Vous êtes-vous déjà demandé comment une machine massive peut poinçonner et façonner des tôles avec précision et facilité ? Dans cet article de blog, nous allons explorer le monde fascinant de la presse motorisée JH21. Vous découvrirez ses principes de fonctionnement, ses composants clés et des conseils de sécurité essentiels pour maximiser son efficacité et sa longévité. Préparez-vous à découvrir les secrets de cette merveille d'ingénierie !
Bienvenue dans le manuel d'entretien de la presse JH21. Ce guide complet est conçu pour vous aider à installer, utiliser et entretenir correctement la presse à bras JH21. Le manuel met l'accent sur les principales caractéristiques de performance et les avis opérationnels afin de garantir des performances et une sécurité optimales. Veuillez noter que les figures incluses sont fournies à titre de référence uniquement, et que les produits réels peuvent varier légèrement.
I. Résumé
Principe de fonctionnement et application
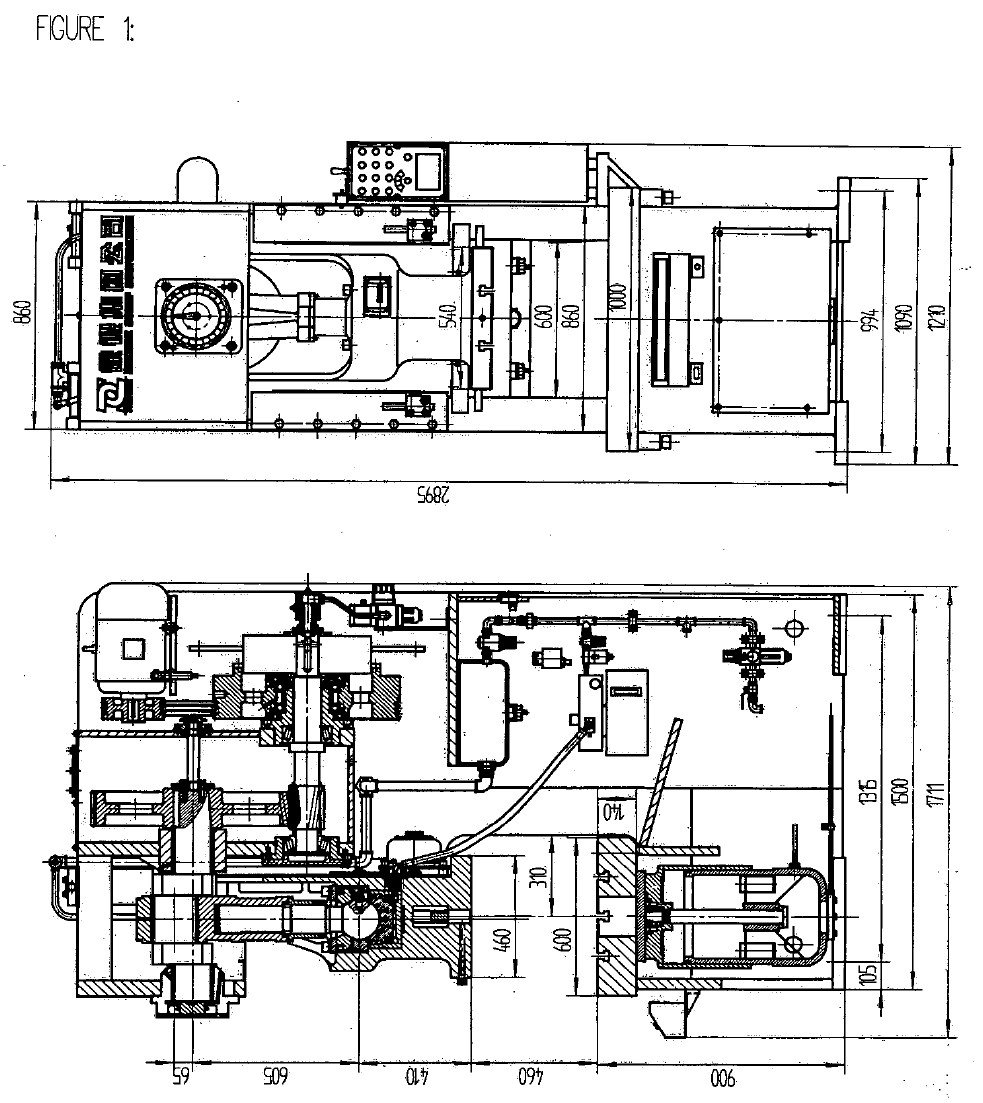
La presse à poinçonner JH21-80 tonnes (800kN) à banc fixe et à dos ouvert fonctionne à l'aide d'un vilebrequin longitudinal et d'un mécanisme de tige de vilebrequin. Le vilebrequin tourne grâce à une réduction de vitesse en deux étapes du moteur, qui entraîne le mouvement alternatif de la glissière.
La presse est dotée d'un système d'entraînement fermé et d'un fonctionnement stable grâce à l'utilisation d'un embrayage et d'un frein pneumatiques, ce qui permet au chariot de s'arrêter dans n'importe quelle position.
Cette presse universelle est idéale pour diverses tâches de traitement de la tôle, notamment le découpage, le poinçonnage, le découpage à blanc, le pliage, l'étirage et l'étirement, mais elle ne convient pas pour le monnayage. La pression nominale de la presse est de 800 kN, avec une course de pression normale de 4,5 mm.
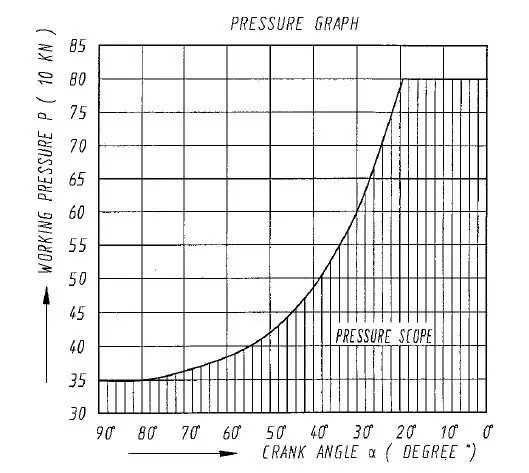
Les utilisateurs doivent sélectionner la force de pression appropriée sur la base de la courbe de pression, en veillant à ce que la pression de travail et l'angle de la manivelle ne dépassent pas la plage indiquée afin d'éviter d'endommager la presse.
Environnement et conditions de travail
Pour garantir le fonctionnement normal de la presse, minimiser la fréquence de l'entretien et prolonger sa durée de vie, elle ne doit pas être utilisée dans des environnements présentant une humidité excessive, des gaz corrosifs, des liquides ou des gaz explosifs. La pression d'air doit être d'au moins 0,6 MPa et la tension doit être de 380±38V avec une fréquence de 50±5Hz.
II. Les cahiers des charges
Non.
Objet
Valeur
Unité
1
Pression nominale
800
KN
2
Course de la glissière
130
mm
3
Stroking de la pression nominale
4.5
mm
4
Nombre de glissières Course
60
SPM
5
Espace maximal pour les matrices (réglage vers le haut, course vers le bas, de la mitre au bas de la glissière)
330
mm
6
Ajustement de l'espace entre les matrices
80
mm
7
Distance entre le centre de la glissière et le cadre
310
mm
8
Taille du traversin (FB x LR)
600×1000
mm
9
Taille de la surface de glissement (FB x LR)
460×540
mm
10
Taille du trou de la tige
Φ50×80
mm
11
Épaisseur du traversin
140
mm
12
Distance entre les montants
600
mm
13
Coussin d'air (commande spéciale) Course maximale du coussin d'air
65
mm
Pression maximale
80
KN
14
Modèle de moteur principal
Y132M-4
Puissance
7.5
KW
15
Dimension globale
F.B.
1711
mm
L.R
1210
mm
Hauteur
2895
mm
16
Poids total
≈6749
kg
III. Préparation avant l'opération
Pour garantir le bon fonctionnement de la poinçonneuse, l'utilisateur doit suivre les procédures appropriées et tenir compte des facteurs suivants avant d'utiliser la machine.
Capacité de charge nominale
La charge de travail doit être maintenue dans la limite de la pression nominale. Des mécanismes de protection contre la surcharge sont en place pour éviter les dommages causés par un mauvais poinçonnage ou des feuilles d'épaisseur non uniforme. Il est essentiel de ne pas utiliser la presse avec une surcharge aléatoire, car cela peut facilement endommager la machine. Il est donc important de calculer avec précision la charge de travail avant de commencer tout travail.
Capacité de couple
La force de poinçonnage varie en fonction de la position du coulisseau. Les utilisateurs doivent se référer au graphique de pression de la course qui illustre ces changements. La compréhension de cette relation permet de maintenir l'intégrité de la machine et d'assurer des opérations précises.
Collage
Le collage peut se produire si la pression de travail dépasse le couple nominal. En outre, la poinçonneuse peut se bloquer si une charge est appliquée avant que l'embrayage ne soit engagé. Cela peut endommager l'embrayage. Si le collage se produit pendant le traitement, la machine doit être arrêtée immédiatement et des mesures correctives doivent être prises pour éviter qu'il ne se reproduise.
