1. Vue d'ensemble
La cintreuse de rouleaux de tôles est l'un des huit principaux produits des machines de forgeage et fait partie de la catégorie des machines de correction par cintrage.
La cintreuse à galets est un équipement de formage des métaux qui utilise le principe du cercle à trois points pour façonner les tôles. Le mouvement et la rotation du cylindre de travail, dont les axes sont parallèles, entraînent un cintrage élastoplastique continu de la tôle, ce qui permet de créer une forme prédéterminée et une pièce de précision.
Le cylindre de travail est le principal élément de travail et convertit l'énergie mécanique et hydraulique en énergie cinétique pour faciliter son changement de position et sa rotation. Il est ainsi facile de plier et de rouler des feuilles de métal en pièces courbes ou cylindriques à une ou plusieurs courbures, à froid, à moyen ou à chaud.
En ajustant la forme du rouleau ou en ajoutant un dispositif d'enroulement conique, il est possible de restreindre le flux du matériau et de modifier la vitesse de déplacement des différentes parties d'une même pièce. Cela permet de créer des pièces en arc ou en cylindre avec des formes à courbure unique ou multiple, telles que des ellipses, des carrés et des formes asymétriques.
Deux méthodes, pliage de la presse et le pliage, peuvent être utilisés pour plier la tôle en formes simples ou en arcs, avec une ou plusieurs courbures. Le pliage à la presse s'effectue sur une presse hydraulique ou sur une machine à plier. presse plieuse avec l'aide d'une matrice, en s'appuyant principalement sur la flexion plastique transversale. Le processus de pliage est un processus discontinu point par point ou par section.
Par rapport au pliage à la presse, cintrage des rouleaux présente les avantages suivants :
- Le processus de cintrage est un cintrage élastique-plastique continu avec un faible retour élastique et une force de traction définie, ce qui permet un formage précis, des cintrages de haute qualité et une efficacité de travail élevée.
- L'absence de le formage des matrices réduit les coûts opérationnels.
- Le cintrage des rouleaux nécessite une force de flexion Le coût d'une cintreuse à galets est inférieur à celui d'une presse hydraulique.
- Avec l'ajout d'équipements auxiliaires, cintrage des rouleaux peut également être utilisé pour créer des pièces coniques et plier des tuyaux et des profilés.
Par conséquent, la cintreuse de tôles est largement utilisée dans diverses industries telles que la fabrication de chaudières, la construction navale, le pétrole, la chimie, l'hydraulique et les structures métalliques.
En Chine, le développement des cintreuses de bobines est passé de la mécanique à l'hydraulique, puis à l'hydraulique. Technologie CNC. La technologie de contrôle hydraulique et automatique des cintreuses à rouleaux s'est considérablement améliorée ces dernières années.
Dans les années 1990, les cintreuses de plaques à commande numérique se sont rapidement développées en Chine et ont fait l'objet d'améliorations continues, devenant de plus en plus matures. Le passage de l'automatisation d'une seule machine à une cellule de fabrication flexible a également été achevé.
Une production de masse efficace et précise est essentielle à la civilisation industrielle moderne. La mise au point d'équipements de correction de pliage à haut rendement, de haute précision, sûrs, respectueux de l'environnement, automatisés, flexibles et intelligents est essentielle pour améliorer le niveau de l'industrie chinoise de fabrication d'équipements, répondre aux besoins de la concurrence entre les entreprises et accroître les avantages économiques.
2.1 Rôle important des cintreuses à galets dans l'industrie de la fabrication d'équipements
La demande de plieuses de plaques est en hausse en raison du développement de diverses industries telles que l'aérospatiale, les armes militaires, l'automobile, les locomotives et le matériel roulant, les instruments et les compteurs, la construction navale, l'industrie chimique, les appareils à pression, la métallurgie, les machines d'ingénierie et les composants métalliques. Les exigences en matière de précision des tôles de laminage augmentent également.
L'industrie chinoise de la construction navale a des exigences plus élevées en matière de fonctionnalité, de fiabilité, de sécurité et d'automatisation des cintreuses ordinaires et marines avec des fonctions d'enroulement composées, en raison de la croissance rapide de l'industrie manufacturière.
L'industrie de l'énergie électrique, qui comprend l'énergie au charbon, l'énergie hydraulique, l'énergie nucléaire et l'énergie éolienne encouragée par la politique nationale en matière d'énergie propre, a besoin d'un grand nombre de machines à plier pour les pipelines et les tours de colonne.
La tendance à l'utilisation d'appareils à pression de grande taille et à paramètres élevés devient de plus en plus évidente dans les industries telles que le pétrole offshore, le gaz naturel, la pétrochimie et la chimie du charbon. Les récipients sous pression à grande échelle laminage de plaques capables de former des plaques épaisses et très résistantes, sont indispensables à la production de réacteurs d'hydrogénation de mille tonnes, de réacteurs de liquéfaction du charbon de deux mille tonnes et de réservoirs sphériques de gaz naturel de 10 000 mètres cubes.
À l'avenir, les exigences en matière d'efficacité énergétique, d'économies de matériaux et de réduction des coupes deviendront de plus en plus fortes. On estime que l'utilisation de cintreuses de plaques en tant qu'équipement de traitement permet d'augmenter l'efficacité de 10 à 40 fois et d'économiser plus de 60% de matériaux.
Les données montrent que 70% de l'acier produit doit être déformé et que 2/3 de l'acier dans la zone de l'usine doit être déformé. le formage des métaux a besoin d'être transformée. Pour chaque tranche de 10 000 tonnes de tôles, de tuyaux et de profilés, il faut une cintreuse de tuyaux, une cintreuse à galets et une cintreuse à galets pour profilés.
2.2 Situation actuelle des cintreuses de plaques
Ces dernières années, l'industrie chinoise des cintreuses à rouleaux s'est considérablement développée et ses capacités de production se sont améliorées. Cela a eu un impact significatif sur l'amélioration du niveau de fabrication des équipements et sur la promotion du processus d'industrialisation en Chine.
