Il s'agit là d'un résumé de la conception des montages dans l'industrie, mais ce n'est pas aussi simple qu'il n'y paraît. Nos recherches et nos discussions avec divers experts nous ont permis de découvrir que la conception préliminaire est souvent confrontée à des problèmes de positionnement et de serrage qui ne sont pas suffisamment pris en compte.
En l'absence de solutions appropriées à ces défis, toute conception innovante manquera de valeur pratique. Pour garantir le succès et l'intégrité de la conception et du traitement des montages, il est essentiel de bien comprendre les principes de base du positionnement et du serrage.
Connaissance des localisateurs
1. Principes de base du positionnement à partir du côté de la pièce à usiner
"Lors du positionnement de la pièce, comme le support, le principe le plus fondamental à suivre est le principe des trois points. Ce principe, également connu sous le nom de principe du support, est dérivé du concept selon lequel "trois points qui ne sont pas sur la même ligne déterminent un plan".
Avec trois points, une face peut être déterminée, ce qui conduit à la détermination d'un total de quatre faces. Cependant, il peut être difficile de localiser le quatrième point dans le même plan, quelle que soit la méthode utilisée".
Trois principes
Par exemple, lors de l'utilisation de quatre localisateurs à hauteur fixe, seuls trois d'entre eux peuvent entrer en contact avec la pièce, ce qui laisse une forte probabilité que le quatrième ne le fasse pas. Pour résoudre ce problème, il est généralement recommandé de configurer le localisateur sur la base de trois points, les distances entre ces points étant maintenues aussi larges que possible.
En outre, lors du réglage du positionneur, il est important de déterminer la direction dans laquelle la charge de traitement sera appliquée. Cette direction fait référence à la direction dans laquelle la poignée de l'outil ou l'outil se déplacera. Négliger ce point peut avoir un impact significatif sur la précision globale de la pièce.
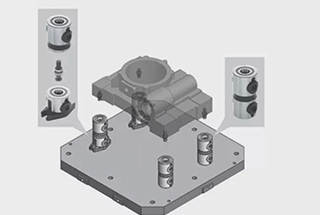
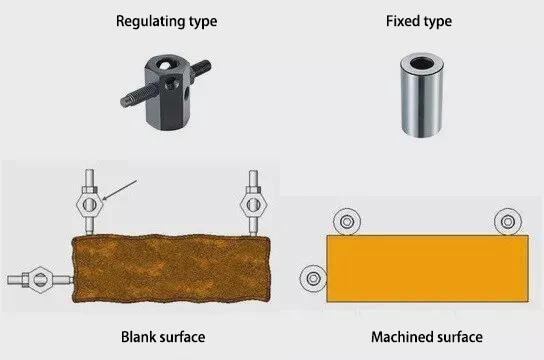
Pour positionner la surface brute de la pièce, on utilise généralement un positionneur réglable de type boulon. Pour le positionnement de la surface de traitement, on utilise un positionneur fixe (où la surface de contact avec la pièce est rectifiée).
2. Principes de base du positionnement à partir du trou de la pièce
Lors du positionnement de la pièce, il est essentiel d'utiliser une goupille dont la tolérance correspond aux trous réalisés à l'étape précédente.
Pour obtenir la précision de positionnement souhaitée, la goupille doit avoir la même précision que le trou de la pièce et correspondre à la tolérance spécifiée.
En outre, les goupilles droites et les goupilles diamantées sont couramment utilisées pour le positionnement, ce qui facilite le montage et le démontage de la pièce et réduit le risque de blocage de la pièce et de la goupille.