Charge excentrique
En règle générale, les charges excentriques doivent être évitées car elles peuvent rendre la surface inférieure de la glissière et de la mitre non parallèle, ce qui entraîne des forces inégales sur la cale et affecte la précision. Si une charge excentrique ne peut être évitée, elle doit être gérée en fonction de la distance autorisée entre le centre de la charge et la mitre, comme spécifié dans les directives de la machine, afin de garantir la précision et la sécurité.
Fréquence de mise en marche unique
Pour garantir des performances optimales et prolonger la durée de vie de l'embrayage et du frein, il est important de respecter la fréquence de mise en marche unique recommandée dans les spécifications principales de la poinçonneuse. Le dépassement de la fréquence de mise en marche unique recommandée peut entraîner une usure anormale et une défaillance potentielle de l'embrayage et du frein. Pour cette presse, la fréquence de mise en marche recommandée n'est pas supérieure à 25 fois par minute.
IV. Construction et adaptation des unités de base
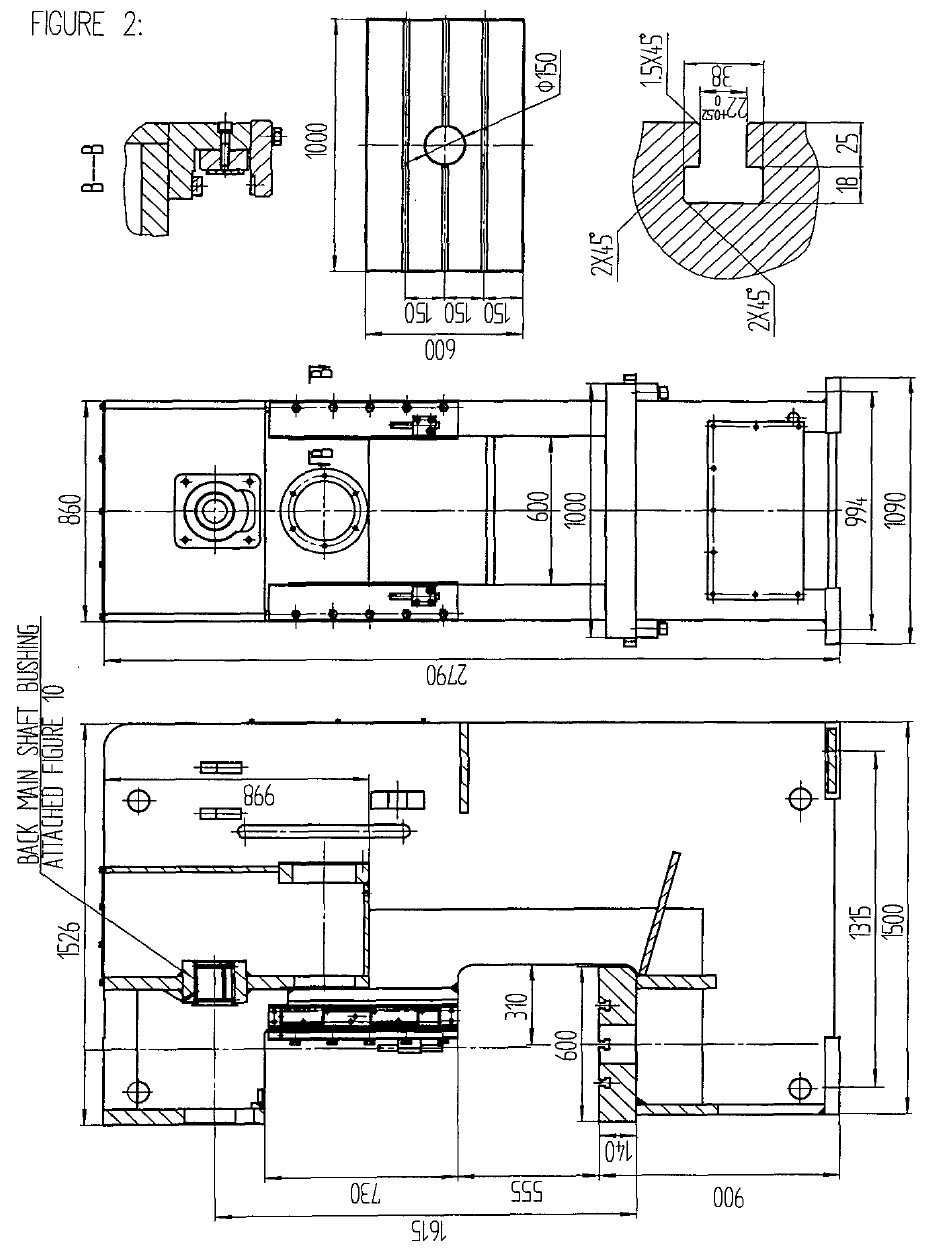
Cadre (figure 2)
Le bâti de la poinçonneuse est en acier à haute résistance et est soudé. Le coulisseau se déplace d'avant en arrière à l'intérieur des cales. La vis située sur le côté droit du bâti sert à régler le jeu entre les cales et le coulisseau. Le réglage de la tige de défonçage permet de pousser les pièces poinçonnées vers le bas lorsque la glissière s'approche du point mort supérieur. Cependant, il faut veiller à ce que le racleur ne touche pas le fond de la rainure de la tige de défonçage de la glissière afin d'éviter les accidents. La mitre du cadre est la base des mesures de précision. Elle doit présenter une surface lisse et plane afin d'éviter tout dommage causé par les outils et les objets. outils de coupe.
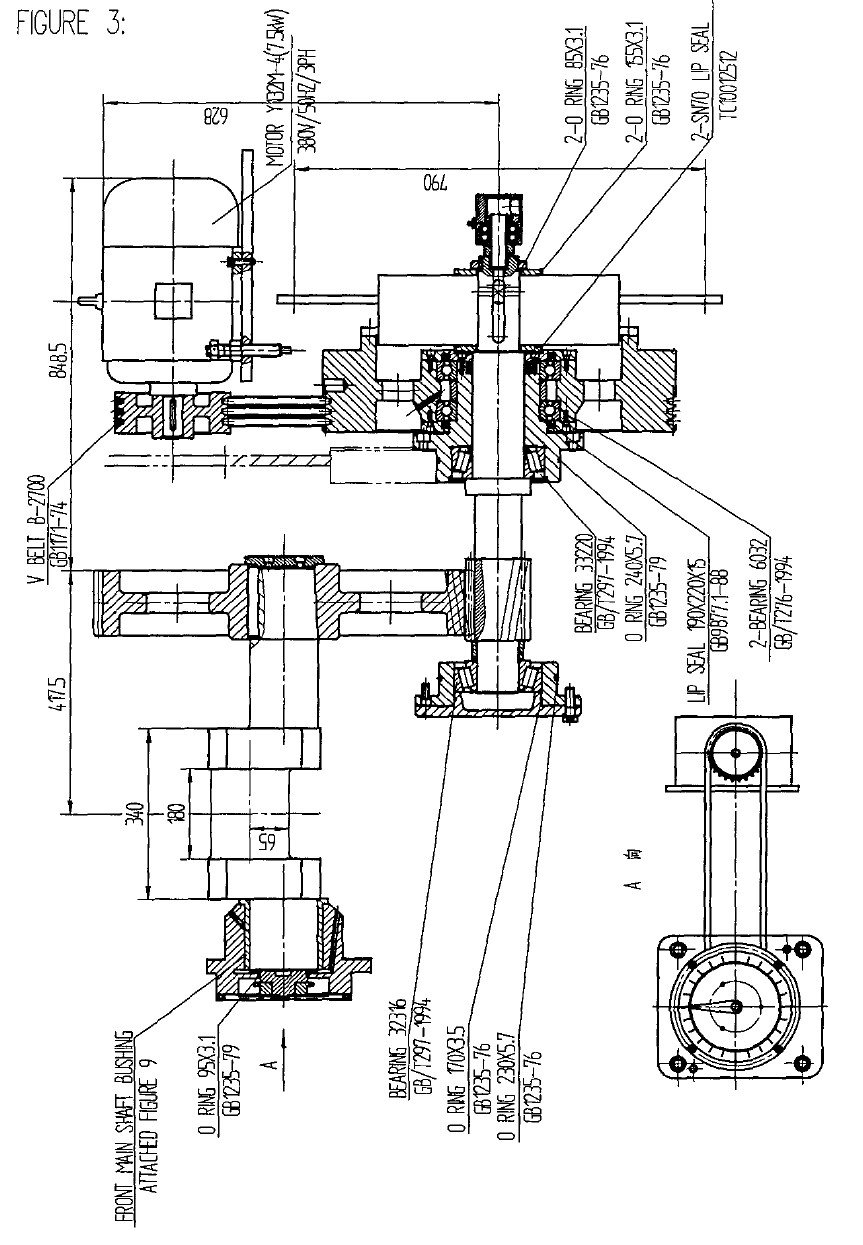
Pièces d'entraînement (Figure 3)
Le moteur principal entraîne le volant d'inertie par l'intermédiaire d'une courroie trapézoïdale et stocke l'énergie dans le volant d'inertie, qui est ensuite transmise à l'arbre de transmission par l'intermédiaire d'un embrayage à friction et d'un frein. L'arbre de transmission entraîne le grand engrenage dans le bain d'huile, qui entraîne ensuite le vilebrequin pour faire monter et descendre le chariot.
Pour régler la courroie trapézoïdale, desserrez d'abord les quatre contre-écrous et tournez les quatre vis de réglage de manière égale. Appliquez une force de 2 kg au centre de la courroie trapézoïdale, qui se pliera à 10 mm pour obtenir la tension adéquate. Serrez ensuite les quatre contre-écrous. La nouvelle courroie trapézoïdale se stabilisera après quelques jours d'utilisation, mais d'autres ajustements peuvent être nécessaires. La courroie trapézoïdale doit être conservée dans un endroit frais et sec, à l'abri de la lumière et de l'huile.
Lors du remplacement des courroies trapézoïdales, il faut d'abord desserrer les vis de réglage, retirer les anciennes courroies et désinstaller les supports d'embrayage. Il est important de remplacer toutes les courroies par des neuves. L'utilisation de courroies neuves et anciennes réduira la durée de vie des courroies en raison des tensions différentes. Les courroies anciennes ne doivent pas être mélangées aux courroies neuves, et il est important de noter que des courroies de même dimension nominale peuvent présenter des variations de longueur de plusieurs centimètres. Les courroies d'un même groupe doivent avoir la même longueur.
Pour un fonctionnement automatique, l'utilisateur peut attacher l'alimentateur automatique au arbre de sortie de la face du cadre (l'arbre de sortie est une commande spéciale et n'est pas inclus dans les produits ordinaires).
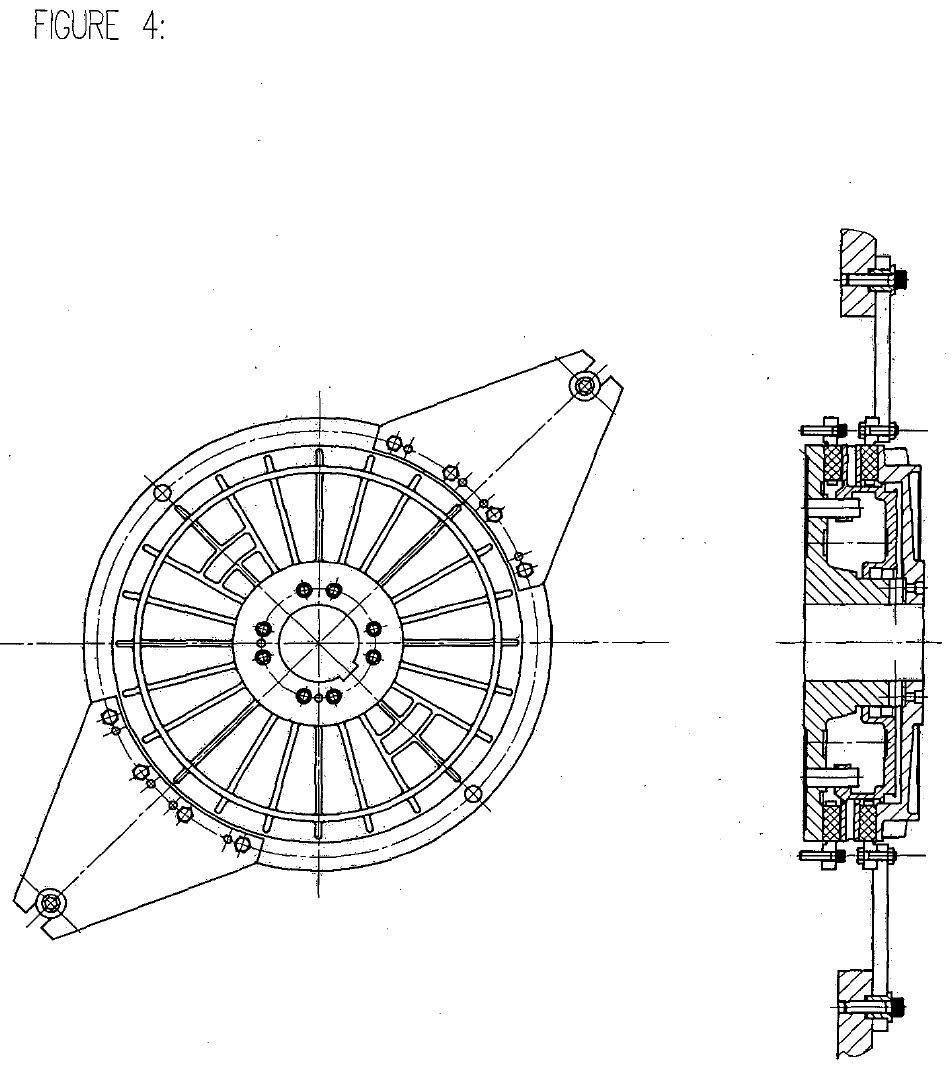
Embrayage et frein (figure 4)
Cette poinçonneuse est équipée d'un embrayage et d'un frein à friction pneumatique, situé à l'intérieur du châssis. (Veuillez vous référer au manuel de l'embrayage pour plus d'informations).
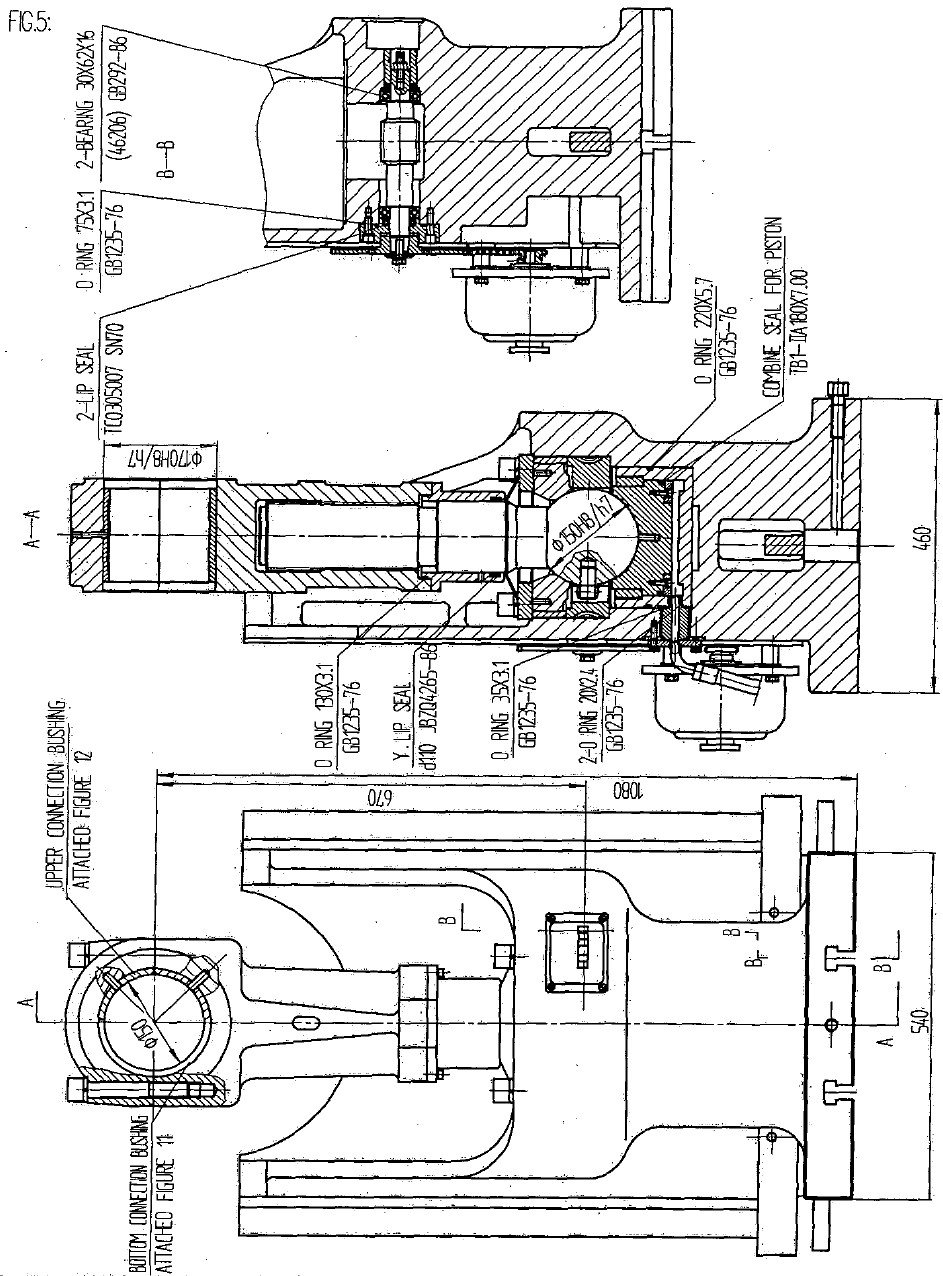
Diapositive (Figure 5)
Le coulisseau est un élément essentiel de la presse et sa précision influe directement sur la précision de la presse.