1) Principaux types et caractéristiques des cintreuses de plaques
Les cintreuses de plaques peuvent être classées en plusieurs catégories en fonction de différents facteurs :
- Nombre de rouleaux de travail : deux rouleaux, trois rouleaux, quatre rouleaux ou plusieurs rouleaux
- Disposition des rouleaux : symétrique ou asymétrique
- Position de l'axe du rouleau : horizontale ou verticale
- Mode de réglage du rouleau : réglage vers le haut ou vers le bas
- Mode d'entraînement principal : mécanique ou hydraulique
- Mode de transmission des rouleaux : entraînement supérieur, entraînement inférieur ou entraînement complet
- Type de corps de palier : ouvert ou fermé (marine)
- Fonction : commune ou polyvalente
- Méthode de laminage : laminage à froid, laminage à chaud ou laminage à chaud
- Mode de contrôle : contrôle par courant fort, contrôle NC ou contrôle CNC
Le tableau 1 présente les principaux types de cintreuses de plaques en fonction du nombre de rouleaux de travail, de la disposition des rouleaux, des méthodes de réglage de la position, etc. Les types courants de cintreuses à trois rouleaux sont les suivants :
- Type symétrique
- Type de courbe vers le bas
- Type horizontal vers le bas
- Type de rouleau supérieur en croix (type de rouleau supérieur universel)
Les autres types courants de machines à plier les plaques sont les suivants :
- Cintreuse à quatre rouleaux (type courant)
- Machine à cintrer à deux rouleaux
- Cintreuse verticale à trois rouleaux
- Cintreuse marine
2) Historique du développement et situation actuelle des cintreuses de plaques
La production spécialisée de cintreuses de plaques en Chine a commencé au début des années 1970 avec le développement d'une cintreuse symétrique à trois rouleaux avec transmission mécanique. Bien que sa structure soit simple, elle ne pouvait pas préplier les extrémités des plaques, ce qui se traduisait par une faible efficacité de production et une augmentation des coûts de la main-d'œuvre et des matériaux.
À la fin des années 1970, Changzhi Iron and Steel (Group) Forging Machinery a développé avec succès une cintreuse de plaques à quatre rouleaux avec transmission mécanique qui pouvait pré-plier les deux extrémités de la plaque. Toutefois, cette machine présentait une structure importante, une consommation élevée de matériaux et un long cycle de fabrication.
Au milieu des années 1980, l'usine a introduit la cintreuse à quatre rouleaux entièrement hydraulique et la cintreuse à trois rouleaux avec réglage hydraulique du niveau. Ces machines ne se contentent pas de préplier les tôle mais aussi le formage du cylindre après le soudage, ce qui permet d'améliorer de 2 à 3 fois l'efficacité du travail par rapport au modèle d'origine.
À la fin des années 1980, des cintreuses à trois ou quatre galets commandées par PC et CN ont fait leur apparition sur le marché chinois. Ces machines avaient les fonctions de mise à niveau automatique du cylindre de travail et de levage synchrone du cylindre de travail en position inclinée, avec une précision synchrone entre les cylindres de travail contrôlée à ±0,2 mm.
Au début des années 1990, Changzhi Forging a mis au point la cintreuse de plaques à trois rouleaux à arc descendant et la cintreuse de plaques à quatre rouleaux à arc descendant. Ces machines pouvaient pré-plier et rouler la plaque en un seul processus de chargement et de déchargement, et présentaient une force de flexion raisonnable, un poids léger et une structure compacte. La cintreuse de plaques à quatre rouleaux incurvés était particulièrement adaptée au laminage de cylindres de petit diamètre, le diamètre minimal du cylindre étant de 1,1 à 1,2 fois le diamètre du rouleau supérieur.
Au milieu des années 1990, Changzhi Forging a adopté la technologie d'entraînement principal à confluence de quatre moteurs et l'a appliquée à la structure de régulation de type horizontal descendant pour les grandes cintreuses à trois rouleaux. La première grande cintreuse à trois rouleaux de type horizontal descendant CDW11XNC -140×4000 a été mise au point pour le projet des Trois Gorges et, en 2002, l'usine a produit la cintreuse à trois rouleaux de type horizontal descendant CDW11XNC -160/250×4000 pour l'usine de machines chimiques de Nanjing.
Fig. 1 Plieuse horizontale à trois rouleaux CDW11XNC-140×4000 de type descendant
À l'heure actuelle, la Chine est en mesure de produire la plus grande cintreuse horizontale à trois rouleaux à régulation descendante. Cette machine peut rouler des plaques froides d'une épaisseur allant jusqu'à 250 mm et des plaques de bobines chaudes d'une épaisseur allant jusqu'à 400 mm. La largeur maximale de la plaque qui peut être traitée est de 3000 mm à 4500 mm, et la pression des rouleaux supérieurs et inférieurs peut atteindre 40000 kN à 60000 kN.
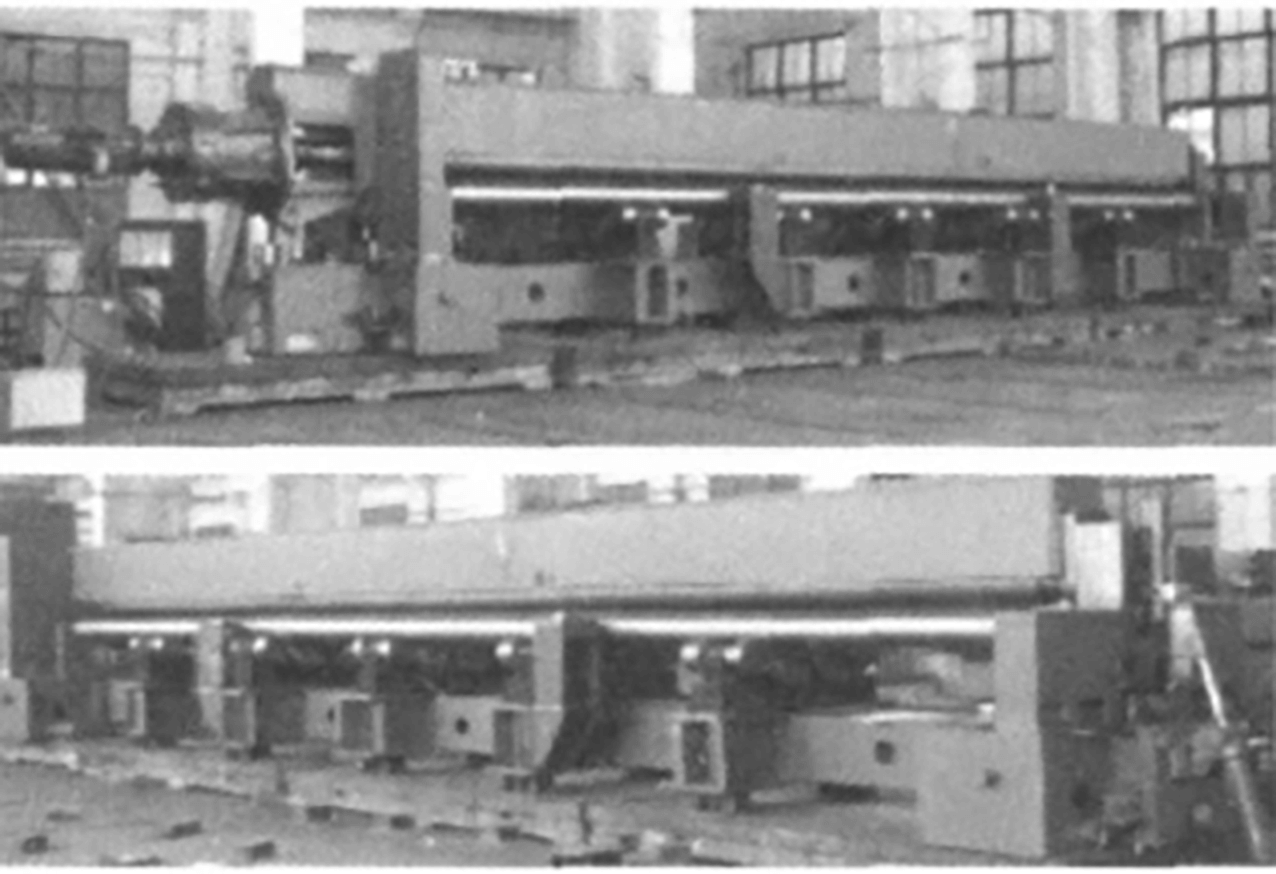
Les principaux fabricants nationaux de grandes cintreuses horizontales à trois rouleaux vers le bas sont Changzhi Forging, Hubei Ezhong et Tai'an Hualu. La figure 2 montre la cintreuse horizontale à trois rouleaux de type descendant CDW11XNC -40×8000.
