Dépannage des presses plieuses (74 codes d'erreur) : Problèmes de pliage et solutions
Avez-vous déjà rencontré des problèmes de pliage avec votre presse plieuse ? En tant qu'ingénieur mécanique expérimenté, j'ai vu ma part de problèmes qui peuvent survenir au cours du processus de pliage. Dans cet article de blog, nous allons nous pencher sur les problèmes de pliage les plus courants et explorer des solutions pratiques pour vous aider à dépanner et à optimiser vos opérations de pliage. Que vous soyez un opérateur expérimenté ou un nouveau venu dans le domaine, cet article vous fournira des informations précieuses pour améliorer les performances de votre presse plieuse.
Tout le personnel qui intervient sur une partie quelconque de la presse plieuse doit respecter des pratiques de travail sûres :
Veiller à ce que toutes les autres personnes soient à l'écart de la zone d'outillage(point d'opération) pendant l'entretien de la presse plieuse.
Respecter les procédures de verrouillage des machines de l'usine pour empêcher le fonctionnement de la presse plieuse pendant l'entretien ou le dépannage.
Poser des panneaux d'avertissement concernant l'entretien des équipements.
Utiliser les équipements de protection individuelle appropriés, conformément aux exigences réglementaires.
Le personnel d'entretien peut avoir besoin d'outils de diagnostic de base, tels qu'un multimètre électrique pour évaluer les problèmes de contrôle électrique et un manomètre pour évaluer les problèmes hydrauliques.
Le personnel d'entretien qui utilise les commandes manuelles sur les distributeurs hydrauliques doit procéder avec une extrême prudence afin d'éviter les blessures corporelles ou les dommages aux matrices, aux interrupteurs de fin de course ou aux vérins hydrauliques, en raison d'une surcourse.
1. Le moteur d'entraînement de la pompe hydraulique ne démarre pas
Cause
Solution
L'interrupteur de déconnexion de l'alimentation électrique de l'atelier est sur OFF.
Mettre l'interrupteur de déconnexion sur ON.
Les interrupteurs de déconnexion de l'alimentation électrique de l'atelier sont sur OFF.
Mettre l'interrupteur de déconnexion sur ON.
Connexions de fils desserrées dans le câblage du circuit de commande.
Vérifier la continuité du câblage de commande électrique à l'aide d'un multimètre et du schéma de commande. Effectuer les réparations nécessaires.
Le fusible du circuit de contrôle FU1 est grillé.
Vérifier la cause possible. Remédier à la cause et remplacer le fusible.
Vérifier la continuité du câblage de commande électrique à l'aide d'un multimètre et du schéma de commande. Effectuer les réparations nécessaires.
L'interrupteur principal de déconnexion du frein à main est sur OFF.
2. Le moteur d'entraînement de la pompe hydraulique fonctionne mais le vérin de la presse ne fonctionne pas.cycle
Cause
Solution
Le contrôle de la mémoire vive est désactivé.(RAM ACTIVElight clignote.)
Le réglage de la commande ne correspond pas au mode utilisé. (Le voyant de la main ou du pied clignote.)
Modifier le mode de contrôle en fonction du réglage souhaité.
L'interface opérationnelle des systèmes CNC est incompatible avec la commande électrique existante.
Sélectionner le mode d'étalonnage, de fonctionnement ou de contrôle par un tiers.
Ram(Y-axis)est non calibré.
Ni l'étalonnage, ni la marche, ni le mode de contrôle par un tiers ne sont sélectionnés.
La jauge arrière (X-axis) n'est pas calibrée.
Calibrer la jauge arrière.
La configuration des paramètres du système ETS est incorrecte.
Contacter le revendeur/fabricant du système CNC.
Consulter le service après-vente de l'usine pour connaître les procédures de réinitialisation de la configuration du système.
La soupape de décharge hydraulique est bloquée en position ouverte.
La rotation du moteur est incorrecte.
Connexion desserrée/fil rompu dans le câble de la console de commande de l'opérateur ou blocs de contact électrique défectueux.
Vérifier la continuité électrique de la pédale de commande jusqu'aux solénoïdes de descente. Réparez le cas échéant.
Vérifier l'ordre des phases au niveau de la connexion de la tension d'alimentation principale à l'interrupteur de déconnexion. S'assurer que la séquence est:1-2-3( rouge-noir-blanc)。
Interrupteur de fin de course du vérin vers le bas défectueux ou connexion électrique lâche ou cassée.
Essayez d'effectuer le cycle presser le bélier en utilisant les commandes manuelles du distributeur hydraulique. S'il n'y a pas de mouvement du vérin, retirer la cartouche de la soupape de décharge et inspecter les joints toriques et les tiroirs coulissants pour vérifier qu'ils ne sont pas défectueux ou obstrués.
La soupape de décharge hydraulique est bloquée en position OUVERTE.
Connexion desserrée/fil rompu dans le câble de la console de commande de l'opérateur ou blocs de contact électrique défectueux.
3. Le vérin de pression ne descend qu'à faible vitesse
Cause
Solution
La position de changement de vitesse n'est pas réglée correctement.
Le réglage optimal pour le changement de vitesse se fait au contact du poinçon avec la pièce à former.
Le solénoïde de la vanne de haut volume DOWN est défectueux.
Vérifier la continuité électrique vers et au niveau du solénoïde. Réparer le cas échéant.
4. Le vérin hésite / s'arrête au point de changement de vitesse ou au contact de la pièce.point
Cause
Solution
La soupape de décharge haute pression ne maintient pas la pression de décharge préréglée.
Le vérin de la presse tombe en chute libre plus vite que le système ne peut fournir de l'huile à la presse. vérins hydrauliques.
La soupape de décharge haute pression ne maintient pas la pression de décharge préréglée.
Retirer la cartouche de décharge haute pression du bloc collecteur et vérifier que les joints toriques ne sont pas endommagés. Vérifier le tiroir coulissant central pour confirmer le fonctionnement de la soupape. Nettoyer avec un solvant et de l'air comprimé pour éliminer toute particule étrangère. Réinstaller et tester la soupape.
5. L'appui sur ram ne permet pas de revenir à la limite supérieure du programme.
Cause
Solution
Le mode de contrôle est réglé sur JOG.
Vérifier la continuité électrique entre le pupitre de commande de l'opérateur et les solénoïdes de montée. Effectuer les réparations nécessaires.
Connexion desserrée/fil rompu dans le câble de la console de commande de l'opérateur ou bloc de contact électrique défectueux.
Vérifier la continuité électrique entre le pupitre de commande de l'opérateur et les solénoïdes de montée. Effectuer les réparations nécessaires.
L'interrupteur de limitation de la montée du vérin est coincé ou endommagé en position activée.
Vérifier le fonctionnement mécanique de l'interrupteur de fin de course et la continuité électrique. Réparer le cas échéant.
6. Le vérin de presse ne s'arrête pas au point de pliage
Cause
Solution
Mauvais fonctionnement du distributeur hydraulique.
Activer manuellement les dérogations pour vérifier le fonctionnement mécanique de la vanne pilote. S'assurer qu'il n'y a pas d'obstruction du tiroir pilote ou des ressorts de centrage du tiroir de la vanne.
7. Le vérin s'arrête et/ou recule avant d'avoir atteint son plein tonnage ou de s'être arrêté.l'achèvement du virage
Cause
Solution
Le réglage du point de courbure du programme est incorrect.
Vérifier l'affichage du tonnage et le régler pour un tonnage plus élevé.
Une charge excentrée excessive provoque l'activation de l'interrupteur de limite de sécurité de torsion.
Rapprocher la pièce à former du centre de la presse.
Vérifier le point de courbure du programme pour voir si le coulisseau de presse atteint la position enregistrée.
Rapprocher la pièce à former du centre du plateau de la presse.
Le contrôle du tonnage est réglé trop bas pour terminer le virage.
Le réglage de la position de changement de vitesse lente est incorrect.
8. L'affichage du tonnage de la presse indique un tonnage complet mais la presse ne fonctionne pas.pour compléter le virage
Cause
Solution
Part's propriétés des matériaux sont incompatibles avec la configuration de la presse plieuse et de la matrice.