Cette poinçonneuse JH21 est équipée de cales longues hexagonales carrées qui assurent une bonne précision et une bonne stabilité.
La bielle et la vis à tête sphérique sont des composants qui convertissent le mouvement rotatif en mouvement alternatif.
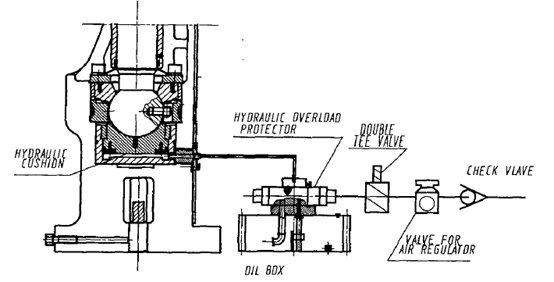
L'extrémité inférieure de la vis à tête sphérique est en contact avec le siège à billes, qui abrite le protecteur de surcharge hydraulique.
En cas de surcharge, le protecteur libère rapidement l'huile dans le coussin hydraulique de la matrice, envoie un signal électrique et provoque l'arrêt immédiat de la presse, ce qui garantit la sécurité de la matrice et de la presse.
Une fois que le problème a été résolu et que la glissière revient au point mort supérieur, le coussin hydraulique de la matrice rétablit automatiquement la pression, ce qui permet à la poinçonneuse de reprendre ses activités.
Les utilisateurs peuvent régler la hauteur de la matrice. Pour les instructions, veuillez vous référer aux opérations de la partie électrique correspondante dans le manuel d'entretien.
Il y a des cales dans la bielle et le chapeau. Avec le temps, le jeu entre le vilebrequin et les coussinets peut augmenter.
Les utilisateurs peuvent retirer des cales pour ajuster le jeu entre le vilebrequin et les bagues. (Jeu normal : 0,08-0,13 mm)
4.1 Ajustement du jeu entre le coulisseau et les gibets
La distance entre la glissière et les cales doit être appropriée pour assurer un fonctionnement souple et fiable de la glissière. Si nécessaire, suivez les étapes ci-dessous pour l'ajuster correctement :
(1) Desserrer les vis des cales et les vis de réglage sur le côté droit du cadre.
(2) Ajuster les cales du côté gauche et serrer la vis.
(3) Ajustez les cales du côté droit et déterminez s'il faut ajouter ou enlever des cales en fonction du jeu.
Après le réglage, serrer les vis avant et les vis de réglage sur le côté droit.
(4) Le jeu entre la glissière et les cales doit être de 0,03 à 0,05 mm, mais la valeur totale admissible du jeu des surfaces de contact avant et arrière doit être de 0,04 à 0,08 mm.
Généralement, le jeu entre les extrémités supérieure et inférieure est plus important. La mesure est précise lorsque la profondeur de la jauge d'épaisseur est supérieure à 30 mm.
Remarque : la jauge de 0,03 mm doit être insérée, la jauge de 0,05 mm ne doit pas l'être.
(5) Après l'ajustement, vérifiez le jeu de chaque pièce et ajustez à nouveau si nécessaire.
4.2 Dispositif d'obturation des glissières
La force de défoncement est de 5% de la pression nominale.
4.2.1 Structure de l'équipement d'obturation des glissières
(1) Il est composé d'une tige, d'un siège et d'une barre de débouchage.
(2) La barre d'arrêt est située au-dessus de la ligne centrale de la glissière, traversant la glissière.
(3) Lorsque la glissière se soulève, la barre de défoncement touche la tige de défoncement, éjectant les pièces poinçonnées.
4.2.2 Fonctionnement et réglage de l'équipement de défonçage des glissières
(1) Dévissez la vis de fixation de la barre de défoncement et réglez la barre de défoncement dans la bonne position. Notez que les barres de défoncement des côtés gauche et droit doivent être à la même hauteur.
(2) Après le réglage, serrer les vis de fixation.
(3) Le contact de la barre transversale et de la glissière peut provoquer des bruits lors de l'utilisation de la barre de défoncement.
4.2.3 Avis
Lors du changement de filière, veillez à relever la tige de défoncement dans sa position la plus haute avant de régler la hauteur de la glissière afin d'éviter de heurter la tige de défoncement lors du réglage de la hauteur de la filière.
Ajustez la position de la barre de défoncement de manière à ce que le matériau soit poussé lorsque la glissière se rapproche du point mort supérieur.
Toutefois, ne laissez pas la barre de défoncement toucher le fond de la fente de défoncement afin d'éviter tout accident.
4.3 Compteur
Le compteur, installé dans le tableau électrique, permet de comptabiliser et d'afficher le nombre cumulé de coups.
Le compteur enregistrera un compte de 1 à chaque fois que le toboggan se déplace vers le haut et vers le bas.
Si une réinitialisation est nécessaire, appuyez sur le bouton de réinitialisation.
Le compteur peut être utilisé pour calculer la production.
4.3.1 Panneau de comptage
4.3.2 Mode de fonctionnement
(1) Mettez l'interrupteur sur OFF et le compteur ne fonctionnera pas.
(2) Mettez l'interrupteur sur ON et le compteur fonctionnera.
Remarque :
Lors de la remise à zéro du compteur, la glissière doit être arrêtée au point mort supérieur. Si le compteur est remis à zéro alors que la poinçonneuse est encore en fonctionnement, il risque d'être endommagé.
Protecteur de surcharge hydraulique
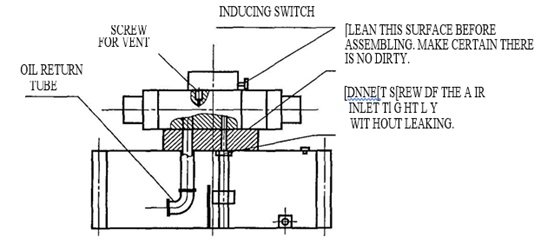
Le protecteur de surcharge hydraulique peut détecter automatiquement la pression d'huile du cylindre hydraulique de la glissière. Si la pression est insuffisante, il peut rapidement fournir de la pression pour maintenir un fonctionnement normal. En cas de surcharge due à un mauvais poinçonnage ou à une épaisseur inégale de la feuille pendant le processus, le protecteur peut se décharger immédiatement pour protéger les accessoires et la matrice contre les dommages. Le protecteur de surcharge hydraulique est composé d'un cylindre pressurisé, d'une soupape de décharge et d'un interrupteur inductif.
5.1 Préparation avant l'utilisation du protecteur de surcharge hydraulique
Vérifiez le niveau d'huile et assurez-vous qu'il y a suffisamment d'huile dans la pompe à air. Si le niveau d'huile est bas, desserrez la vis de l'orifice de versement et ajoutez de l'huile hydraulique décapante antioxydante (ISO VG-32) ou une autre huile hydraulique aux performances similaires.
S'assurer que la jauge d'air est normale.
Si le chariot s'arrête au point mort supérieur, appuyez sur le bouton de réinitialisation et la pompe à air se met en marche. Au bout d'une minute environ, la pression d'huile atteint la valeur spécifiée et la pompe à air s'arrête.
Si la glissière ne s'arrête pas au point mort supérieur, veuillez suivre les procédures suivantes :
① Régler le mode de fonctionnement sur la course "INCH".
② Utiliser le bouton de commande pour faire avancer le chariot jusqu'à ce qu'il s'arrête au point mort supérieur. (Attention à la hauteur de travail de la matrice pour des raisons de sécurité si elle a été installée).
③ Une fois que la glissière atteint le point mort supérieur, appuyez sur le bouton de réinitialisation et la pompe à air du protecteur de surcharge se met en marche. Au bout d'une minute environ, la pression atteint la valeur spécifiée, la pompe à air s'arrête automatiquement et le témoin de surcharge s'éteint.
④ La poinçonneuse peut désormais être utilisée en mode simple ou continu.
⑤ La préparation de l'opération est maintenant terminée.
(6) Élimination de l'air du coussin de pression d'huile dans le protecteur de surcharge hydraulique
S'il y a de l'air dans le coussin de pression d'huile, la fonction du protecteur de surcharge hydraulique peut ne pas fonctionner correctement et entraîner le fonctionnement continu de la pompe à air.
Pour éliminer l'air :
① Arrêter le chariot au point mort supérieur.
② Pour des raisons de sécurité, couper le moteur principal. Attendez l'arrêt complet du volant d'inertie. Ensuite, à l'aide d'une clé hexagonale, desserrez la vis de l'orifice de drainage de l'huile sur le protecteur de surcharge hydraulique, ce qui permet à l'huile de s'écouler.
③ Si l'huile s'écoule de manière brisée ou en formant des bulles, cela indique la présence d'air.
Une fois que l'huile ne s'écoule plus de manière brisée ou en formant des bulles, serrez la vis de l'orifice de drainage de l'huile. Vérifiez qu'il n'y a pas de fuite de gaz au niveau du joint entre la pompe et le plan d'extrémité de la boîte à huile et que les tuyaux d'huile ne fuient pas.
④ L'élimination de l'air est terminée.
(7) Réinitialisation du protecteur de surcharge hydraulique :
En cas de surcharge de la poinçonneuse, l'indicateur de surcharge s'allume.