Fig. 2 Cintreuse horizontale à trois rouleaux CDW11XCNC-40×8000 de type descendant
La machine est capable de laminer des plaques d'une épaisseur maximale de 40 mm, d'une largeur maximale de 8 000 mm, d'une épaisseur maximale de 1 000 mm et d'une largeur maximale de 1 000 mm. limite d'élasticité de 240 MPa, et un diamètre minimum de bobine à pleine charge de ø2500 mm, avec un diamètre minimum de bobine de ø900 mm.
La machine compense la déflexion du rouleau supérieur par l'utilisation d'un mécanisme de coin, entraîné par un moteur, un réducteur et une vis, qui ajuste la déflexion du rouleau inférieur.
Le système NC peut calculer et générer automatiquement des programmes basés sur des paramètres tels que l'épaisseur de la plaque, la largeur, le diamètre du tambour, la limite d'élasticité, et plus encore, permettant un contrôle automatique.
Pour permettre le laminage de plaques extra-longues et minces (où le rapport épaisseur/largeur est faible), Changzhi Forging a développé un nouveau type de cintreuse symétrique ou horizontale à trois galets, dotée d'un galet d'appui et d'une poutre transversale sur le galet supérieur (comme illustré à la figure 3).
Fig. 3 Plieuse horizontale à trois rouleaux CDW11XCNC-8×9500 de type descendant
La machine est principalement actionnée par trois rouleaux avec un corps de roulement inclinable, capable de rouler des pièces cylindriques fermées. Elle est également équipée d'une commande par ordinateur, ce qui la rend particulièrement adaptée au laminage de pièces cylindriques longues à parois minces et à courbures multiples.
La cintreuse à trois rouleaux avec rouleau supérieur de type croisé (rouleau supérieur de type universel) a été fabriquée pour la première fois avec succès par First Heavy Machinery Factory au début des années 1980. À la fin des années 1980, des entreprises telles que Nantong Hengli Heavy Industry ont commencé à la produire de manière professionnelle.
La machine ne nécessite que le réglage du rouleau supérieur pour effectuer le laminage et le pré-pliage des plaques. Le cylindre inférieur est fixe, ce qui facilite l'utilisation du matériel et le laminage des plaques. Cependant, la grande structure de la machine peut poser des problèmes, ce qui la rend plus adaptée au laminage de plaques d'une épaisseur inférieure à 80 mm ou 100 mm.
La cintreuse de tôles marines a été fabriquée pour la première fois par First Heavy Machinery Factory et Changzhi Forging. Au départ, elle avait une structure symétrique avec des spécifications telles que W11TNC-20×8000 et W11TNC-25×9000. Avec l'augmentation rapide de la production de la construction navale en Chine et le passage d'une industrie faible à une industrie forte, la cintreuse marine a évolué vers un type horizontal vers le bas, en plus de sa structure symétrique.
Cette machine est capable de rouler et de pré-plier des pièces courbes et coniques, et de plier des plaques d'acier à l'aide d'une machine de pliage. matrice de pliage. Elle fonctionne à la fois comme une machine de laminage et comme une machine de cintrage. La technologie de compensation de la déflexion des cylindres de travail supérieur et inférieur, la technologie d'entraînement indépendant bidirectionnel du cylindre de travail et la technologie de commande numérique pour le cintrage et le pliage sont des éléments essentiels de cette machine. processus de pliage ont atteint un niveau mondial.
Actuellement, la pression maximale vers le bas du rouleau supérieur de la cintreuse de tôles marines nationale est de 22 000 kN. La largeur des plaques laminées ou pliées peut atteindre plus de 21 000 mm, ce qui répond aux besoins de l'industrie de la construction navale.
Les figures 4 et 5 montrent respectivement la cintreuse marine à trois rouleaux Changzhi Forging CDW11TNC-32×13500 et la cintreuse marine à trois rouleaux horizontale vers le bas CDW11TXNC-22000kN×16000 mm. Principales machines marines fabricants de cintreuses comprennent Changzhi Forging, Tai'an Hualu et Nantong Hengli.