Utiliser le positionnement de l'épingle
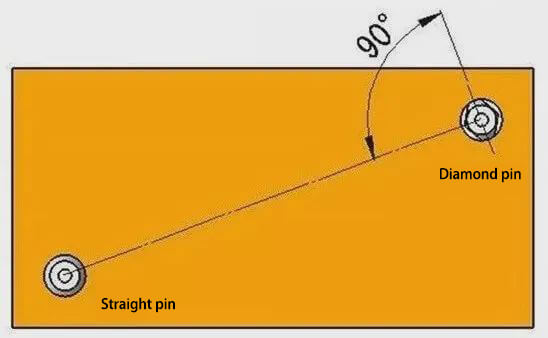
Bien entendu, il est possible d'utiliser des goupilles droites pour les deux positions en ajustant la tolérance de montage. Toutefois, pour un positionnement plus précis, il est généralement plus efficace d'utiliser une combinaison de goupilles droites et de goupilles diamantées.
Lorsque les deux types de goupilles sont utilisés, la ligne de connexion de la goupille en diamant, au point de contact avec la pièce, est généralement perpendiculaire à la ligne de connexion de la goupille droite, formant ainsi un angle de 90 degrés. Cette méthode de configuration est utilisée pour le positionnement angulaire, en particulier pour déterminer le sens de rotation de la pièce.