L'utiliser conformément à l'étape (5) de la procédure.
5.2 Entretien du protecteur de surcharge
(1) Vérifier régulièrement qu'il n'y a pas de fuites de gaz dans le tube reliant la soupape de sécurité.
(2) Nettoyer périodiquement le filtre à huile.
(3) Vérifier régulièrement le serrage des boulons de la pièce de liaison.
(4) Vérifier régulièrement le niveau d'huile dans la boîte.
(5) Vérifier périodiquement le fonctionnement de la vanne électromagnétique.
5.3 Défaillances courantes et dépannage des protecteurs hydrauliques de surcharge
NON.
État d'échec
Source de l'échec
Solution
1
La pompe à huile pneumatique ne fonctionne pas
1. Défaillance de la source d'air
1. Élimination
2. Fuite d'air dans le tube pneumatique
2. Modifier
3. Défaillance de la vanne électromagnétique
3. Maintenir, changer et modifier
2
La pompe à huile pneumatique fonctionne sans interruption pendant une longue période.
1. Interférence de l'air dans le système
1. Échappement de l'air
2. Fuite d'huile dans le système de raccordement du tube externe
2. L'entretien
3. L'orifice de la soupape de protection est bloqué
3. Démonter, vérifier et nettoyer
3
La pompe à huile pneumatique fonctionne mais ne parvient pas à produire de la pression.
1. La bague d'étanchéité de la tige de piston de la pompe à huile pneumatique est endommagée.
1. Remplacer la bague d'étanchéité
2. La bague d'étanchéité haute pression de la pompe à huile pneumatique est endommagée.
2. Remplacer la bague d'étanchéité
4
La pompe à huile pneumatique ne fonctionne pas après la charge d'air, mais l'air d'échappement de l'orifice.
1. Le noyau de la vanne de la pompe à huile pneumatique est bloqué.
1. Réparation
2. Le noyau de la vanne de la pompe à huile pneumatique est bloqué par des matières féculentes.
2. Démonter, vérifier et nettoyer
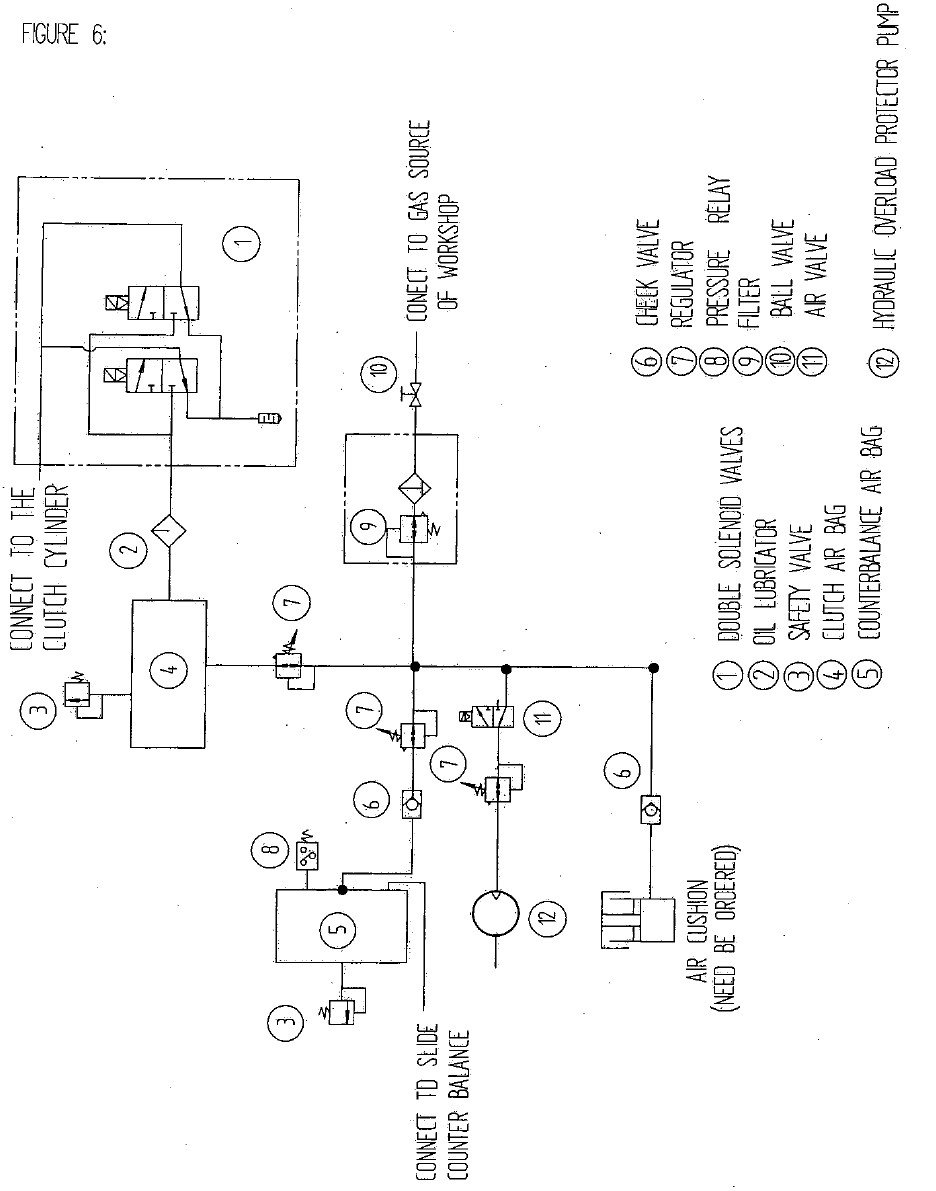
V. Système pneumatique (figure 6)
L'électrovanne est le principal composant d'exécution et possède une fonction d'autocontrôle. Si l'une des vannes ne fonctionne pas correctement, l'autre vanne libère de l'air, ce qui entraîne le débrayage de l'embrayage et l'arrêt du chariot, garantissant ainsi la sécurité des personnes et de la presse. La pression de la source d'air doit être comprise entre 0,55 et 0,6 MPa, et il est important de l'ajuster à la valeur spécifiée. Le lubrificateur doit maintenir un certain niveau d'huile, et le filtre à gaz et le réservoir d'air doivent être fréquemment vidés de l'eau et des contaminants.
Consommation d'air de la presse à poinçonner et du compresseur
Consommation d'air de l'embrayage JH21-80 : 0,18 m3/min. Il est recommandé de choisir un compresseur de 0,3 m3/min pour une seule presse.
Avis :
(1) Lors de l'ajout d'huile dans le graisseur, la pression d'air dans la canalisation doit être libérée pour éviter tout accident.
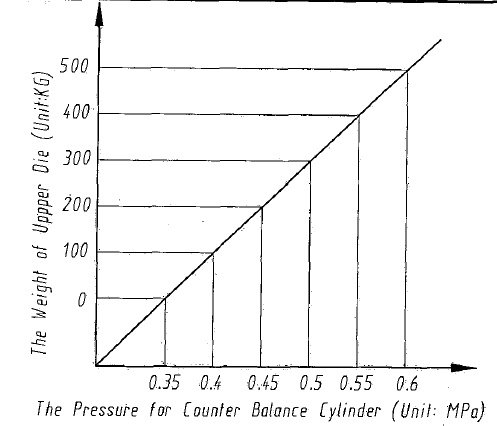
(2) La pression du cylindre de contrepoids et le poids de la matrice supérieure peuvent être réglés conformément à la figure suivante. La pression de travail maximale admissible du cylindre de contrepoids est de 0,8 MPa.
(3) Le relais électrique s'enclenche dans le circuit électrique. Si la pression est trop basse, le circuit ne fonctionnera pas. Le relais de pression a été réglé avant d'être expédié de l'usine ; il ne doit pas être réglé au hasard.