Fig. 4 Machine à cintrer à trois rouleaux CDW11TNC-32×13500 marine
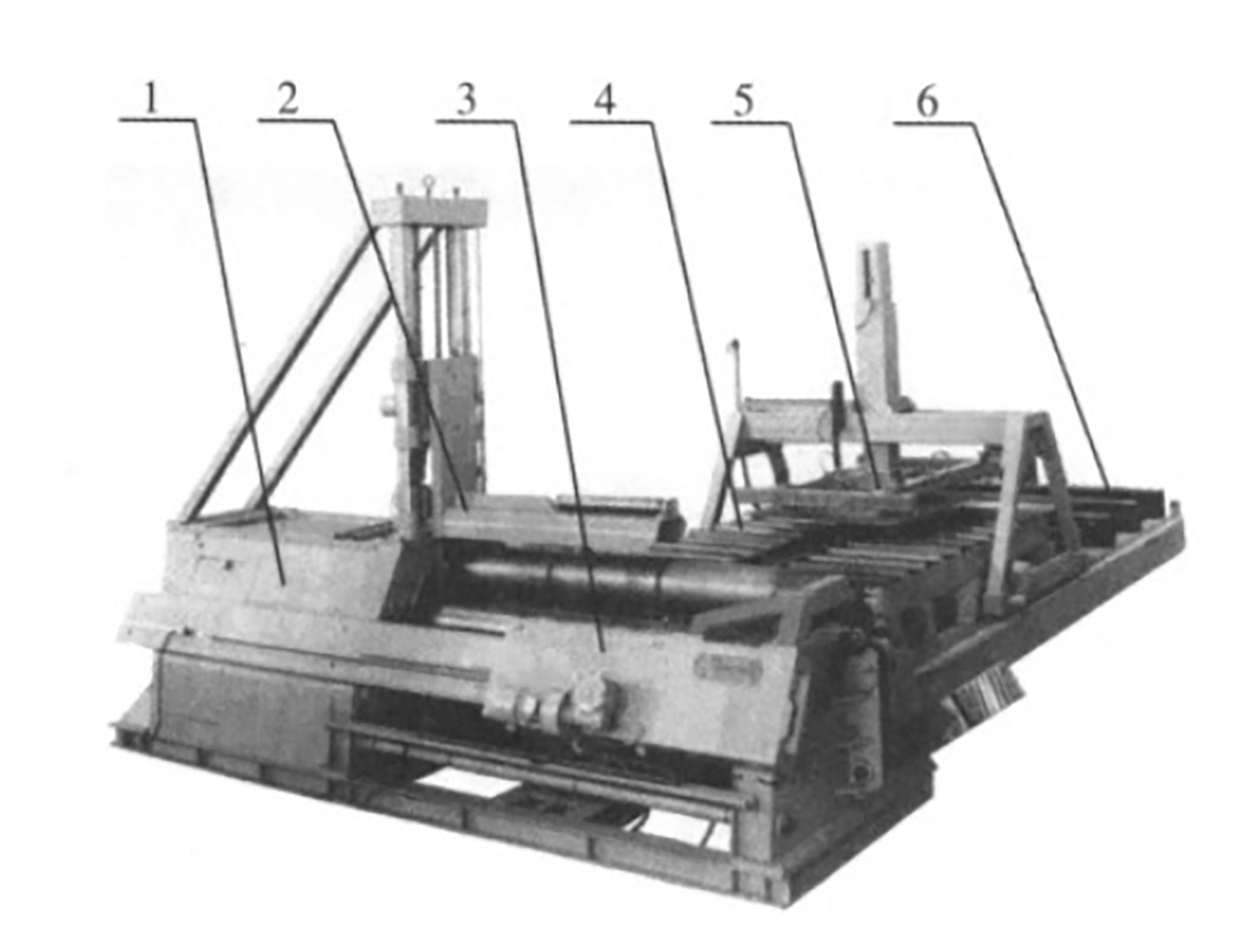
Fig. 5 CDW1ITXNC-2000kN×16000mm type fermé (Marine) plieuse horizontale à trois galets de type descendant
- Système d'entraînement principal 2. Châssis 3. Cylindre d'huile principal 4. Poutre supérieure
- Rouleau de travail supérieur 6. Rouleau de secours supérieur7. Rouleau de travail inférieur 8. Rouleau de secours inférieur
- Dispositif de déplacement horizontal du rouleau inférieur 10. Traverse inférieure 11. Poutre de liaison
La cintreuse verticale est une cintreuse à trois ou quatre rouleaux dont l'axe est perpendiculaire au plan horizontal. Le type le plus couramment utilisé est la cintreuse verticale symétrique à trois galets.
Changzhi Iron and Steel (Group) Forging a fabriqué des équipements tels que CDW11TNC-36×1000 et 12×2000 pour diverses industries, y compris les industries pétrolières et chimiques.
La First Heavy Machine Factory a introduit la technologie de la société britannique Hugh Smith et a conçu et produit une série de cintreuses verticales dotées d'un seul rouleau principal. Elle a fabriqué une cintreuse verticale de 30000kN x 3600mm.
Par rapport aux cintreuses horizontales, les cintreuses verticales présentent l'avantage d'être légères, d'occuper moins d'espace au sol et de consommer moins d'énergie, ce qui permet de réduire l'intensité de la main-d'œuvre, en particulier pour le laminage à chaud.
La cintreuse à deux rouleaux comporte un rouleau d'acier rigide comme rouleau supérieur et un rouleau élastique avec un noyau de rouleau d'acier enveloppé d'un revêtement élastique comme rouleau inférieur.