Connaissance pertinente du collier de serrage
1. Classification des pinces
Selon la direction de serrage, il est généralement divisé en catégories suivantes :
Examinons ensuite les caractéristiques des différents colliers de serrage.
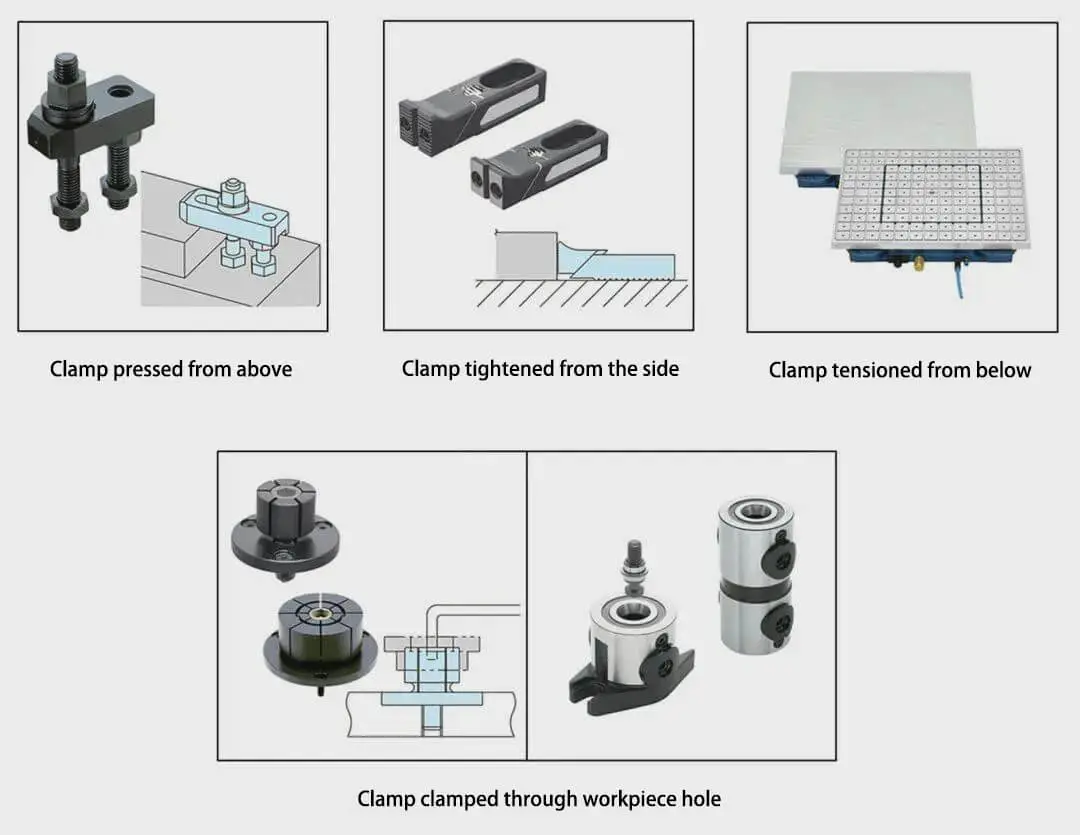
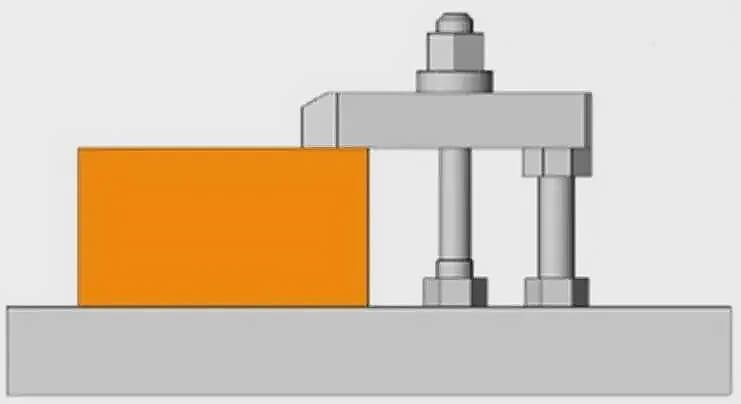
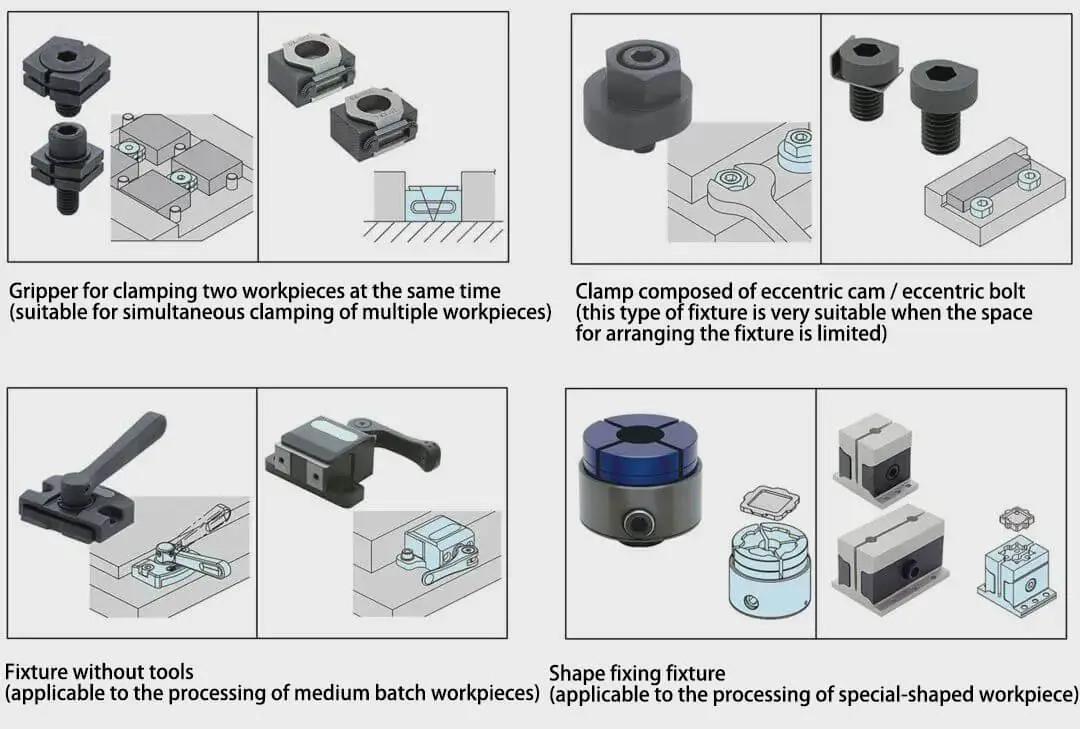
1. Pince pressée par le haut
Le dispositif de serrage qui comprime par le haut de la pièce est le plus stable et provoque le moins de déformation pendant le processus de serrage. Par conséquent, la première chose à faire lors du traitement des pièces est de les serrer par le haut. Le dispositif le plus couramment utilisé pour ce type de serrage est un dispositif mécanique manuel.
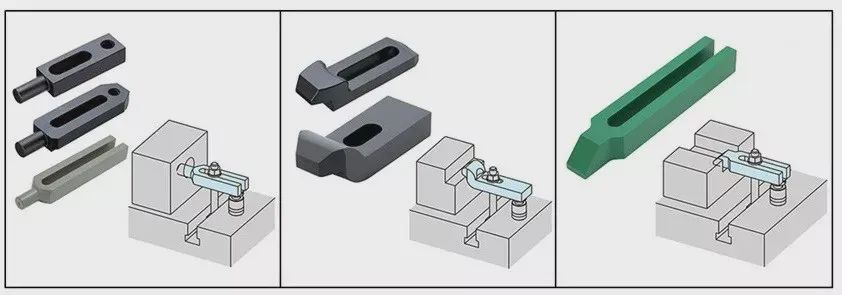
Par exemple, la pince "feuille de pin" est un type de dispositif de serrage couramment utilisé. Il se compose d'une plaque de pression, d'un goujon, d'un vérin et d'un écrou.
En outre, en fonction de la forme de la pièce, différentes formes de plaques de pressage peuvent être sélectionnées pour correspondre à différentes formes de pièces.
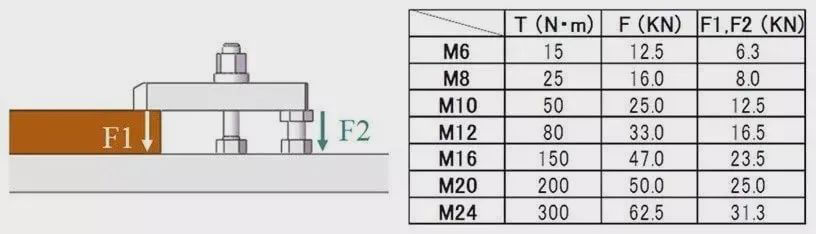
La relation entre le couple et la force de serrage de la pince à feuilles de pin peut être calculée par la force de propulsion du boulon.
La formule de calcul simple de la force de serrage est la suivante :
F(kN) = T(N-m)/0,2d
(d correspond au diamètre nominal du boulon)
Outre la pince à feuilles de pin, il existe également les pinces similaires suivantes pour le serrage par le haut de la pièce à usiner.
2. Pince de serrage latéral
La méthode originale consistant à serrer la pièce par le haut est la plus stable et la plus précise, et elle permet également de réduire au minimum la charge de travail sur la pièce.
Toutefois, lorsque le serrage par le haut n'est pas possible en raison de facteurs tels que l'usinage au-dessus de la pièce ou l'inadéquation, il peut être nécessaire de serrer la pièce par le côté.
Il convient toutefois de noter que le fait de serrer la pièce sur le côté peut entraîner une force vers le haut. Il faut donc veiller à éliminer cette force lors de la conception de l'appareil.
Outre les pinces présentées dans la figure ci-dessus, des pinces latérales sont également disponibles.
Ces pinces latérales génèrent une force oblique vers le bas lors de la poussée, empêchant ainsi la pièce de flotter.
Il existe également d'autres pinces similaires pour le serrage latéral.