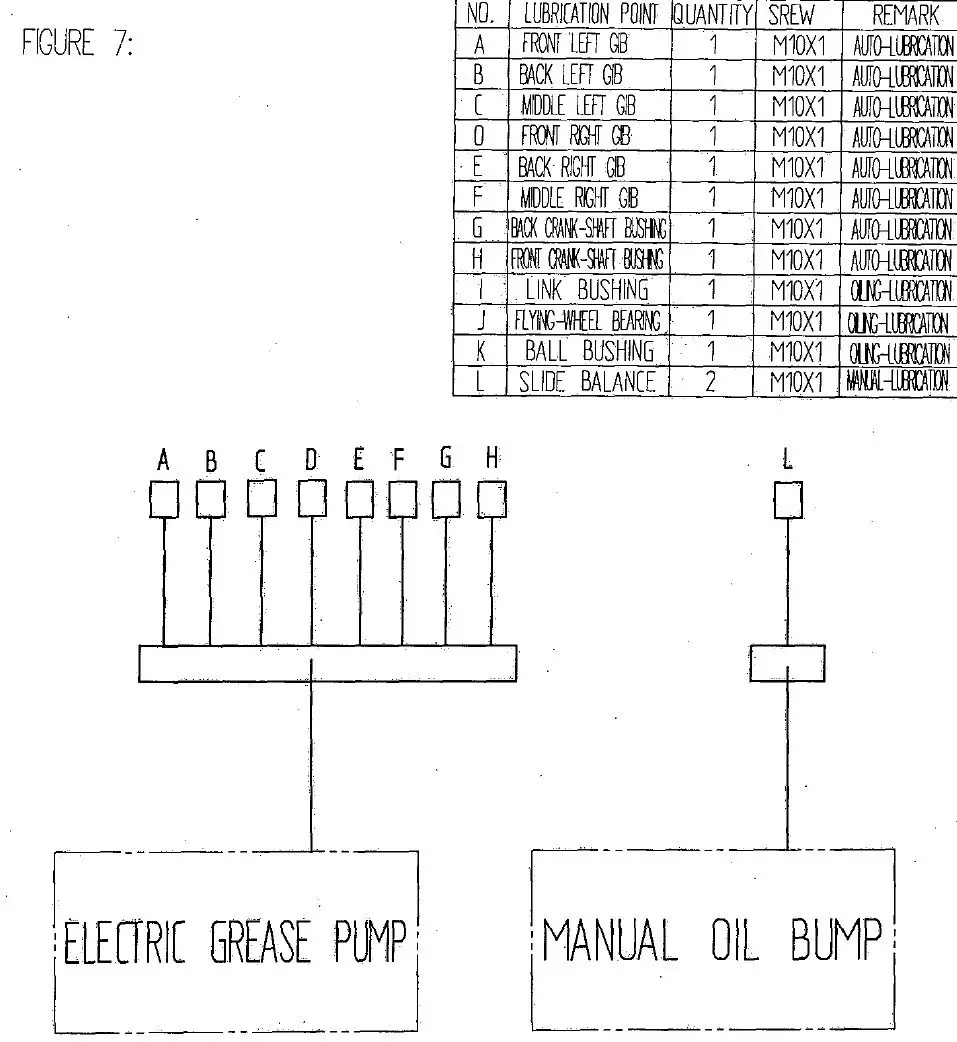
VI. Lubrification (figure 7)
Systèmes de lubrification
La poinçonneuse utilise à la fois un système de lubrification automatique intermittent et une lubrification manuelle à l'huile. L'huile est distribuée à tous les points de lubrification par l'intermédiaire d'un distributeur d'huile. Des composants spécifiques tels que le roulement du volant, le joint tournant et le coussin d'air sont lubrifiés à l'aide d'un pistolet à huile.
Importance de la lubrification
La lubrification est vitale pour la presse à vilebrequin car elle.. :
Réduit l'usure des composants
Augmente la durée de vie de la machine
Assurer la précision des opérations
Réduction de la consommation d'énergie
Réduction des coûts de maintenance
Toutes les pièces en mouvement relatif doivent être lubrifiées, à l'exception des surfaces de frottement de l'embrayage et du frein à friction.
Surveillance de la lubrification
Lors de l'utilisation de la presse, il est essentiel de surveiller l'effet de la lubrification afin d'éviter les obstructions du circuit d'huile et de prévenir la surchauffe et l'endommagement de la douille principale, du palier de la bielle et des cales de glissement. La température ne doit pas dépasser +70°C et ne doit pas descendre en dessous de -35°C. Si la température augmente, la poinçonneuse doit être arrêtée immédiatement. En outre, la température du moteur principal ne doit pas dépasser +60°C (mesurée sur le couvercle du moteur).
Calendrier d'entretien de la lubrification
Huile pour boîte de vitesses:
Remplacer l'huile de lubrification du carter d'engrenage après les 3 premiers mois (environ 750 heures) d'utilisation.
Par la suite, l'huile doit être remplacée tous les 6 mois (environ 1500 heures).
Nettoyer le carter d'engrenage tous les 6 mois.
Palier de volant et palier d'arbre d'entraînement:
Ces roulements sont enfermés et doivent être remplis de graisse avant d'être assemblés.
Remplir la graisse lubrifiante (graisse au lithium 3#) tous les 2 mois.
Vérifier la graisse tous les 6 mois.
Lors du remplissage de la graisse, s'assurer que 60-70% de l'espace entre le volant et le roulement est rempli.
Cylindre de contrepoids:
Utilise à la fois la lubrification à l'air et la lubrification au pistolet à huile.
Ajouter 100 ml d'huile 20# à la vis à bille et au siège de la bille avant le test après l'installation.
Remplir le lubrificateur avec de l'huile 20# et vérifier chaque semaine.
Lubrification pendant le fonctionnement
Démarrage initial:
Mettez le moteur principal en marche et attendez 5 minutes pour que la pompe de lubrification commence à fonctionner avant d'utiliser la presse.
Périodes d'inactivité:
Si la presse est restée inactive pendant 24 heures, faites tourner le moteur principal pendant 10 minutes avant de commencer la production.
Réservoir d'huile de lubrification
Vérifier quotidiennement le réservoir d'huile de lubrification et le remplir si nécessaire.
Au cours de la période d'installation initiale, une plus grande quantité d'huile est nécessaire et il convient de la remplir rapidement.
Lubrification manuelle
Veillez à ce que l'alimentation électrique soit coupée lors de la lubrification manuelle.
Remplacement de l'huile
Lors du remplacement de l'huile, nettoyez soigneusement l'intérieur du réservoir d'huile et des tubes.
Tableau de lubrification
Suivez les instructions de lubrification indiquées sur la presse pour assurer un entretien et un fonctionnement corrects.
NON.
Point de lubrification
Marque et type d'huile de lubrification
Mode de lubrification
1
Bague de la tige de connexion
00# Graisse de chaux
Entraînement par moteur Lubrification
2
Bague principale avant
00# Graisse de chaux
Entraînement par moteur Lubrification
3
Back Main bushing
00# Graisse de chaux
Entraînement par moteur Lubrification
4
Gib (6 points)
00# Graisse de chaux
Entraînement par moteur Lubrification
5
Filet de raccordement
Huile pour engrenages CKC150
Lubrification manuelle du pistolet à huile
6
Vis à billes
Huile pour engrenages CKC150
Remplissage de l'huile de lubrification
7
Boîte de vitesses
Huile pour engrenages CKC150
Lubrification par immersion
8
Équilibreur
Huile de lubrification HL150
Pompe à huile manuelle Lubrification
9
Pompe à huile manuelle
Huile de lubrification HL150
10
Pompe à graisse
00# Graisse de chaux
Lubrification électrique
11
Points de lubrification du coussin d'air
2# Graisse au lithium
Lubrification manuelle du pistolet à huile
12
Palier de volant d'inertie
2# Graisse au lithium
Lubrification manuelle du pistolet à huile
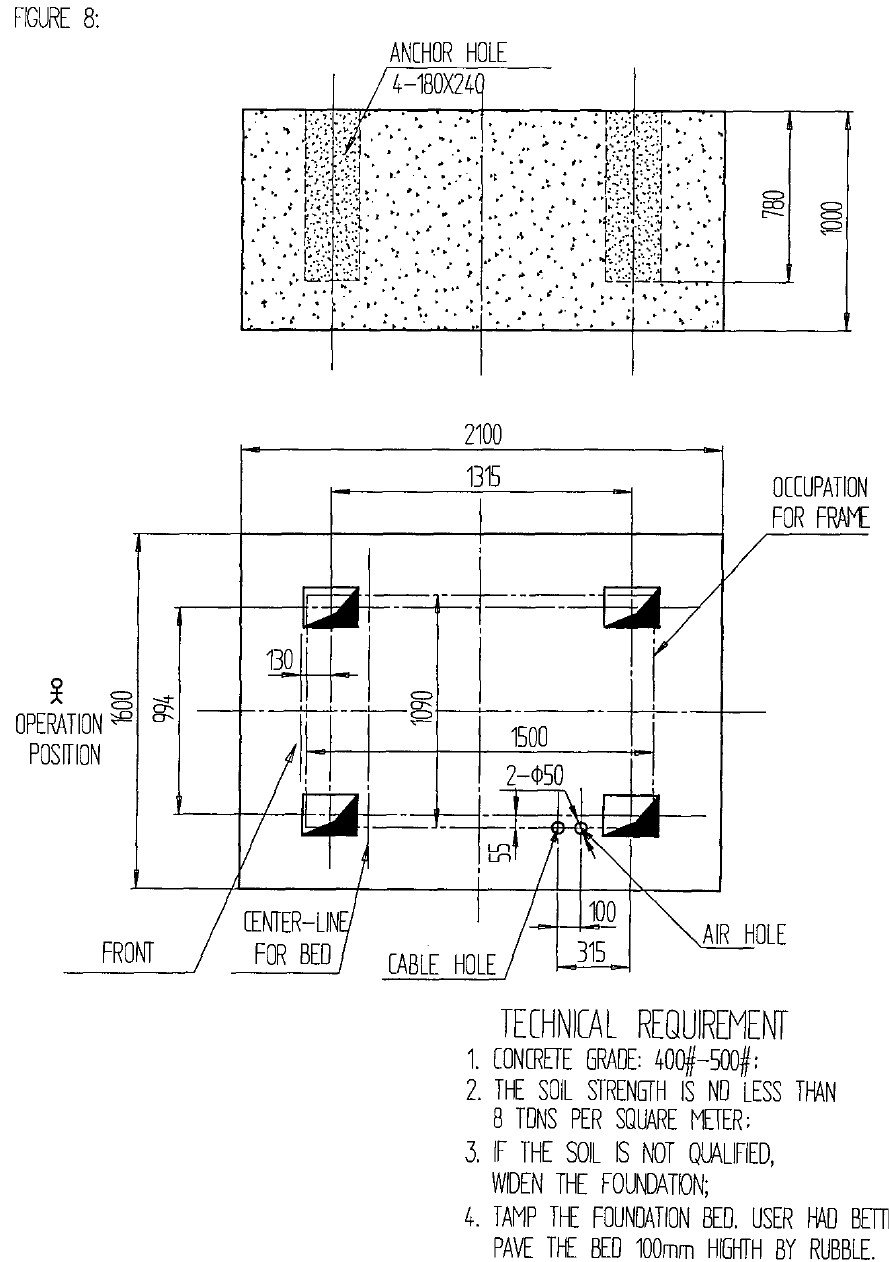
VII. Plan des fondations (figure 8)
Préparation avant la construction
Excavation:
Excavation du site selon les spécifications du plan de fondation.