Le façonnage rotatif avec utilisation de milieux élastiques (RSEM) est une méthode avancée de façonnage rotatif. pliage de la tôle avec un support élastique.
Actuellement, des entreprises telles que Changzhi Forging et d'autres disposent de la technologie nécessaire pour concevoir et fabriquer ces produits, et l'école d'ingénierie mécanique et électrique de l'université d'aéronautique et d'astronautique de Nanjing en a également mis un au point.
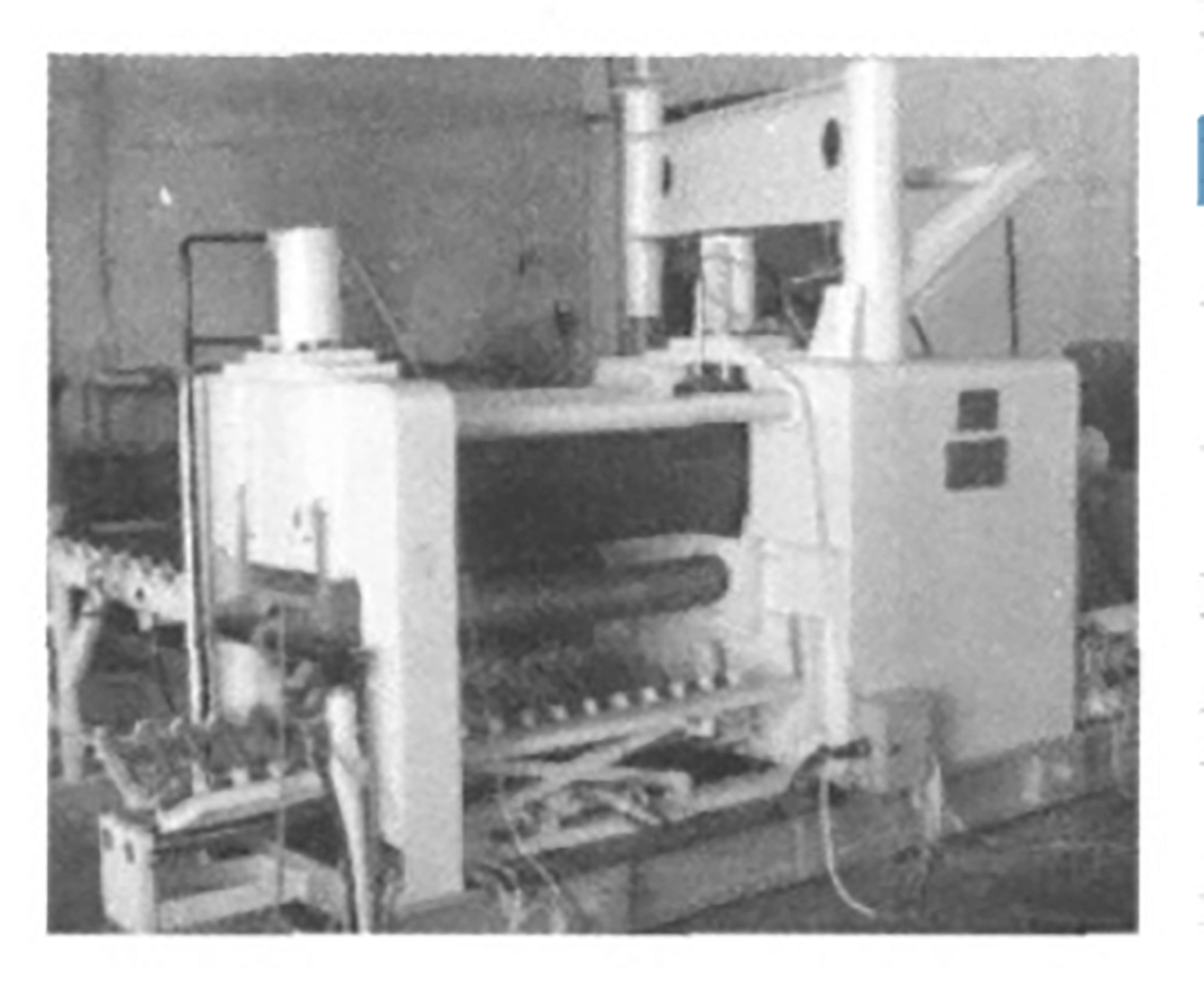
La figure 6 illustre la cintreuse à deux rouleaux produite par Changzhi Forging. Le rouleau supérieur est un rouleau élastique composé d'un noyau de rouleau d'acier avec un revêtement élastique, tandis que le rouleau inférieur est un rouleau d'acier rigide. La machine est dotée d'une structure de déchargement par le bas.
Fig. 6 Schéma de la cintreuse de plaques à deux rouleaux
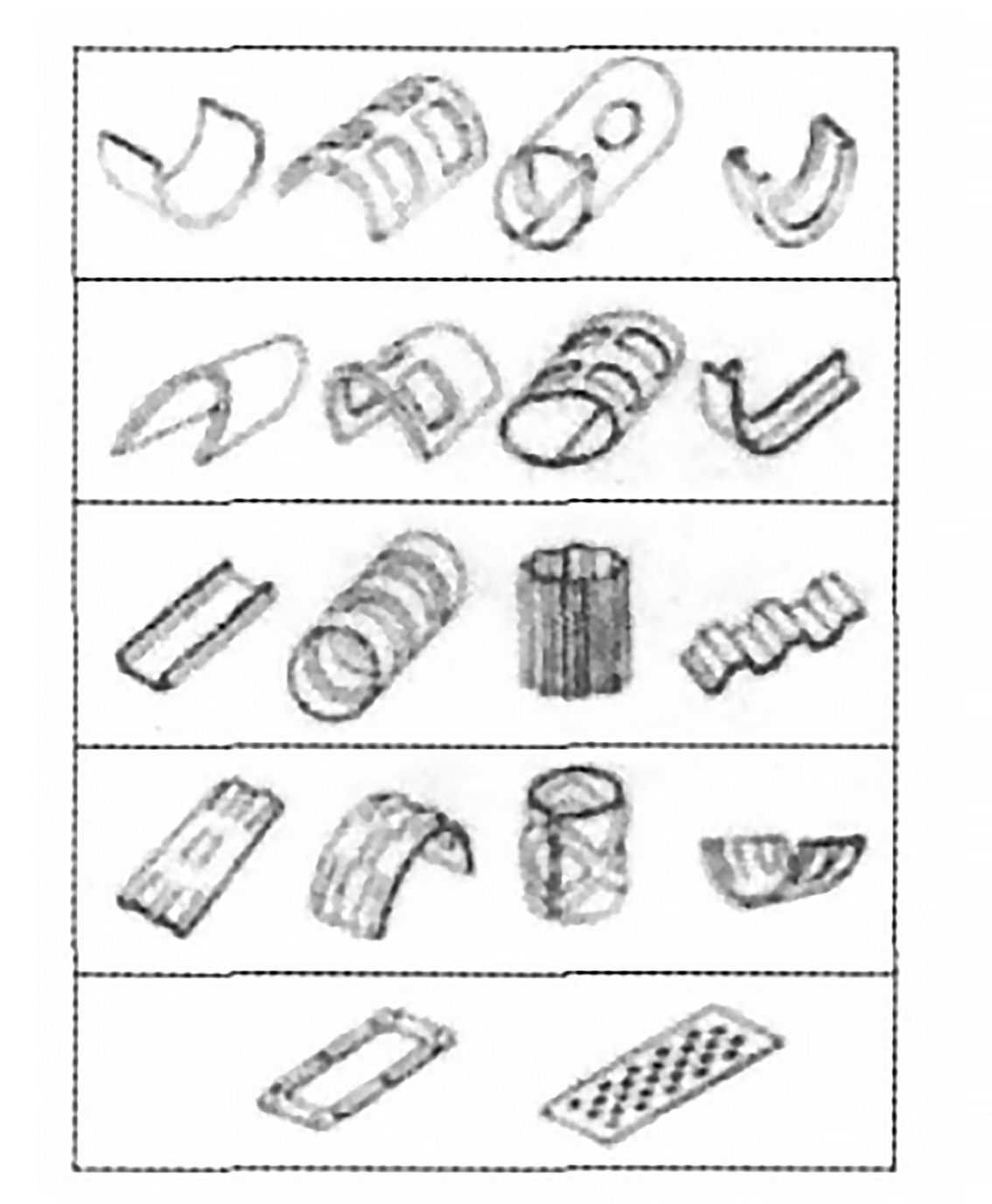
La cintreuse à deux rouleaux a été inventée par l'Américain Kauffman. Depuis, des pays comme la Grande-Bretagne, le Japon, la France, l'Italie et la Russie ont également maîtrisé cette technologie et produit des cintreuses hautement automatisées. Machine CNC des outils. Ces machines sont utilisées pour fabriquer diverses pièces à parois minces dans des secteurs tels que l'aviation, la chimie et les produits civils. Ces pièces comprennent des coques cylindriques et coniques, des sections de tuyaux, des pièces à parois minces de forme spéciale, des pièces à parois minces avec diverses unités et des sections de tôles raidies ou ondulées (voir figure 7).