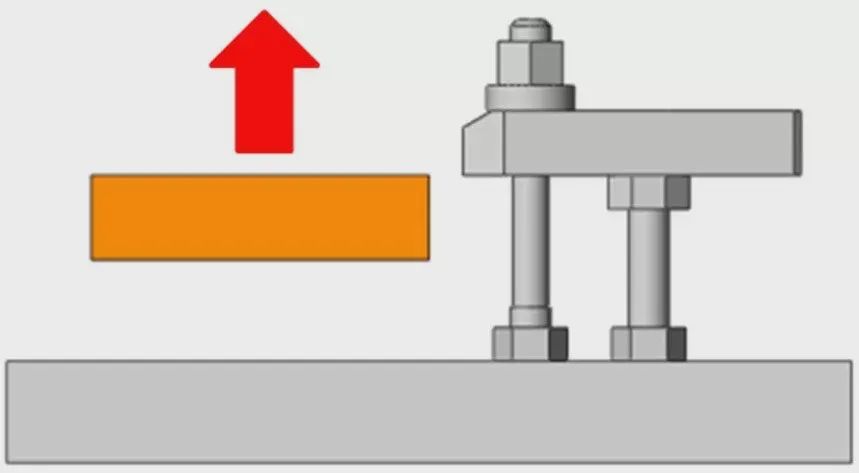
3. Pince pour serrer la pièce à partir du bas
Lors de l'usinage de la surface supérieure d'une pièce en tôle mince, il n'est pas possible de la serrer par le haut et il n'est pas pratique de la comprimer par le côté. La méthode de serrage la plus pratique consiste à fixer la pièce par le bas.
Si la pièce est en fer, une pince magnétique peut généralement être utilisée pour la serrer par le bas. Pour les pièces en métal non ferreux, des ventouses à vide peuvent généralement être utilisées pour les fixer.
La force de serrage est directement proportionnelle à la surface de contact entre la pièce et la pince magnétique ou la ventouse.
Toutefois, si la charge de travail est trop élevée lors du traitement de petites pièces, les résultats risquent de ne pas être optimaux.
