel affiché sur l'appareil ne correspond pas à la découpe réelle, utilisez les touches de direction (Y+↑), (Y-↓), (X+→), ou (X-) pour ramener la torche de découpe au point de départ initial du programme. Retournez à l'interface de démarrage, appuyez sur 3 (édition), appuyez sur F2 (chargement), sélectionnez le programme à l'aide des touches de direction (Y+↑), (Y-↓), appuyez sur F2 (chargement), appuyez sur F3 (sauvegarde), retournez à l'interface de démarrage, appuyez sur F1 (automatique), appuyez sur F1 (ligne vide), et attendez que la torche de découpe atteigne la position correspondante de la coupe réelle sur le graphique du programme et la plaque d'acier. Ensuite, appuyez sur stop (bouton rouge), allumez la machine et appuyez sur start (bouton vert) pour continuer la coupe.
Si l'appareil avance après avoir appuyé sur le bouton de démarrage (bouton vert) mais que l'oxygène de coupe ne s'allume pas, appuyez sur le bouton d'arrêt (bouton rouge), puis sur le bouton F3 (retour) pour revenir à la position où la plaque d'acier ne peut pas être découpée. Si vous avez reculé trop loin, appuyez sur F2 (avant) pour revenir à la bonne position, puis appuyez sur stop (bouton rouge) et attendez le préchauffage. Appuyez une fois sur le bouton d'oxygène de coupe sur le panneau, puis appuyez sur le bouton de démarrage (bouton vert) pour continuer la découpe.
Conseils pour réaliser des coupes nettes et précises
1. Lors de l'utilisation d'un Machine de découpe plasma CNCSi l'opérateur peut maîtriser certaines techniques de découpe, il obtiendra deux fois plus de résultats avec deux fois moins d'efforts pour l'efficacité d'usinage de la machine, tout en réduisant les dommages causés à l'équipement. Nous allons maintenant vous présenter quelques techniques de découpe pour les machines portables de découpe plasma CNC.
2. Lorsque acier de coupe En ce qui concerne les plaques d'acier, essayez de couper du bord vers le centre, plutôt que de couper à partir du centre. Le fait de commencer par le bord prolongera la durée de vie des consommables. La bonne méthode consiste à aligner la buse directement sur le bord de la pièce avant d'amorcer l'arc plasma.
Réduire le temps d'allumage de l'arc de la machine de découpe. La consommation de la buse et de l'électricité est très rapide pendant l'allumage de l'arc. Avant de commencer, la torche doit être placée à l'intérieur de la distance de coupe du métal.
3. Ne surchargez pas la buse pour éviter de l'endommager. Une surcharge de la buse l'endommagera rapidement. L'intensité du courant doit être égale à 95% du courant de travail de la buse. Par exemple, l'intensité du courant d'une buse de 100 A doit être réglée sur 9.
4. Calculez à l'avance une distance de coupe raisonnable afin de réduire l'usure de l'équipement. Selon les exigences des instructions, utilisez une distance de coupe raisonnable, c'est-à-dire la distance entre la buse de coupe et la surface de la pièce. Lors du perçage, utilisez une distance égale à deux fois la distance de coupe normale ou la hauteur que l'arc de plasma peut transmettre.
Conseils d'entretien et de dépannage
1. Système de contrôle
Le système de la machine portable de découpe au plasma est lui-même instable : en effet, certains fabricants développent des systèmes d'exploitation bon marché dépourvus des capacités nécessaires afin de réduire les coûts, ce qui entraîne un dysfonctionnement de l'équipement dans des environnements industriels difficiles. En outre, la capacité anti-interférences du système de la machine portable de découpe au plasma est faible : le système doit non seulement effectuer des tâches de découpe, mais aussi résister aux interférences des groupes d'impulsions à haute fréquence et à d'autres sources d'interférences dans des environnements difficiles. Outre les divers travaux préventifs effectués à l'intérieur du système, les lignes de connexion liées au système doivent être blindées et isolées.
2. Fonctionnement et utilisation
L'utilisation incorrecte du système par l'opérateur : Une utilisation incorrecte peut également entraîner une panne ou un dysfonctionnement de la machine à découper portable à commande numérique. Le fonctionnement correct est le suivant : pendant la découpe normale, n'appuyez pas sur d'autres boutons à votre guise.
3. Interférences à haute fréquence
Il existe de fortes sources d'interférences externes : dans les usines, de nombreux appareils génèrent eux-mêmes une grande quantité de groupes d'interférences électromagnétiques et d'impulsions, tels que les machines à souder, les machines à découper au plasma, etc. Ces sources d'interférences pénètrent directement dans le système de la machine à découper et provoquent différents degrés d'impact sur celui-ci, ce qui peut le détruire instantanément. La machine de découpe CNC portable doit être éloignée des sources d'interférence (groupes) de ≥10m.
Applications des découpeurs plasma portables
La découpe au plasma, combinée à différents gaz de travail, permet de découper des métaux difficiles à découper par oxycoupage, en particulier les métaux non ferreux (acier inoxydable, aluminium, cuivre, titane, nickel), ce qui permet d'obtenir de meilleurs effets de découpe.
Les machines de découpe au plasma sont largement utilisées dans diverses industries telles que l'automobile, les locomotives, les appareils à pression, les machines chimiques, l'industrie nucléaire, les machines générales, les machines d'ingénierie, les structures en acier, les navires, etc.
Les méthodes les plus couramment utilisées sont le découpage plasma conventionnel et le découpage plasma à l'air.
Conclusion
En général, les machines portables de découpe au plasma constituent une solution pratique et universelle pour l'industrie de la découpe des métaux. Grâce à leur légèreté, leur portabilité et leur facilité d'utilisation, elles sont devenues l'outil préféré des professionnels de la transformation des métaux et des amateurs.
En suivant les conseils de ce guide, vous pourrez choisir un découpeur plasma portable adapté à vos besoins et à votre budget, et l'utiliser de manière sûre et efficace.
Qu'il s'agisse de projets de bricolage, de travaux de réparation à petite échelle ou de projets industriels à grande échelle, les machines portables de découpe au plasma peuvent vous faire gagner du temps, de l'argent et de l'énergie. Investir dans une machine portable de découpe au plasma de haute qualité est donc un bon choix.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment une machine peut trancher le métal comme un couteau chaud dans du beurre ? Bienvenue dans le monde de la découpe plasma ! Dans cet article, vous découvrirez comment ce puissant...
Vous envisagez d'acheter une machine de découpe en raison de la nécessité d'effectuer des travaux d'entretien et de réparation fréquents ? Ou êtes-vous impliqué dans un projet qui nécessite un dispositif de coupe performant ?...
Vous êtes-vous déjà demandé quelles sont les entreprises qui dominent le marché de la technologie de découpe au plasma ? Cet article se penche sur les 10 principaux fabricants de machines de découpe plasma de 2023, en mettant en évidence leurs innovations et...
Vous êtes-vous déjà demandé comment fonctionne le soudage au gaz et pourquoi il est si important dans le domaine de l'ingénierie mécanique ? Cet article présente les principes, les types de flammes et les matériaux utilisés dans...
Vous êtes-vous déjà demandé comment les structures en acier massif sont découpées avec une telle précision ? Le découpage au gaz, un processus remarquable mais souvent méconnu, a révolutionné l'industrie de la fabrication métallique. Dans cet article,...
Faites passer votre entreprise à la vitesse supérieure