Fig. 7 Pièces à parois minces fabriquées par la technologie RESM
Par rapport aux technologies de cintrage à trois ou quatre rouleaux, le procédé RESM présente plusieurs caractéristiques et avantages notables :
- Haute précision en pièces de formage: Le procédé RESM permet d'obtenir une grande précision dans la courbure et le parallélisme des bords après le pliage, le bord droit restant inférieur à l'épaisseur de la plaque, ce qui le rend idéal pour former des plaques poreuses et des plaques nervurées avec des couches de protection.
- Courbure de cintrage et rendement élevés : Le processus de cintrage par roulage implique une déformation progressive sous faible pression, ce qui réduit le risque de formation de plis et de fissures pendant le formage. La faible force requise pour le formage le rend également approprié pour les matériaux difficiles à déformer tels que titane les alliages, l'acier inoxydable et les matériaux composites.
- Efficacité de production élevée : Le procédé RESM est facile à utiliser et a une vitesse de roulement élevée, ce qui permet d'améliorer la productivité de la main-d'œuvre.
- Bonne qualité de surface : L'utilisation d'un milieu élastique protège la surface des rayures pendant le pliage et le formage, préservant ainsi la qualité de la surface, en particulier pour les tôles avec des couches de protection et des surfaces polies.
Cependant, il y a aussi des inconvénients à prendre en compte :
- Polyvalence limitée : La nécessité d'utiliser des garnitures sur le cylindre supérieur pour les cylindres de différentes courbures signifie que le RESM n'est pas idéal pour les produits avec de nombreuses variétés et de petits lots.
- Limitations de l'épaisseur de traitement : Le RESM est généralement limité au traitement de feuilles d'une épaisseur inférieure à 10 mm.
En conclusion, la technologie RESM offre un large éventail d'applications potentielles. Actuellement, avec le développement de l'industrie chimique chinoise et d'industries telles que les chaudières et les appareils à pression, la demande de plieuses à commande numérique pour les plaques épaisses et à haute résistance augmente. Parallèlement, le développement de l'industrie des camions-citernes et des réservoirs de pétrole stimule la demande de petites cintreuses capables de traiter des plaques minces, des types super longs, des courbures multiples et une commande numérique. L'avenir des technologie de pliage impliquera également le développement d'unités de pliage flexibles, avec des machines de pliage à commande numérique au centre.
3) Contrôle automatique de la machine à laminer les plaques
La cintreuse mécanique utilise généralement une commande à courant fort, tandis que la cintreuse de plaques hydraulique utilise une commande numérique. Le système de commande numérique est principalement utilisé pour synchroniser le contrôle de la position des cylindres à huile aux deux extrémités du rouleau de travail de manière statique et dynamique.
Dans le processus de laminage, le contrôle est principalement effectué par l'opérateur sur la base de son expérience. La machine de laminage à commande numérique permet toutefois un contrôle automatique et offre une grande précision de laminage, une grande efficacité et une grande facilité d'utilisation. Elle convient aussi bien au laminage par lots qu'au laminage de petites pièces uniques.
Actuellement, diverses cintreuses, telles que les cintreuses horizontales de type descendant, les cintreuses courbes de type descendant, les cintreuses à rouleaux supérieurs mobiles à trois rouleaux, les cintreuses à deux rouleaux, les cintreuses à quatre rouleaux ordinaires et à arc, les cintreuses marines, entre autres, sont équipées de fonctions de commande numérique.
L'élément central de ces machines est un ordinateur industriel de traitement PLC, qui non seulement synchronise les cylindres d'huile gauche et droit du rouleau de travail de manière dynamique et statique, mais calcule et optimise également automatiquement les paramètres du processus tels que les temps de laminage, la quantité de réduction à chaque fois, le mouvement horizontal du rouleau inférieur, la vitesse d'alimentation de la tôle, le rayon de formage théorique, la charge sur chaque rouleau et le bord droit résiduel minimum pendant le pré-pliage. Cette optimisation est basée sur des paramètres tels que l'épaisseur, la largeur, le diamètre du tambour et la limite de rendement, entre autres.
Cependant, la disposition des rouleaux supérieurs et inférieurs de la cintreuse à trois galets est décalée, ce qui rend difficile le contrôle de la vitesse d'avance de la tôle et, par conséquent, une véritable commande numérique n'est pas possible. La cintreuse à quatre galets et la cintreuse à deux galets, en revanche, peuvent contrôler avec précision la vitesse d'avance de la tôle, ce qui permet une véritable commande numérique.
Changzhi Forging a développé avec succès a CNC Cette machine à cintrer à quatre rouleaux comble les lacunes nationales et est comparable aux produits des fabricants de machines à cintrer les plaques les plus avancés du monde.
Le rouleau supérieur d'une cintreuse à quatre rouleaux à commande numérique est le rouleau d'entraînement principal, alimenté par un moteur à courant continu. La vitesse et la position sont contrôlées par un système en boucle fermée, composé d'un régulateur de vitesse à courant continu, d'un moteur à courant continu et d'un encodeur photoélectrique, afin d'assurer un contrôle précis de l'alimentation de la feuille.
Le rouleau inférieur et les rouleaux des deux côtés sont entraînés par vérins hydrauliques pour les mouvements vers le haut et vers le bas. L'automate programmable (PLC) compare le signal d'entrée (Ur) avec le signal de retour (Up) collecté par le capteur de déplacement et ajuste le signal d'entrée (△U) en conséquence. Ce signal d'entrée est ensuite converti sous forme numérique/analogique (D/A) et utilisé pour piloter le système hydraulique, assurant ainsi un contrôle précis de la position du rouleau inférieur et des deux rouleaux.
Le système de contrôle de la cintreuse CNC à quatre rouleaux est composé du matériel suivant : un contrôleur de vitesse numérique à courant continu Eurotherm série 590, un automate Omron C200HX, une interface homme-machine à écran tactile Mitsubishi A970GOT, un capteur de déplacement de haute précision et un écran d'affichage connecté à l'unité centrale C200HX par le biais d'une communication standard RS232.
En fonction de paramètres tels que l'épaisseur, la largeur, le diamètre, la limite d'élasticité et le coefficient de correction du retour élastique, la cintreuse à quatre rouleaux à commande numérique peut calculer et optimiser automatiquement les paramètres du processus, y compris les temps de laminage, le déplacement du rouleau inférieur et le déplacement du rouleau inférieur. rouleau latéralLa machine est équipée d'un système de contrôle automatique qui permet d'évaluer la qualité de la tôle, la vitesse d'avance de la tôle, le rayon de formage théorique, la charge sur chaque rouleau, l'inclinaison du rouleau supérieur et le bord droit résiduel minimum pendant le pré-pliage. La machine permet également un contrôle automatique.