Les propriétés du matériau de la pièce sont incompatibles avec la configuration de la presse plieuse et de l'outil.
9. La jauge arrière ne passe pas à l'étape suivante de la longueur de la bride.
Cause
Solution
Confirmer que les étapes du programme de jaugeage arrière correspondent aux exigences du poste.
Vérifier ou modifier la dimension du programme de l'étape de la butée arrière.
La dimension de la position de la butée arrière par pas n'est pas programmée.
La dimension de la position de la butée arrière par pas n'est pas programmée.
Le bouton-poussoir STOP est bloqué sur OFF.
Remettre le bouton-poussoir STOP de la jauge arrière sur ON (1/4 tour dans le sens des aiguilles d'une montre)。
10. Surchauffe du système hydraulique
Cause
Solution
Testez le débit et la pression de la pompe dans un centre d'entretien hydraulique. Si ces installations ne sont pas pratiques, la cartouche haute pression "P2" peut être retirée et examinée pour détecter les dommages mécaniques et l'usure. Remplacer la cartouche ou la pompe complète, selon le cas.
Testez le débit et la pression de la pompe dans un centre d'entretien hydraulique. Si ces installations ne sont pas pratiques, la cartouche haute pression "P2" peut être retirée et examinée pour vérifier qu'elle n'est pas endommagée mécaniquement ou usée. Remplacer la cartouche ou la pompe complète, selon le cas.
S'assurer que le point de changement de vitesse de la presse plieuse est au-dessus du matériau à former et que l'indicateur de tonnage enregistre le tonnage nominal.
L'opérateur tente continuellement de former des pièces au-delà de la capacité de la presse plieuse.
La soupape de décharge haute pression du système hydraulique se détend prématurément.
L'élément d'accouplement entre le moteur électrique et la pompe hydraulique est usé ou désintégré.
Retirer la cartouche de décharge haute pression du bloc collecteur et vérifier que les joints toriques ne sont pas endommagés. Pousser le tiroir coulissant central pour confirmer le fonctionnement de la soupape. Nettoyer avec un solvant et de l'air comprimé pour éliminer toute particule étrangère. Réinstaller puis tester la soupape.
La cartouche de la pompe haute pression est défectueuse ou usée, ce qui entraîne une perte de débit et de pression.
Retirer la cartouche de décharge haute pression du bloc collecteur et vérifier que les joints toriques ne sont pas endommagés. Pousser le tiroir coulissant central pour confirmer le fonctionnement de la soupape. Nettoyer avec un solvant et de l'air comprimé pour éliminer toute particule étrangère. Réinstaller puis tester la soupape.
Inspecter et remplacer si nécessaire.
11. La pompe hydraulique est bruyante
Cause
Solution
Le niveau du liquide hydraulique est bas.
Vérifier le niveau de liquide lorsque le vérin de la presse est en position haute. Si nécessaire, ajouter du liquide jusqu'à ce qu'il soit visible dans le voyant.
La crépine d'aspiration de l'entrée de la pompe est bouchée ou obstruée.
Vérifier l'état du fluide. Remplacer la crépine hydraulique, le fluide et le filtre hydraulique si nécessaire.
La tuyauterie ou les raccords d'entrée hydraulique sont desserrés, ce qui fait que la pompe ingère de l'air.
Vérifier que le joint d'arbre n'est pas usé ou endommagé. Remplacer si nécessaire.
Vérifier les raccords de tuyauterie, le joint torique entre la pompe et la bride d'entrée, et serrer les boulons de la bride d'entrée.
Vérifier que le joint d'arbre n'est pas usé ou endommagé. Remplacer si nécessaire.
12. Les modes de fonctionnement ne passent pas au réglage suivant
Cause
Solution
Le sélecteur EDIT est en position LOCK.
Vérifier la procédure d'exploitation écrite et modifier le mode d'exploitation pour qu'il soit conforme.
13. La jauge CNC est inopérante/ne fonctionne pas correctement
Cause
Solution
Interface de mesure CNC incorrecte
Vérifier la documentation et l'installation de l'interface. Contacter le service après-vente de l'usine pour confirmer les exigences de l'interface de la presse plieuse.
14. Le moteur principal de la presse plieuse ne peut pas être démarré
Les causes :
Le circuit de démarrage du moteur principal peut présenter des dysfonctionnements dus à divers facteurs, notamment le fait de ne pas relâcher le bouton d'arrêt d'urgence, des connexions de câbles mal serrées ou l'absence d'une alimentation de commande de 24V.
En outre, les composants liés au système de démarrage du moteur principal, tels que les relais thermiques, les disjoncteurs et les contacteurs CA, peuvent mal fonctionner ou être endommagés, ce qui entraîne une défaillance du circuit de démarrage.
Problèmes d'alimentation ;
Solutions :
Vérifier si le circuit d'arrêt d'urgence et de démarrage du moteur principal n'est pas libéré, si le câblage est lâche, si la puissance de commande est de 24 V ;
Pour déterminer la cause de la défaillance du circuit de démarrage du moteur principal, il est nécessaire d'inspecter les composants du circuit de démarrage pour vérifier la présence d'une protection contre les surcharges. Si c'est le cas, il est important d'analyser les raisons de la surcharge et de vérifier si les composants ont été endommagés.
Vérifier si l'alimentation triphasée est normale ;
15. Le coulisseau de la presse plieuse ne peut pas être abaissé rapidement
Les causes :
L'accord du rail du bélier est trop serré ;
L'axe de la butée arrière n'est pas en place ;
Le bélier n'est pas au point mort haut ;
Les signaux des commutateurs au pied ne sont pas entrés dans le module ;
Le dysfonctionnement de la servo-vanne proportionnelle ;
Solutions :
Vérifier si la rampe d'accès est appropriée ;
Pour résoudre le problème, il est nécessaire de vérifier s'il existe un curseur pour la position réelle de l'axe X sur le contrôleur, ou de vérifier si la valeur de programmation de la butée arrière et la valeur réelle correspondent dans l'interface manuelle.
Sur le contrôleur, l'état de l'axe Y doit être réglé sur "1". S'il est réglé sur "6", il est nécessaire de vérifier les coordonnées réelles de l'axe Y. La valeur doit être inférieure à la différence entre l'axe Y et sa position de retour. La valeur doit être inférieure à la différence entre l'axe Y et sa position de retour.
Selon les schémas électriques, vérifier si les signaux d'entrée de la pédale sont normaux ;
Vérifier si le retour d'information de la servovanne proportionnelle est normal ;
16. Le coulisseau de la presse plieuse ne peut pas plier ou la vitesse de pliage est très lente
Les causes :
Le bélier n'est pas au point de conversion de la vitesse ;
L'ensemble des paramètres de la flexion de l'axe Y n'est pas bon ;
La pression n'est pas suffisante, comme la programmation, le paramétrage de la machine-outil, l'hydraulique ;
Solutions :
Vérifiez si l'état de l'axe Y passe de "2" à "3", la valeur réelle de l'axe Y doit être supérieure à la valeur du point de conversion de la vitesse, sinon il faut ajuster les paramètres de la partie avance rapide ;
Réajuster une partie des paramètres de flexion de l'axe Y ;
Pour approfondir le diagnostic, il est important de vérifier si l'opération de programmation est incorrecte, si les paramètres sont mal réglés ou s'il y a des problèmes hydrauliques. Pour ce faire, vous pouvez utiliser un manomètre et un multimètre pour détecter la pression principale et le signal de la soupape de pression proportionnelle. Ensuite, vérifiez si la soupape de pression proportionnelle et la soupape principale sont bloquées, inspectez le filtre et l'huile, et enfin, vérifiez la pompe et son accouplement.