Renforcement des sols:
Si le sol est mou, il faut procéder à un battage pour le renforcer. Veillez à ce que la pression du sol ne soit pas inférieure à 8 tonnes/m².
Placement des gravats:
Placez des gravats au fond de l'excavation à une hauteur comprise entre 100 mm et 200 mm afin d'obtenir une base stable.
Coulage du béton:
Lors de la coulée du béton, laissez des trous dans la base pour permettre l'installation de boulons d'ancrage et d'autres installations nécessaires.
Préparation et installation du béton
Préparation du béton:
Préparer le mélange de béton selon les spécifications du plan de fondation.
Durcissement du béton:
Après avoir coulé le béton, laissez-le sécher et durcir correctement. Une fois qu'il a durci, retirez les coffrages en bois ou les feuilles utilisées pendant le processus de coulage.
Installation d'une machine à poinçonner
Assemblée:
Installez la machine de poinçonnage en assemblant la machine de poinçonnage, les boulons d'ancrage et la plaque de réglage horizontale dans la fosse prévue à cet effet.
Ajustement horizontal:
Réglez la machine à poinçonner pour qu'elle soit horizontale.
Remplissage des puits de boulons d'ancrage:
Une fois la presse à poinçonner correctement réglée, remplissez les puits de boulons d'ancrage avec du béton.
Durcissement final et réparations:
Laissez le béton sécher et durcir. Après le durcissement, effectuez toutes les réparations nécessaires pour garantir la stabilité et la sécurité de la fondation.
Autres considérations
Préparation de la semelle:
Les clients doivent préparer la plate-forme autour de la poinçonneuse à l'aide de matériaux appropriés afin d'en assurer la stabilité et la sécurité.
Protection contre les chocs:
Si une protection contre les chocs est nécessaire, ajoutez une couche de grès fin d'environ 150 mm de large autour de la fondation pour absorber les vibrations et réduire l'impact sur la structure environnante.
VIII. Installation et essais
Comprendre la structure de la presse
Avant de procéder à des ajustements sur la presse, il est essentiel de bien comprendre sa structure. Cela permet de la manipuler et de l'installer correctement, en minimisant le risque d'erreurs et de dommages.
Installation de la presse
Préparation des fondations:
Préparer la fondation selon le plan de fondation.
Si le sol est mou, renforcez-le correctement avec une armature en fer.
Placement initial:
Une fois la presse arrivée à l'usine, placez-la dans un endroit sec pendant plusieurs jours.
Vérifier l'électromoteur et le transformateur avant de commencer l'installation.
Nettoyage:
La poinçonneuse est recouverte d'une huile antirouille pendant le transport. Essuyez-la avant l'installation.
Veillez tout particulièrement à nettoyer l'huile des surfaces des cales et des surfaces de frottement.
Mesure du niveau:
Mesurer l'horizontalité de la presse à l'aide d'un niveau de précision.
Fixez les boulons de fondation uniquement lorsque le niveau est conforme à la norme requise (0,3/1000 mm).
Assurez-vous que le traversin est fixé avant de mesurer la planéité.
Installation du traversin:
Si l'utilisateur choisit d'installer lui-même la mitre, il doit s'assurer que l'interface entre la mitre et la table de travail est propre et exempte de débris tels que du papier, des débris métalliques, des jauges, des rondelles et de la saleté.
Installation du moteur
Inspection et nettoyage:
Déballez l'emballage et vérifiez que les accessoires ne sont pas endommagés.
Nettoyez le moteur, la poulie, la gorge du volant et le support. Évitez de mettre des liquides sur l'électromoteur.
Nettoyez la courroie trapézoïdale à l'aide d'un chiffon et non d'une solution de nettoyage.
Montage du moteur:
Montez le moteur dans sa position d'articulation, mais ne serrez pas complètement les vis.
Soutenez le poids du moteur avec une élingue avant de serrer les vis.
Alignement:
Aligner la ligne de référence de la gorge de la poulie et celle du volant.
Positionnez correctement le moteur pour éviter d'endommager la gorge de la courroie et le roulement du moteur.
Serrer les vis du support du moteur après l'alignement.
Tension de la courroie:
Déplacer le moteur vers le volant et s'assurer que la courroie trapézoïdale n'est pas trop tendue lorsqu'elle est placée dans le bloc.
La tension de la courroie doit être d'environ 10 mm lorsqu'elle est pressée avec le pouce.
Ajustement horizontal
Renforcer la stabilité:
Assurez-vous que les vis sont bien serrées avant de procéder à la mesure.
Nettoyez la mitre et placez un niveau de précision à l'avant, au milieu et à l'arrière de la mitre.
Utiliser des cales pour ajuster la hauteur du cadre.
Cales:
Veillez à ce que les cales soient suffisamment grandes pour répartir uniformément le poids sur l'interface.
Vérifier le niveau après un mois et réajuster si nécessaire.
Effectuer des contrôles tous les six mois pour maintenir les performances de la presse.
Installation d'une canalisation d'air
Connexion:
Raccorder la conduite d'air à l'arrière de la presse.
Assurez-vous que la pression d'air requise est de 0,6 MPa.
La distance entre la source d'air et la presse ne doit pas dépasser 5 mètres.
Le diamètre de la canalisation ne doit pas être inférieur à 1 pouce.
Nettoyer le canal de la poussière et des débris avant le raccordement.
Essais
Contrôle de précision:
Après l'installation, vérifiez la précision conformément au certificat.
Ajuster la précision si nécessaire en raison des secousses et des vibrations dues au transport.
Nettoyage initial:
Nettoyez la graisse et la saleté, en particulier les surfaces des cales et les zones de frottement.
Procédure de fonctionnement:
Sélectionner le mode opératoire approprié en fonction des exigences du travail.
Préparer les outils nécessaires.
Installation des matrices:
Utilisez une course d'un pouce et déplacez progressivement la glissière jusqu'au point mort bas.
S'assurer que les matrices ne s'entrechoquent pas et régler la hauteur manuellement.
Ne pas démarrer la course simple ou continue tant que les réglages ne sont pas terminés.
Réglage de la barre d'obturation:
Ajustez la position de la barre de défoncement pour l'éjection des pièces après l'arrêt de la course du chariot (près du point mort supérieur).
Veiller à ce que la barre de défoncement ne touche pas le fond de la rainure de la barre de défoncement pendant le mouvement.
Ajustements finaux:
Utilisez des traits en pouces et progressez pas à pas.
N'effectuez des frappes simples et continues que si rien n'empêche le bon fonctionnement de la presse.
Pression atmosphérique
La pression d'air de la presse à poinçonner doit être comprise entre 0,55 et 0,60 MPa.
La pression maximale de la soupape de sécurité doit être de 1 MPa.
IX. Préparation de l'opération
Préparation à la course à pied
Allumez le boîtier de contrôle principal :
Mettre l'interrupteur d'air du boîtier de commande principal en position ON.
S'assurer que la poinçonneuse fonctionne correctement.
Fixer le boîtier de commande principal :
Fermez la porte du boîtier de commande principal.
Avertissement : Pour des raisons de sécurité, il est interdit d'ouvrir la porte du boîtier de commande principal lorsque la presse est en fonctionnement.
Préparation de l'opération
Mise sous tension :
Allumez l'interrupteur du panneau de commande. L'indicateur d'alimentation (boucle AC110V) doit s'allumer.
Vérification de l'arrêt d'urgence :
Assurez-vous que le bouton d'arrêt d'urgence n'est pas enclenché.
Contrôle de la pression :
Si la pression ne se situe pas dans la plage normale, l'indicateur s'éteint et la poinçonneuse entre en état d'arrêt d'urgence.
Corrigez la pression d'air à la valeur appropriée et utilisez la presse jusqu'à ce que l'indicateur soit allumé.
Démarrage et arrêt du moteur principal
Démarrage du moteur principal :
Appuyez sur le bouton de démarrage :
Le moteur principal démarre et le voyant du moteur principal s'allume.