Le contrôle précis de la vitesse d'avance de la tôle et de la position du rouleau latéral et du rouleau inférieur permet un véritable laminage CNC. La machine peut stocker 100 programmes et a la capacité d'éditer et d'appeler des programmes, ainsi que des caractéristiques telles que l'autodiagnostic d'erreur, l'alarme, la surveillance de l'état et la mémoire de mise hors tension.
4) Unité de traitement flexible des bobines
L'unité de traitement flexible des bobines est généralement équipée d'une machine de laminage à commande numérique et de divers autres équipements, notamment un système de prétraitement pour la partie avant de la plaque et un système de livraison du produit fini pour la partie arrière.
L'unité est commandée par un système de contrôle qui peut consister en un ou plusieurs ordinateurs, formant ainsi un système de traitement automatisé pour la plaque de la bobine.
L'intégration des flux d'informations et de matières dans le Cintrage CNC permet un traitement efficace et automatisé de petits lots.
Par conséquent, cette unité offre une grande précision, une grande efficacité et une grande flexibilité, ce qui en fait un système de fabrication idéal.
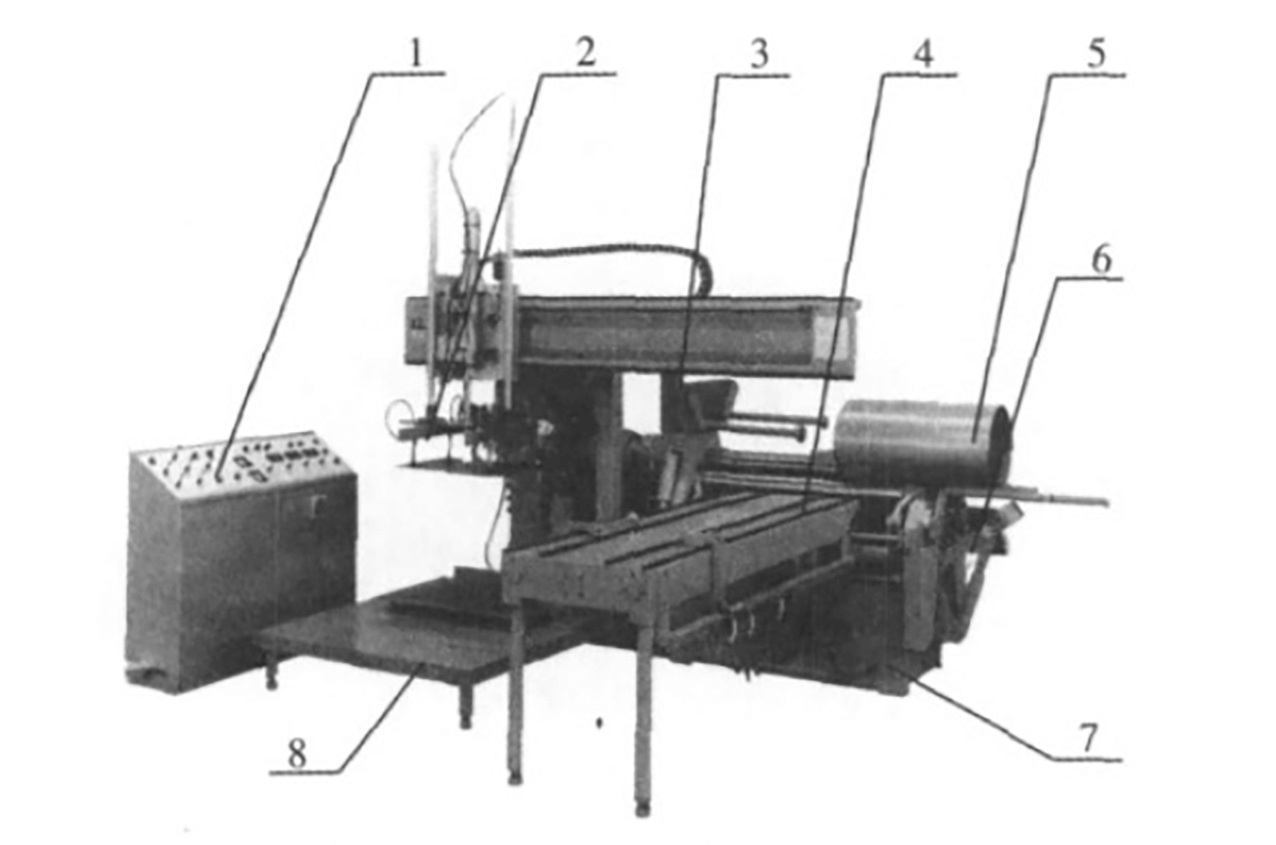
Les figures 8 et 9 montrent la disposition de l'unité de pliage de plaques flexibles, qui comprend une machine de pliage CNC, une table de stockage des plaques, un manipulateur de chargement, une table de chargement, un dispositif de fixation et un dispositif de déchargement.
Fig. 8 Disposition I de l'unité de traitement flexible des bobines
1. Armoire électrique 2. Manipulateur de chargement 3. Dispositif de fixation
4. Table de chargement 5. Pièce à usiner 6. Dispositif de déchargement
7. Moteur principal de la plieuse 8. Plate-forme d'empilage des feuilles
Fig. 9 Schéma II de l'unité de traitement flexible des bobines
1. Moteur principal de la cintreuse 2. Dispositif de fixation 3. Dispositif de déchargement
4. Table à rouleaux d'alimentation 5. Manipulateur de chargement 6. Plate-forme d'empilage des plaques
Pendant le processus de laminage, le manipulateur de chargement prend la plaque de la table de stockage des plaques et la place sur la table de travail de chargement. Le manipulateur aligne ensuite la plaque et l'envoie à la cintreuse.
Au fur et à mesure que le processus de laminage se poursuit, le manipulateur fixe la pièce en fonction de sa forme, de son épaisseur et de son diamètre. Il fixe la pièce de l'intérieur ou des deux côtés et la soutient avec la courbure de la pièce jusqu'à ce qu'elle prenne la forme souhaitée.
Une fois le processus de laminage terminé, la machine principale libère le corps de palier et le manipulateur de déchargement pousse la pièce à l'extérieur. Le manipulateur de déchargement prend alors la pièce et la transporte jusqu'à la table des produits finis. Enfin, la machine principale et les manipulateurs reprennent leur position initiale, prêts à accueillir la prochaine pièce à laminer.
Certaines unités de traitement flexible des bobines peuvent également être équipées d'installations supplémentaires, telles que le centrage des tôles, l'inspection cylindrique et le soudage.
3. Le fossé entre la Chine et les pays étrangers
3.1 BPrésentation succincte des cintreuses de rouleaux à l'étranger
Les principaux fabricants de produits de pointe machines à rouler HAEUSLER en Suisse, SCHAFER en Allemagne, PROMAU DAVI MG, SER-TOM et BODRINI en Italie, ROUNDO en Suède, KURI-MOTO au Japon et HUGH SMITH en Grande-Bretagne.
La cintreuse de plaques à quatre rouleaux de HAUSLER en Suisse est la plus renommée, avec sa spécification maximale atteignant 78 000 kN, une épaisseur de plaque de 250 mm et une largeur de plaque de 4 000 mm, avec seulement 1,28 fois l'épaisseur de la plaque restant comme bord droit.
Dans certaines entreprises, telles que Schafer en Allemagne, Davi en Italie, MG en Italie, FAC-CIN en Italie, SERTOM en Italie et BODRINI en Italie, la cintreuse horizontale à trois galets de type descendant est courante et est idéale pour le laminage de tôles épaisses et très lourdes.
Au Japon, le type de rouleau supérieur à mouvement croisé de KURIMOTO (type universel de rouleau supérieur) est plus répandu, et les modèles marins à grande échelle du Britannique HUGH SMITH et de l'Italien FACCIN sont plus répandus. machines à laminer les tôles ont un niveau technologique élevé.
Les cintreuses courbes à trois et quatre rouleaux des sociétés italiennes PROMAU DAVI et MG sont plus répandues, l'épaisseur maximale de la cintreuse courbe à trois rouleaux pouvant atteindre 140 mm.
La cintreuse CNC à arc à quatre rouleaux de DAVI est équipée d'un entraînement hydraulique complet et les rouleaux des deux côtés sont en mode de mouvement en arc. Le point de tangence entre le rouleau latéral et le rouleau supérieur est plus proche de la ligne centrale du rouleau supérieur, et le plus petit diamètre du rouleau peut atteindre 1,1 fois celui du rouleau supérieur.
Les côtés droits restants sont courts, avec une résistance au frottement presque nulle entre les mécanismes. L'entraînement planétaire hydraulique est directement couplé aux extrémités de l'arbre du rouleau supérieur et du rouleau inférieur, ce qui assure une grande efficacité de transmission et un faible encombrement. Les roulements sont sans entretien et ne nécessitent pas de lubrification. La machine est dotée d'une compensation automatique de la vitesse linéaire afin d'assurer la concordance des vitesses des rouleaux supérieur et inférieur pendant le laminage.
La commande CNC est disponible, et les pièces à rayon de courbure simple ou multiple peuvent être calculées et programmées automatiquement. Le programme peut être modifié et stocké, et le contrôle en réseau est assuré. Elle dispose d'une fonction d'affichage en temps réel de l'animation 3D et est équipée de REAL AUTO-CAD (CAD/CAM).
3.2 Tes principaux problèmes et le fossé entre la Chine et les pays étrangers
On estime que la Chine a la plus grande production de cintreuses au monde, mais sa compétitivité globale dans l'industrie n'est pas forte. Les principales raisons en sont les suivantes :
- En termes de composition des produits, une grande partie des cintreuses de plaques nationales sont de taille petite à moyenne et de qualité inférieure. Si quelques fabricants produisent des cintreuses à grande échelle avec une force de laminage de 40 000 kN et une épaisseur de 160 mm ou plus, elles sont pour la plupart importées. En outre, la valeur ajoutée technique et le taux de contrôle numérique des cintreuses de rouleaux nationales sont faibles, les produits étrangers dominant le marché des cintreuses à contrôle numérique et des unités de cintrage de plaques flexibles.
- Les entreprises étrangères possèdent une forte capacité à fournir des solutions globales, des équipements complets et des technologies aux clients. Par exemple, la société DAVI propose un ensemble complet d'équipements de formage pour les tours éoliennes, qui répond bien à la demande du marché intérieur. À l'heure actuelle, seules des machines à cintrer simples sont disponibles en Chine.
- La recherche fondamentale sur le mécanisme de formage, en particulier la formation de tôles très épaisses et très résistantes, la simulation du processus de formage et l'établissement d'un modèle mathématique doivent être renforcés.
- Les moteurs hydrauliques nationaux à faible vitesse et à couple élevé et les réducteurs planétaires à couple élevé et à rapport de vitesse élevé qui peuvent être directement couplés à l'extrémité de l'arbre du cylindre de travail sont insuffisants pour le développement des cintreuses de plaques.
- Il existe encore des lacunes importantes dans le développement spécialisé et la mise en adéquation de la technologie de l'information et de la communication. Systèmes CNC.
- Malgré les progrès réalisés dans la normalisation des cintreuses de plaques en Chine, il existe encore des différences considérables entre les types de machines, les configurations, les paramètres techniques et la sécurité, ce qui nécessite des efforts de normalisation supplémentaires.
- La plupart des fabricants nationaux de cintreuses de plaques sont des petites et moyennes entreprises privées qui manquent de capacité de développement technologique et de compétitivité globale.
4. Discussion sur la tendance du développement de la cintreuse de plaques en Chine
- Le développement de l'industrie chimique chinoise, ainsi que la croissance des industries des chaudières et des appareils à pression, ont entraîné une augmentation de la demande de grandes cintreuses horizontales à trois rouleaux. Ces machines sont de plus en plus utilisées pour traiter des tôles lourdes, des tôles très épaisses, des tôles à haute résistance et des tôles composites. Parallèlement, le développement de grandes cintreuses à quatre rouleaux est motivé par la nécessité d'un formage efficace et précis, d'économies de matériaux et de bords droits courts.
- La croissance rapide d'industries telles que les pétroliers et les réservoirs de pétrole a créé une demande de petites cintreuses de plaques capables de traiter des plaques minces, des types super-longs, des courbures multiples et une commande numérique.
- L'utilisation de cintreuses comme principal équipement de transformation permet un ensemble complet de configurations, offrant aux clients une solution globale. La solution globale pour le formage des tours d'éoliennes mérite également d'être prise en compte.
- Le développement futur des unités de pliage de plaques flexibles sera axé sur les machines de pliage à commande numérique.
5. Conclusion
Après des décennies de croissance, l'industrie chinoise des cintreuses a mis en place un pôle de production bien structuré et une chaîne industrielle efficace. Cela lui a permis de mieux répondre aux besoins de l'industrie nationale de fabrication d'équipements et de stimuler le processus d'industrialisation.
Pour renforcer encore l'industrie chinoise de fabrication de cintreuses de plaques, il est important qu'elle tire parti du plan national de revitalisation industrielle. Il s'agit d'accélérer l'adaptation des structure du produitL'objectif est d'améliorer la qualité de vie des citoyens, de transformer et de moderniser les entreprises, d'intégrer les technologies de pointe étrangères, de renforcer la capacité d'innovation indépendante et d'étendre la portée de l'industrie.