Précautions essentielles pour un pliage à l'arc en toute sécurité
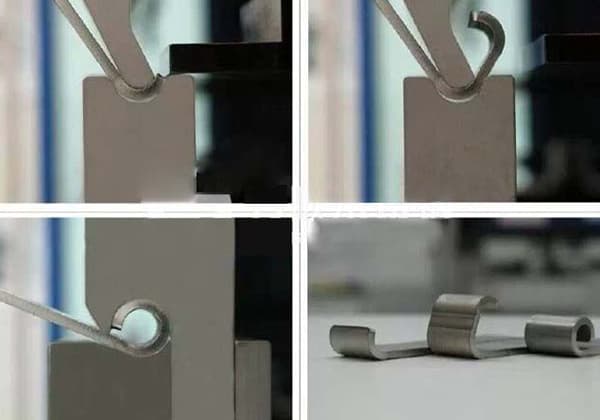
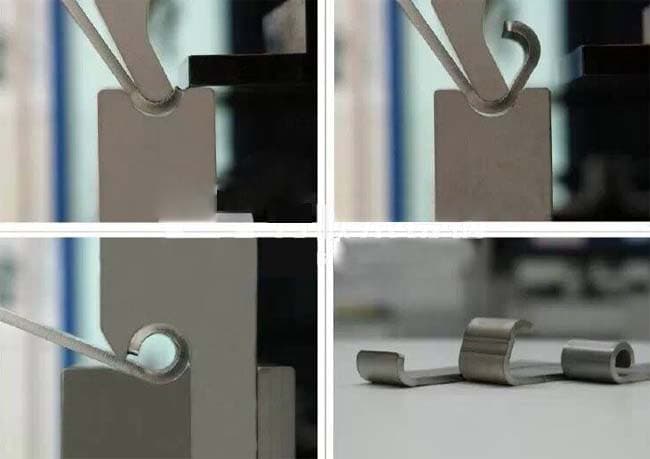
Traitement de la tôle par pliage à l'arc : le traitement à l'arc peut être divisé en traitement à l'aide d'outils ordinaires ou d'outils à l'arc (poinçon de rayon et poinçon d'arrondi). 1. Pliage d'un arc avec un poinçon standard Le processus de pliage d'un arc comprend les étapes suivantes : 1. Sélectionner un poinçon ordinaire de 0,2R et une matrice conforme à la norme de sélection des matrices. 2. [...]
Traitement de la tôle par pliage à l'arc : Le traitement des arcs peut être divisé en traitement d'outil ordinaire ou en traitement d'outil d'arc (poinçon de rayon et poinçon d'arrondi).
1. Arc de cintrage avec un poinçon standard
Le processus de cintrage d'arc comprend les étapes suivantes :
1. Choisir un poinçon ordinaire de 0,2R et une matrice conforme à la norme de sélection des matrices.
3. Déterminez le nombre de coudes nécessaires pour compléter l'arc en divisant la longueur de l'arc par l'épaisseur du matériau.
4. Calculer la angle de flexion pour chaque courbe en divisant l'angle de l'arc par le nombre de courbes.
5. Effectuer le processus de pliage.
Cependant, comme l'arc processus de pliage est complété par un cintrage plusieurs fois, voire plusieurs dizaines de fois, la taille de l'arc de cintrage est limitée par l'outillage.
Champ d'application général du traitement :
1) Arc de cercle à 90 degrés : formation d'un arc de cercle plus grand que R12 ;
2) Arc de cercle supérieur à 120 degrés : il peut traiter tous les arcs de cercle R qui sont supérieurs à la limite de l'outil.
2. Courber l'arc avec un poinçon à rayon
Le choix de l'outil dépend de la méthode de traitement.
Par exemple, la largeur de la rainure en V est déterminée par la profondeur du pli.
L'angle R de l'arc de cercle est formé sur la base de l'angle R inhérent à l'outil.
Lors de la sélection de la matrice, si le rayon de courbure est inférieur à R12, une valeur supérieure et une valeur inférieure sont attribuées à la matrice. filière inférieure avec des spécifications de traitement peuvent être sélectionnées pour un seul coude.
Le poinçon R étant un moule standard, sa spécification R est limitée, de sorte que la taille de la spécification de l'arc traité est également limitée.
Si l'option souhaitée rayon de courbure n'est pas conforme aux spécifications du moule standard, elle peut être augmentée en ajoutant du matériau autour du moule R.
Si le rayon de courbure est supérieur à R12, il devra être formé par des courbures multiples, avec les mêmes conditions de traitement que pour le cintrage par arc de poinçon standard.
Le cintrage en arc avec un poinçon à rayon a l'avantage de produire un cintrage lisse et attrayant, ce qui le rend approprié pour les produits ayant des exigences strictes en matière d'apparence.
3. Précautions de traitement
1)Lors du cintrage d'un arc avec un poinçon à rayon, il est important de choisir d'abord le moule en fonction de la norme de sélection des moules. Cependant, lors du traitement d'un arc de 90 degrés, la norme de sélection des moules doit être respectée. tôle peuvent rebondir et empêcher l'arc de 90 degrés de répondre aux exigences. Dans ce cas, une intervention manuelle est nécessaire pour garantir l'angle approprié. Pour éviter ce problème, il est préférable d'utiliser une matrice inférieure de 88 degrés lors de l'usinage d'un arc de cercle de 90 degrés.
2)Durant le traitement de l'arc, il est nécessaire d'utiliser un dispositif de détection pour s'assurer de la taille de l'aspect traité.
3)L'arc d'angle de traitement est généralement traité à l'aide d'une matrice interchangeable ou manuellement.
4)Pour déterminer la norme de largeur de la rainure en V de la matrice inférieure, utiliser une matrice R (barre ronde et poinçon d'arc) pour plier l'arc.
La largeur de Sillon en V de la matrice inférieure sélectionnée pour le cintrage d'un arc de 90 degrés est : V>2 (R+T) ;
La largeur de Sillon en V de la matrice inférieure sélectionnée pour le cintrage d'un arc de 135 degrés est : V>1,5 (R+T).
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure