Étalonnage de la butée arrière d'une presse plieuse : Guide étape par étape
Vous êtes-vous déjà demandé comment assurer un pliage précis dans l'industrie métallurgique ? L'étalonnage précis de la butée arrière de la presse plieuse est crucial. Cet article vous propose un guide détaillé, étape par étape, sur la vérification et le réglage de l'alignement de la barre d'appui, à la fois verticalement et horizontalement, et sur l'étalonnage des doigts de la butée arrière. Maîtrisez ces procédures pour maintenir la précision de votre équipement et améliorer l'efficacité de votre atelier. Plongez dans l'apprentissage des techniques d'étalonnage essentielles qui vous feront gagner du temps et éviteront des erreurs coûteuses.
Si la presse plieuse est équipée d'une butée arrière, celle-ci doit être calibrée mécaniquement au centre du poinçon et de la matrice.
Jauge arrière pour presses plieuses
La butée arrière est entièrement étalonnée à la livraison et tout étalonnage ultérieur n'est nécessaire que dans le cas improbable où les doigts ou la barre de butée arrière sont forcés à sortir de leur position.
En plus de l'étalonnage mécanique, la butée arrière doit être étalonnée avec le logiciel ETS avant l'exécution d'un programme.
I. Vérification de l'alignement de la barre d'arrêt
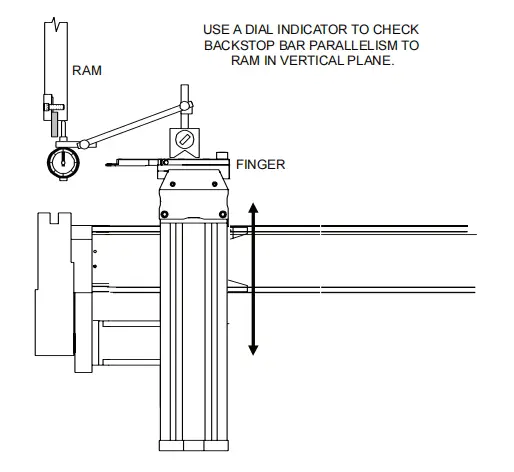
1. Plan vertical
Vérification de l'alignement de la barre anti-dérapante dans le plan vertical
La procédure suivante permet de vérifier le parallélisme de la barre d'arrêt par rapport au coulisseau dans le plan vertical :
1. Monter un comparateur à base magnétique sur l'un des doigts de la butée arrière. 2. Amener les axes X et R dans une position qui permette au comparateur de faire référence à la surface inférieure du coulisseau à partir du doigt. 3. Déplacez le doigt vers l'une des extrémités de la barre anti-dopage et réglez le cadran sur zéro. 4. Déplacez le doigt vers l'autre extrémité de la barre de jauge et observez le comparateur. Il doit rester à zéro. 5. Une certaine couronne est autorisée, mais le comparateur doit indiquer zéro aux deux extrémités. Si nécessaire, étalonnez la barre anti-dévireur en suivant la procédure décrite dans la section ci-dessous.
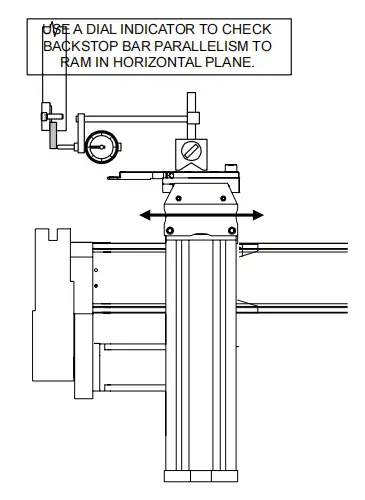
2. Plan horizontal
Vérification de l'alignement de la barre anti-décrochage dans le plan horizontal
La procédure suivante permet de vérifier le parallélisme de la barre d'arrêt par rapport au coulisseau dans le plan horizontal :
1. Monter un comparateur à base magnétique sur l'un des doigts de la butée arrière. 2. Amener les axes X et R dans une position qui permette au comparateur de faire référence à la surface arrière du coulisseau à partir du doigt. 3. Déplacez le doigt vers l'une des extrémités de la barre anti-dopage et réglez le cadran sur zéro. 4. Déplacez le doigt vers l'autre extrémité de la barre de jauge et observez le comparateur. Il doit rester à zéro. 5. Si nécessaire, calibrer la barre anti-décrochage en suivant la procédure décrite dans la section ci-dessous.
II. Étalonnage de la jauge arrière Barres de jauge
Deux barres de calibrage sont fournies avec la jauge arrière.
Les barres de calibrage sont des blocs d'acier usinés avec précision, avec une tolérance de 04.000″+.001″ de l'encoche en "V" à l'extrémité chanfreinée.
Chaque barre de calibrage est recouverte de caoutchouc afin d'éviter tout dommage en cas d'application d'une force excessive lors du positionnement du poinçon dans l'encoche en "V" de la barre de calibrage.
AVIS
Avant d'entamer l'une des procédures suivantes d'étalonnage mécanique de la jauge arrière :
L'opérateur doit être parfaitement familiarisé avec le presse plieuse les contrôles et l'exécution des programmes
Le poinçon et la matrice doivent avoir été installés et centrés conformément aux procédures décrites dans la section ci-dessous.
III. Étalonnage des doigts
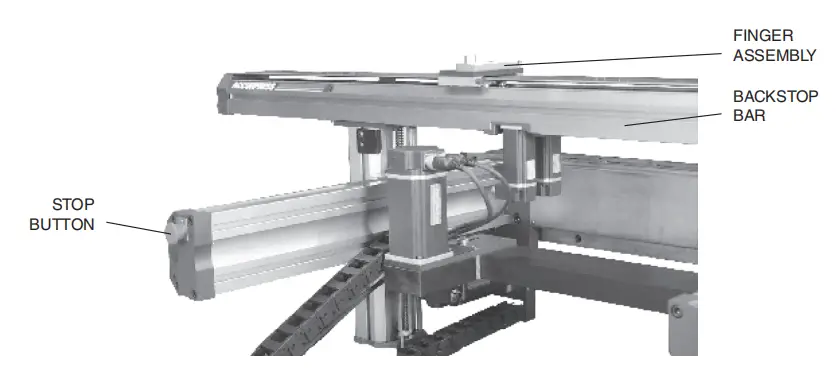
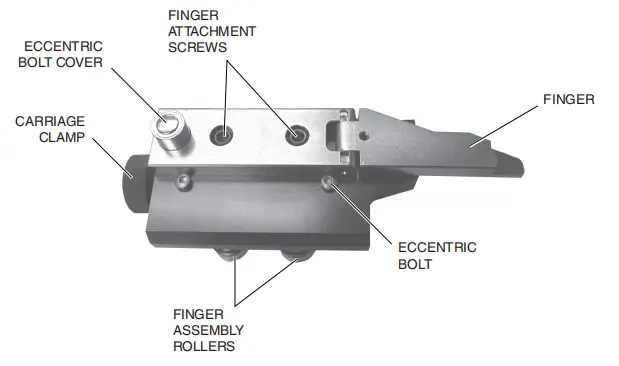
Assemblage des doigts de la jauge dorsale Premium
Les doigts de la butée arrière doivent être calibrés chaque fois qu'ils ne sont pas alignés parallèlement à l'outil.
Si la barre d'arrêt est déplacée, la barre d'arrêt et les doigts doivent être calibrés. Il est conseillé de recalibrer les doigts à chaque fois que l'on change d'outil.
Cette procédure permet de s'assurer que les deux doigts sont à la même distance de la barre d'arrêt :
1. Réglez le mode de fonctionnement sur JOG et le mode de contrôle sur HAND.
2. Exécutez "Calibrate Back Gauge" à partir du menu principal, ou programmez puis déplacez la jauge arrière jusqu'à la position d'étalonnage X=04.000″.
3. Placez deux barres de calibrage en travers de l'ouverture de la matrice, à quelques centimètres l'une de l'autre et près du centre de la longueur du poinçon. Chaque barre doit être placée de manière à ce que la base en caoutchouc soit sur la matrice et que l'extrémité chanfreinée soit orientée vers la jauge arrière.
4. A l'aide des boutons de commande de la paume de la main, déplacez la touche presser le bélier jusqu'à ce que le poinçon s'insère dans chaque barre de calibrage La barre d'étalonnage doit être maintenue dans l'encoche en "V", en appliquant une force suffisante pour déformer légèrement le support en caoutchouc. Vérifiez que la barre de jauge d'étalonnage est bien fixée en essayant de la déplacer manuellement.
5. Régler le chariot verticalement jusqu'à ce que les doigts soient à la même hauteur que les barres de la jauge d'étalonnage. Le réglage mécanique de la butée arrière s'effectue derrière le presse plieuse. Par conséquent, pour des raisons de sécurité, le bouton STOP de la butée arrière doit être enfoncé et maintenu en position verrouillée avant de travailler dans la zone de la butée arrière.
Pour les machines équipées d'un système Manual-R, utiliser le volant du chariot de la butée arrière.
Pour les machines équipées d'un système Power-R, programmer la position adéquate.
6. Déplacez un doigt de la jauge arrière jusqu'à l'extrémité d'une barre de la jauge d'étalonnage. Sur un système Manual-Z, desserrez l'attache du chariot et faites glisser le doigt. Sur un système Power-Z, programmez la position correcte.