Impossible de retourner sans charge, peut-être un problème de paramètre ou une défaillance hydraulique ;
Ne peut pas revenir pendant le pliage, l'angle de la pièce ne correspond pas à la valeur réglée ;
Impossible de revenir pendant le pliage, l'angle de la pièce a dépassé la valeur réglée ;
Solutions :
Pour résoudre les problèmes liés à l'axe Y, il est important de vérifier les paramètres de l'axe Y et les paramètres de flexion en fonction des conditions réelles. Si le gain est trop faible, le vérin risque de ne pas se plier correctement ou de ne pas se plier du tout, et s'il est trop important, le vérin risque de trembler. Les paramètres doivent être ajustés de manière à ce que le vérin ne tremble pas ou qu'il ait un gain légèrement plus élevé.
En outre, il peut être nécessaire d'ajuster les réglages de biais pour les vannes gauche et droite au cours de la procédure de diagnostic. Si l'axe Y est trop petit, il risque de ne pas pouvoir atteindre sa position, et s'il est trop grand, il risque de ne pas pouvoir se décharger. En cas de panne hydraulique, il est nécessaire de contrôler la pression principale et de vérifier si la vanne PV S5 a été placée en position de puissance.
Il est possible que le gain du paramètre de l'axe Y soit trop faible et qu'il puisse être augmenté. Il est également possible que la pression ne soit pas suffisante, et il est nécessaire d'analyser la raison de ce manque de pression. Cela peut être dû à des facteurs de programmation ou à des facteurs hydrauliques.
Les facteurs de programmation comprennent le choix du moule, l'épaisseur de la plaque, le matériau, la longueur de la pièce, la méthode de pliage, etc. D'autre part, les facteurs hydrauliques comprennent les fuites de la pompe hydraulique, la contamination ou l'endommagement de la soupape de pression proportionnelle, l'obstruction du filtre ou la contamination de l'huile.
Principalement pour des raisons de programmation et de fonctionnement, vérifier le programme et la pièce à usiner ;
18. Le déplacement du bélier n'est pas bon
Les causes :
Le serrage du rail n'est pas approprié ;
Le contre-écrou du vérin est desserré ;
Les paramètres de la machine doivent être ajustés ;
Le gain, les points zéro sur l'amplificateur de la servovalve proportionnelle doivent être ajustés ;
La pression de la soupape de contre-pression peut être incorrecte ou déséquilibrée entre les deux côtés. Si le réglage de la contre-pression est trop faible, le vérin peut diminuer lentement et trembler pendant le fonctionnement. Un déséquilibre de la contre-pression entre les deux côtés peut entraîner une torsion du vérin pendant le fonctionnement.
Solutions :
Réajuster le jeu du guide ;
Reverrouillage, si l'écrou de blocage et la vis sont trop lâches, il faut les remplacer ;
S'il existe une courbe de référence, elle doit être ajustée en fonction de la courbe de référence ;
Seules les valves BOSCH et REXROTH peuvent être réglées, mais il faut être prudent ;
Utiliser des manomètres pour ajuster la pression de la soupape de contre-pression et faire en sorte que les deux côtés soient cohérents ;
19. Le moteur principal s'arrête automatiquement, le relais thermique et le disjoncteur sont protégés.
Les causes :
La soupape de pression proportionnelle, la soupape principale était bloquée, la machine était en état de surpression ;
Le bouchon du filtre est bloqué, le mouvement de l'huile n'est pas régulier, la pression de la pompe est élevée ;
L'utilisation du pétrole pendant trop longtemps a été contaminée ;
Mauvaise qualité de l'huile ;
Les disjoncteurs, les problèmes de succession thermique, ne parviennent pas à atteindre le courant nominal ;
La défaillance de la sortie de pression contrôlée par le système et l'envoi d'un signal erroné font que la soupape de pression proportionnelle fonctionne en permanence ;
Solutions :
Nettoyage de la soupape de pression proportionnelle, de la soupape principale ;
Remplacer le filtre et vérifier le degré de pollution de l'huile ;
I3, remplacer immédiatement le filtre à huile ;
Remplacé par l'huile recommandée ;
Remplacer le disjoncteur, l'interrupteur de surchauffe ;
Vérifier la sortie du système ;
20. La valve hydraulique est bloquée
Les causes :
L'utilisation du pétrole pendant trop longtemps a été contaminée ;
Mauvaise qualité de l'huile ;
La peau en caoutchouc à l'embouchure du réservoir d'huile vieillit ;
Solutions :
Remplacer l'huile à temps ;
Remplacer l'huile recommandée ;
Remplacer la feuille de caoutchouc résistant à l'huile ;
21. Déclin du cylindre de frein de presse
Les causes :
Soupape de contre-pression, la soupape de levage est encrassée ou endommagée ;
La contre-pression est faible ;
Glyd lap strain, wear ;
La paroi intérieure du cylindre est endommagée ;
Si le vérin s'arrête à n'importe quelle position et diminue lentement, si après 5 minutes la baisse est inférieure à 0,50 mm, alors c'est normal, ce phénomène est principalement causé par les caractéristiques de l'huile hydraulique ;
Solutions :
Nettoyer la soupape de contre-pression, soulever la soupape, la remplacer si elle est endommagée ;
Réajuster la pression sur la soupape de contre-pression conformément à la norme ;
Remplacer l'anneau Glyd et vérifier les causes de la tension et de l'usure de l'anneau Glyd ;
Généralement en raison de la pollution de l'huile, remplacer le cylindre, la bague d'étanchéité ;
La contre-pression des deux côtés n'est pas constante, le réglage de la contre-pression est peut-être trop élevé ;
Solutions :
Ajuster la contre-pression à la valeur spécifiée, pour maintenir la cohérence ;
23. La ram attend trop longtemps au point de transition de la vitesse.
Les causes :
Fuite au niveau de l'orifice d'aspiration du réservoir ;
Défaillance de la soupape de remplissage : une mauvaise installation entraîne le blocage du noyau de la soupape, ou la tension du ressort n'est pas suffisante ;
L'ensemble des paramètres de l'axe Y n'est pas bon ;
Solutions :
Vérifier l'étanchéité de la feuille de caoutchouc, réinstaller le couvercle ici ;
Vérifier l'installation de la vanne de remplissage, vérifier le fonctionnement du noyau de la vanne, vérifier la tension du ressort ;
Ajuster les paramètres de l'axe Y ;
24. La longueur et les angles de flexion de la pièce changent trop.
Les causes :
Le réglage du paramètre d'inertie de la machine n'est pas approprié ;
matériau de la feuille ;
Solutions :
Réajuster les paramètres d'inertie de la machine ;
Vérifier le matériau de la feuille ;
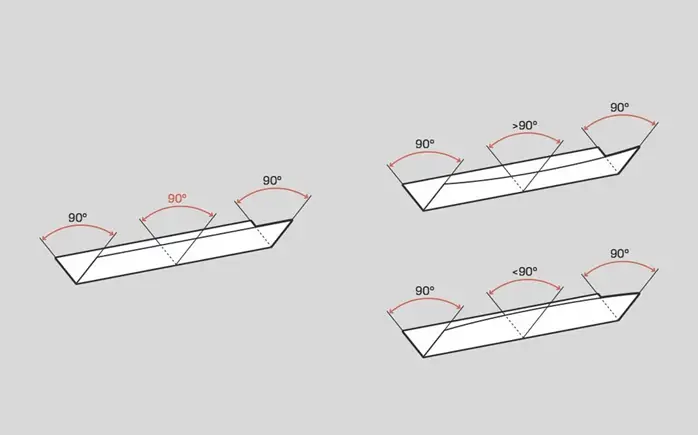
25. Lorsque la pièce présente une courbure multidirectionnelle, la taille de l'erreur cumulée est trop importante.
Les causes :
La pièce présente trop d'étapes de pliage, ce qui entraîne une erreur d'accumulation importante ;
Ordre de pliage déraisonnable ;
Solutions :
Ajuster finement la précision de chaque coude de manière à ce que l'angle soit le plus possible dans la différence négative, la taille la plus précise possible ;
Ajuster la séquence de pliage si possible ;
26. La pression calculée automatiquement à partir du Contrôleur de frein de presse est supérieure à l'impédance de la matrice
Les causes :
La sélection des filière inférieure pendant le mode de programmation n'est pas raisonnable ;
Le jeu d'impédance de moule n'est pas correct ;
La méthode de pliage de la programmation est mal choisie ;
Les paramètres constants de la machine sont modifiés, tels que les paramètres des matériaux, la sélection de l'unité ;
Solutions :
Il convient de sélectionner le outillage de presse-plieuse en fonction de la relation entre l'épaisseur de la plaque et la largeur de la fente V de la filière inférieure ;
L'ensemble correct d'impédance de moule ;
Vérifier le programme ;
Vérifier les paramètres constants de la machine-outil ;
27. Lors de la programmation de grands arcs de cercle, le système est calculé pour être lent ou mort.
Les causes :
La valeur programmée de la valeur X dépasse la valeur maximale de l'axe X dans le paramètre ;
Solutions :
Vérifier le programme ;
28. La température de l'huile hydraulique de la presse plieuse est trop élevée
Les causes :
Défaillance hydraulique, telle que l'obstruction du filtre, la pollution de l'huile, la détérioration, etc ;
De longues heures de travail sous haute pression ;
Solutions :
Vérifier le filtre, l'huile, le remplacer si nécessaire ;
Vérifier les raisons des longues heures de travail sous pression, les besoins réels ou d'autres raisons ;
29. Les angles de la pièce fabriquée ne sont pas précis
Les causes :
Si l'erreur est très importante, il peut s'agir d'une erreur de programmation, d'un desserrage de la connexion du coulisseau, d'une défaillance de la règle de la grille ;
en cas de petite erreur, vous pouvez corriger les paramètres dans le contrôleur, après l'amendement peut fonctionner de manière stable, alors c'est normal ;
L'angle instable, qui change souvent, peut être causé par le relâchement du coulisseau, la défaillance de la règle de la grille, les matériaux métalliques ;
Solutions :
Pour résoudre le problème, il est important de revoir les procédures de fonctionnement et de vérifier que le moule, le matériau, l'épaisseur, la longueur de la pièce et le mode de pliage indiqués dans les procédures correspondent à l'opération réelle. En outre, il est important de vérifier si la connexion du coulisseau est sûre et si la connexion du caillebotis est ferme.
De petites erreurs au cours de l'opération peuvent être causées par divers facteurs, tels que les différences entre l'épaisseur programmée du matériau et l'épaisseur réelle utilisée, l'uniformité du matériau, l'usure du moule et des raisons liées à l'opérateur.
Pour déterminer la cause du problème, il est nécessaire de vérifier la précision du repositionnement de l'axe Y. En outre, il faut vérifier si la connexion du coulisseau et la connexion de la grille sont normales. En outre, il faut vérifier si la connexion du coulisseau et la connexion de la grille sont normales. Si elles sont normales, le problème peut être causé par le matériau de la plaque.
30. La taille de la pièce fabriquée n'est pas exacte
Les causes :
Les changements fréquents de la taille de l'instabilité peuvent être causés par des facteurs tels que l'alimentation électrique de la presse plieuse, le servomoteur, l'encodeur du servomoteur et les câbles connexes, les systèmes, la connexion mécanique de la vis et la courroie de distribution (roue).
Les écarts de taille stables sont le plus souvent dus au parallélisme et à l'absence d'un système d'information. rectitude de la poutre de la butée arrière, ainsi que le parallélisme et le degré de verticalité de la butée arrière.
Lors du positionnement à l'aide de l'arête de pliage, si l'angle de pliage est supérieur à 90 degrés, il peut en résulter une faible distance de positionnement.
Solutions :
Il est important de vérifier la précision du positionnement de la répétition de l'axe de la butée arrière, qui doit généralement être inférieure à 0,02 mm. En cas d'écart important, il est nécessaire d'identifier les facteurs possibles et d'y remédier. Si le problème provient du servomoteur, de l'encodeur du servomoteur ou du contrôleur, il est préférable de demander l'aide de l'équipe de la fabricant de presses plieuses.
Pour résoudre le problème, il est important de vérifier d'abord le parallélisme et la rectitude de la poutre, puis le parallélisme et le degré de verticalité de la butée arrière.
Si le positionnement se fait à l'aide de l'arête de pliage, il est recommandé de veiller à ce que l'angle de pliage ne dépasse pas 90 degrés.