En outre, lors de l'utilisation d'un aimant ou d'un mandrin à vide, la surface de contact avec l'aimant et le mandrin à vide doit être lisse pour être sûre et normale.
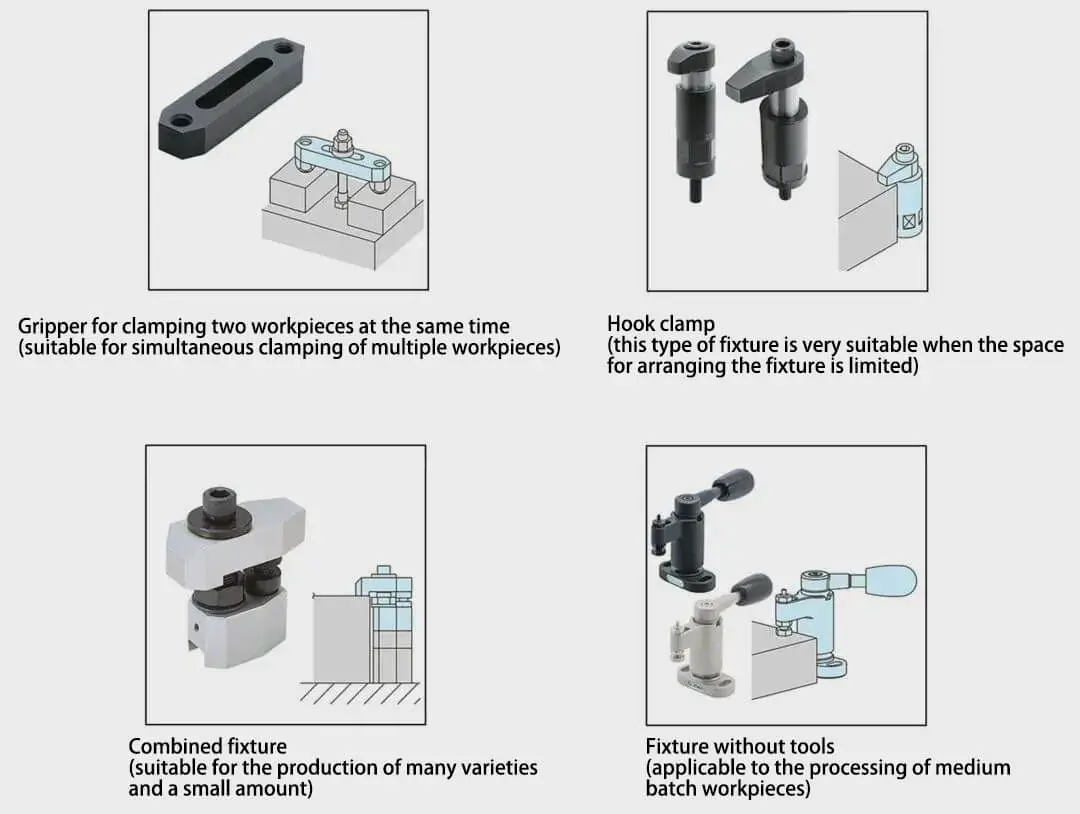
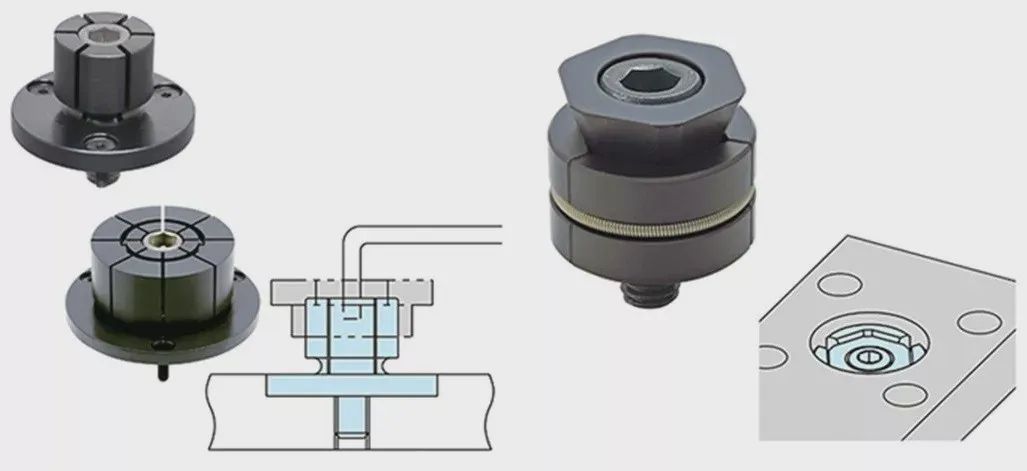
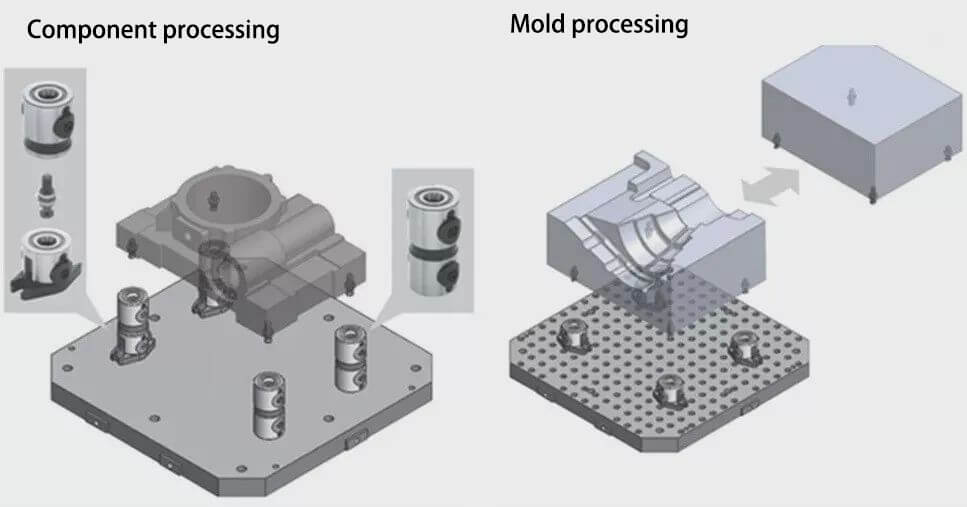
4. Collier de serrage avec trou
Lors du traitement simultané de plusieurs facettes ou du traitement d'un moule sur 5-machine à axeDans le cas d'un usinage à la presse, il est conseillé d'utiliser le serrage par le trou afin d'éviter que la fixation et les outils n'affectent le résultat. Cette méthode est supérieure au serrage par le haut et par le côté, car elle applique moins de pression sur la pièce, ce qui réduit le risque de déformation.