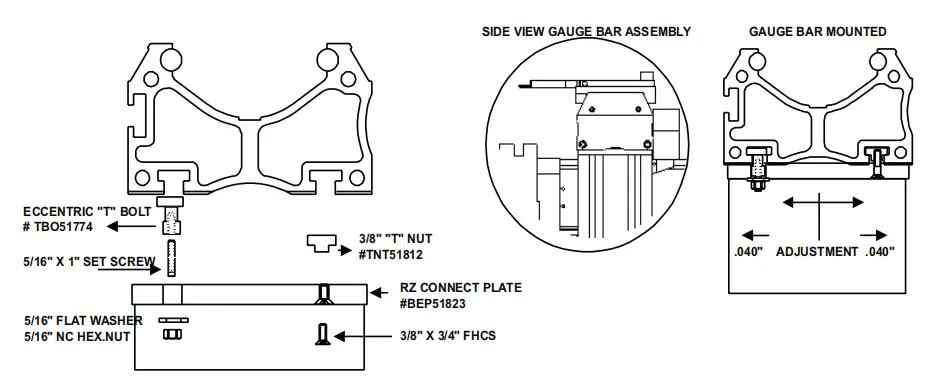
Ajuster le doigt à la position d'étalonnage:
À l'aide d'une clé hexagonale de 5/16″, desserrez les deux vis à tête cylindrique qui fixent le doigt au bloc-doigt.
Retirer le capuchon en acier du bossage qui renferme le boulon excentrique à l'arrière du doigt.
À l'aide d'une clé hexagonale de 7/16″, tournez le boulon excentrique pour ajuster le doigt fermement contre le bloc d'étalonnage. Exercer une légère pression de la main pour maintenir le doigt parallèle au bord du bloc-doigt.
7. Déplacer le deuxième doigt de la jauge arrière jusqu'à l'extrémité de la deuxième barre de la jauge d'étalonnage et ajuster comme décrit à l'étape 6.
8. Ajuster chaque doigt de manière à ce que la pression de contact entre le doigt et les barres de jauge soit la même pour les deux doigts.
9. Une fois le réglage terminé, replacez le capuchon du boulon excentrique et resserrez les deux vis.
10. Retirez les barres de la jauge d'étalonnage et réactivez la jauge arrière en tournant le bouton d'arrêt de la jauge arrière d'un quart de tour dans le sens des aiguilles d'une montre.
IV. Étalonnage de la barre anti-retour
1. Plan vertical
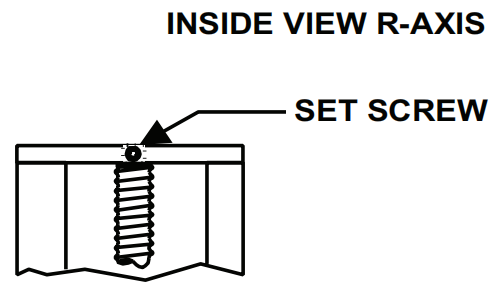
Pour régler la barre anti-dévireur dans le plan vertical, commencez par desserrer la vis de réglage sur la plaque supérieure de l'axe R.
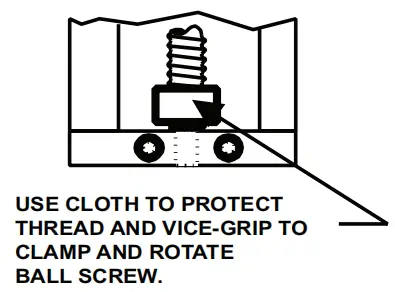
Placez un petit chiffon autour du point le plus bas de la vis à bille et appliquez une pince-étau sur le chiffon, en veillant à ne pas saisir ou endommager la vis à bille.
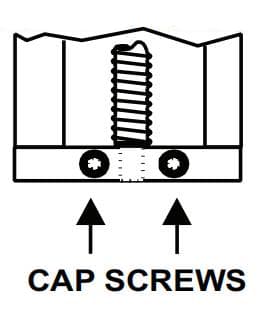
Desserrer les vis à tête sur la plaque inférieure de l'axe R et tourner la vis à bille pour régler la hauteur.
Lorsque le réglage est terminé, serrer la vis de réglage et les vis d'obturation. Retirer la pince-étau. une pince et un chiffon.
Réglage de l'axe R de la barre anti-dévireur
Pour régler la hauteur de l'axe R, desserrer la vis de réglage(top plate).
Placez un petit chiffon autour du point le plus bas de la vis à bille et appliquez une pince-étau sur le chiffon, en serrant juste assez pour saisir la vis à bille.
Desserrer les vis à tête (bottom plate)et tourner la vis à billes pour régler la hauteur.
Lorsque le réglage est terminé, serrer la vis de réglage et les vis d'obturation.
Retirer la pince-étau et le chiffon.
2. Plan horizontal
Pour régler la barre d'anti-dévireur dans le plan horizontal, desserrez les écrous en T et tournez les boulons en T jusqu'à ce que le parallélisme avec le coulisseau soit atteint.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Avez-vous déjà eu du mal à régler la longueur de la course de la presse plieuse ? C'est le cas de nombreux opérateurs, qui ont souvent recours à l'essai et à l'erreur. Cet article démystifie le processus, en fournissant une formule claire pour calculer...
Faites passer votre entreprise à la vitesse supérieure