Remarque : Le moteur principal ne fonctionne que si le commutateur de mode est en position "OFF".
Arrêt du moteur principal :
Appuyez sur le bouton d'arrêt du moteur :
Le moteur principal s'arrête et l'indicateur s'éteint.
Scénarios d'arrêt automatique :
Le moteur principal s'arrête automatiquement dans les cas suivants :
Fusible de boucle grillé :
Si le fusible de la boucle du moteur principal saute.
Protection par relais thermique :
Si le relais thermique est en mode protection.
X. Contrôle quotidien
Bilan initial
Nettoyer le traversin: Veillez à ce que la mitre soit propre et exempte de tout objet. Ceci est essentiel pour éviter toute interférence pendant les opérations.
Entraîner le volant d'inertie: Utiliser la barre d'arrêt pour entraîner manuellement le volant d'inertie et vérifier son bon fonctionnement.
Spécifications du câble d'alimentation: Vérifiez que les spécifications du câble d'alimentation sont conformes aux exigences de la machine afin de garantir un fonctionnement sûr et efficace.
Contrôle après ouverture de la vanne d'air
Pression atmosphérique: La pression d'air de l'embrayage doit se situer dans la plage spécifiée de 0,55-0,6 MPa. Cela garantit le bon fonctionnement du mécanisme d'embrayage.
Fuites d'air: S'assurer qu'il n'y a pas de fuites d'air dans le système. Il s'agit notamment de vérifier que le cylindre d'embrayage et le joint de rotation ne présentent aucun signe de fuite d'air.
Vérification après la mise sous tension
Indicateurs de puissance: Mettre l'interrupteur sur ON. Les deux indicateurs d'alimentation et de pression doivent s'allumer, confirmant que le système est alimenté et pressurisé.
Sélection du mode: Placer le commutateur de sélection de mode en position "course en pouces". Appuyer et relâcher le bouton de commande "bimanuelle" pour vérifier l'action de l'électrovanne. S'assurer que l'air est libéré et que le mouvement de l'embrayage est souple et sans interférence.
Contrôle après le démarrage du moteur principal
Fonctionnement du moteur principal: Appuyez sur le bouton de démarrage. Le moteur principal doit tourner et l'indicateur doit s'allumer.
Rotation du volant d'inertie: Vérifier que le sens de rotation du volant correspond au sens indiqué sur la presse.
Vitesse du volant: Vérifiez la vitesse de démarrage et d'accélération du volant moteur. Le bruit de glissement de la courroie trapézoïdale doit être normal, ce qui indique que la tension et l'alignement sont corrects.
Contrôle de fonctionnement
Course en pouces Fonctionnement: En mode "course en pouces", assurez-vous que la presse fonctionne en douceur, sans bruits anormaux ni lourdeur. Maintenez le bouton de commande bimanuelle enfoncé pendant cette vérification.
Course simple et continue:
Simple course: La presse ne doit pas fonctionner en continu lorsque l'on appuie sur le bouton de fonctionnement. La position d'arrêt doit se situer entre +5° et -10° du point mort haut, sans déviation possible.
Course continue: Le mouvement doit être normal. Appuyez sur le bouton d'arrêt d'urgence pour vous assurer que l'embrayage se sépare et que le bouton d'arrêt d'urgence se verrouille. La position d'arrêt doit également se situer entre +5° et -10° du point mort haut. L'appui sur le bouton d'arrêt d'urgence doit entraîner l'arrêt immédiat de la poinçonneuse.
Vérification lors du réglage de la glissière
Interrupteur d'ajustement de la glissière: Tourner l'interrupteur de réglage de la glissière sur ON pour interdire toute opération pendant le réglage.
Réglage de la hauteur de la matrice: Régler la hauteur de la filière. Lorsque le coulisseau atteint les limites supérieures et inférieures, arrêter le réglage du moteur.
Indicateur de hauteur de filière: Vérifiez que l'indicateur de hauteur de la filière correspond à la valeur réelle afin de garantir des réglages précis.
XI. Entretien et sécurité
Pour garantir le fonctionnement sûr et efficace d'une poinçonneuse, il faut respecter scrupuleusement les procédures de maintenance et de sécurité. Les lignes directrices suivantes doivent être suivies méticuleusement pour préserver l'intégrité de l'équipement et la sécurité des opérateurs :
Procédures opérationnelles
Engagement de l'embrayage:
N'enclenchez l'embrayage qu'une fois que le moteur a démarré et atteint sa pleine vitesse de fonctionnement. Cela garantit un fonctionnement en douceur et évite de soumettre les composants mécaniques à des contraintes excessives.
Mise à la terre des équipements:
Veiller à ce que l'équipement soit toujours correctement mis à la terre. Vérifier régulièrement les connexions de mise à la terre pour s'assurer qu'elles sont bien fixées et qu'elles fonctionnent correctement. Cela est essentiel pour prévenir les risques électriques.
Gestion de l'énergie:
Coupez toujours l'alimentation lorsque l'opérateur quitte la presse. Cela permet d'éviter toute activation accidentelle et de réduire les risques de blessures ou d'endommagement de l'équipement.
Gestion de la charge:
Veillez à ce que la charge de travail de la presse se situe dans la plage de sécurité spécifiée. Une surcharge de la presse peut entraîner une défaillance mécanique et présenter de graves risques pour la sécurité.
Dispositifs de sécurité et précautions
Assemblage du dispositif de sécurité:
Ne pas utiliser la poinçonneuse si les dispositifs de sécurité ne sont pas correctement montés. Les dispositifs de sécurité sont essentiels pour protéger les opérateurs contre les blessures.
Manutention:
Il est strictement interdit de perforer plusieurs feuilles simultanément. Cela peut endommager la presse et compromettre la qualité de la pièce.
Inspection et maintenance
Fonctionnement irrégulier:
Si la glissière tombe librement ou frappe irrégulièrement avec bruit, arrêtez immédiatement la poinçonneuse. Inspectez la machine pour identifier et corriger tout problème avant de reprendre le travail.
Inspection des conduites d'air:
Vérifier fréquemment l'étanchéité de la conduite d'air. Si une fuite est détectée, réparez-la avant de faire fonctionner la poinçonneuse. Les fuites d'air peuvent affecter les performances des composants pneumatiques et entraîner des inefficacités opérationnelles.
Mesures de sécurité personnelle
Placement du corps:
Pour votre sécurité, ne placez jamais une partie de votre corps dans la zone dangereuse de la filière. Cette zone est très dangereuse et peut provoquer des blessures graves.
Entretien dans les zones dangereuses:
Ne travaillez pas ou n'effectuez pas d'entretien dans la zone dangereuse sans mettre en œuvre les mesures de sécurité appropriées. Ces mesures comprennent la mise hors tension de la machine et l'application des procédures de verrouillage et d'étiquetage.
Dispositifs de sécurité en option
Protecteur photoélectrique:
La presse est équipée de points de connexion pour un protecteur photoélectrique, qui est un dispositif de sécurité optionnel. L'installation d'un protecteur photoélectrique peut améliorer la sécurité en détectant la présence d'objets ou de parties du corps dans la zone dangereuse et en arrêtant automatiquement la presse.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Imaginez votre main prise dans les mâchoires puissantes d'une machine - un cauchemar pour tout opérateur de poinçonneuse. Cet article présente 12 mesures de sécurité essentielles pour l'utilisation d'une poinçonneuse...
Pourquoi le choix d'un chargeur de poinçons approprié est-il crucial pour votre processus de fabrication ? Dans cet article, nous explorons trois types principaux : les chargeurs à air, les chargeurs à rouleaux et les chargeurs à servocommande numérique. Vous apprendrez...
Vous êtes-vous déjà demandé comment l'industrie moderne parvenait à atteindre une telle précision et une telle efficacité ? C'est là qu'intervient la monteuse hydraulique, une machine polyvalente qui coupe, poinçonne, cisaille et plie le métal avec facilité. Dans cet article, vous explorerez...
Imaginez que vous puissiez transformer de simples feuilles de métal en composants complexes et précis, avec facilité et efficacité. C'est la magie d'une poinçonneuse. Dans cet article, nous verrons comment ces machines permettent d'économiser de l'énergie,...
Vous êtes-vous déjà demandé pourquoi votre poinçonneuse à tourelle CNC cessait soudainement de fonctionner efficacement ? L'entretien et le dépannage de ces machines peuvent représenter un véritable défi. Dans cet article, nous...
Les poinçonneuses à tourelle CNC vous intéressent ? Dans cet article de blog, nous allons plonger dans le monde fascinant de ces machines polyvalentes. En tant qu'ingénieur mécanique expérimenté, j'expliquerai comment les poinçonneuses à tourelle...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces de précision ? Le découpage fin est une technologie qui change la donne et permet de produire des composants de haute qualité avec une précision et une rapidité inégalées. Dans cet article de blog, nous allons plonger...
Avez-vous déjà réfléchi à l'importance d'un bon entretien de votre poinçonneuse mécanique ? Dans cet article de blog, nous allons explorer les aspects clés de l'entretien de ces puissantes machines, en tirant des...
Faites passer votre entreprise à la vitesse supérieure














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}