Usinage direct avec des trous
Régler la goupille de traction pour le serrage
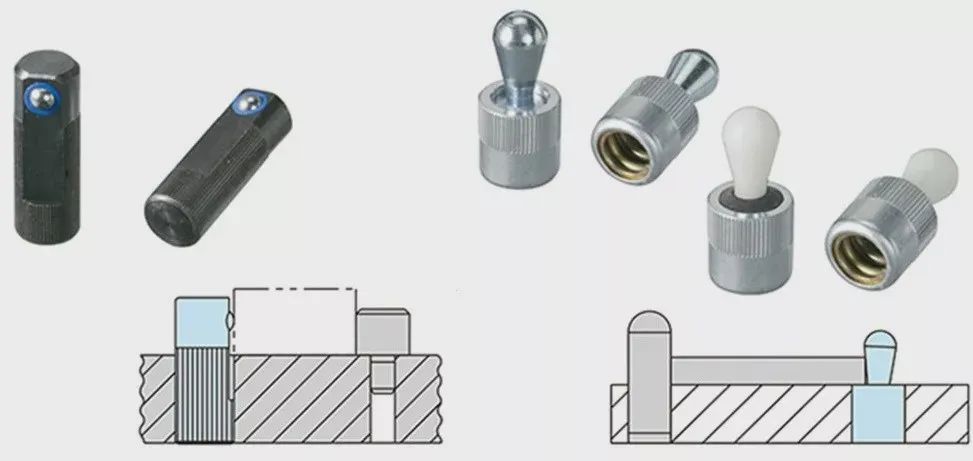
2. Pré-serrage
L'accent est mis sur la fixation de la pince de serrage de la pièce à usiner. L'amélioration de l'opérabilité et l'utilisation du pré-serrage sont également cruciales.
Lorsque la pièce est placée verticalement sur la base, la gravité la fait tomber vers le bas.
Pour éviter cela, vous devez maintenir et sécuriser manuellement la pièce tout en utilisant la pince.
Pré serrage
Si la pièce à usiner est lourde ou si plusieurs pièces sont serrées simultanément, l'opérabilité sera considérablement réduite et le processus de serrage prendra beaucoup de temps. Dans de telles situations, l'utilisation de un printemps Le produit de pré-serrage peut aider à maintenir la pièce dans un état stable pendant l'utilisation de la pince, ce qui améliore considérablement l'opérabilité et réduit le temps de serrage.
3. Précautions à prendre lors du choix de la pince
Lorsque plusieurs types de pinces sont utilisés dans la même configuration d'outillage, il est essentiel de normaliser les outils utilisés pour les serrer et les desserrer. Cela permet de minimiser la charge de travail de l'opérateur et de réduire le temps de serrage global de la pièce.
Par exemple, comme le montre la figure de gauche, l'utilisation de différents types de clés pour les opérations de serrage peut entraîner une augmentation de la charge de travail de l'opérateur et des temps de serrage plus longs.
D'autre part, comme l'illustre la figure de droite, lorsque les outils et les clés sont normalisés et que la taille des boulons est unifiée, l'opération devient beaucoup plus pratique et efficace pour le personnel sur place.
Capacité de serrage de la pièce
En outre, lors du réglage de la pince, il est essentiel de donner la priorité à la facilité de serrage de la pièce. Si la pièce doit être serrée à un certain angle, elle peut devenir difficile à manipuler. Cette question doit être prise en compte lors de la conception de l'outillage de bridage afin d'éviter tout désagrément.