31. La pièce se déforme dans la position de pliage après le pliage
Les causes :
La cause de la déformation est principalement due à la vitesse de pliage rapide, qui fait que la main ne suit pas la déformation de la pièce.
Solutions :
Pour résoudre ce problème, il est nécessaire de réduire la vitesse de pliage et de veiller à ce que les mains se déplacent en même temps que la pièce.
32. L'angle de pliage de la pièce longue n'est pas constant
Les causes :
Le problème peut être dû à des incohérences dans l'épaisseur du matériau, une extrémité étant épaisse et l'autre mince.
Le problème peut être dû à une hauteur incohérente du poinçon, une extrémité étant plus haute que l'autre.
Le problème peut être dû à un bloc central inégal.
Solutions :
Veuillez faire part de vos commentaires à la Découpe au laser Le département de l'industrie et de l'artisanat doit veiller à ce que la sélection des matériaux fasse l'objet d'une attention particulière. En outre, il remplace le poinçon de la presse plieuse et ajuste le bloc central si nécessaire.
33. Il arrive que la pièce soit déformée au cours de l'opération. Pliage en Z
Les causes :
Pendant le processus de pliage, l'extrémité arrière de la pièce se soulève le long de la courbe et entre en contact avec le doigt arrière, ce qui la coince. Par conséquent, la pièce est déformée après le processus de pliage.
Solutions :
Adopter la fonction de traction arrière de la butée arrière.
34. Le bord du trou carré situé au milieu du tôle est très proche de la ligne de pliage, ce qui fait que la pièce ne peut pas être complètement pliée.
Les causes :
La distance entre le bord de la pièce et le point d'ancrage de l'appareil. ligne de pliage est inférieure à la moitié de la taille de l'ouverture en V dans la matrice, ce qui la rend impossible à plier.
Solutions :
Broyer le matériau jusqu'à la ligne de pliage.
Appuyez d'abord sur la ligne de pliage, puis pliez-la.
35. La pièce comporte un trou qui est très proche de la ligne de pliage. Le trou sera déformé s'il est plié directement.
Solutions :
Pressez d'abord la ligne, puis pliez-la.
Découper une ligne au niveau du position de flexion à l'aide d'une découpeuse laser afin d'éviter l'arrachement du matériau.
Si la production concerne de petits lots et nécessite une bonne finition, il est recommandé d'utiliser une machine de découpe au laser pour la réalisation des trous et le pliage. Enfin, terminez l'ensemble du processus d'expansion.
36. La petite taille de la courbure rend difficile son positionnement et le poinçon est facilement pressé sur le doigt arrière.
Les causes :
La taille de la courbure est comprise dans la distance entre l'axe de l'ouverture en V de la matrice et le bord de la pièce, ce qui rend son positionnement difficile si la matrice est installée dans son orientation normale. S'il est installé à l'envers, le poinçon s'appuie sur le doigt arrière.
Solutions :
Pour éviter le poinçon, installez la matrice à l'envers et placez un joint devant le bouchon arrière, ce qui le fera reculer.
Si la taille de l'autre extrémité est précise, il est possible d'effectuer le positionnement à cet endroit. Il est important de ne pas oublier d'installer la filière en position inversée.
37. La bride de flexion n'est pas droite et la taille est instable
Les causes :
Les lignes de presse et le pré-pliage n'ont pas été pris en compte lors du processus de conception.
La force de pression est insuffisante.
L'usure angulaire des matrices convexes et concaves est asymétrique ou les force de flexion est inégale.
Lors du pliage avec une pression élastique et du positionnement avec des trous, l'extérieur du coude peut être tiré en raison du frottement entre la surface concave de la matrice et la surface extérieure des pièces, ce qui entraîne une déformation des trous de positionnement.
Solutions :
Adopter le pliage de la forme
Augmenter la pression de la plaque d'éjection
Pour éviter le glissement des pièces pendant le pliage, ajoutez des points durs ou des grains à la plaque d'éjection afin d'augmenter la force de friction.
41. La surface courbée est plus fine.
Les causes :
L'angle rond de la matrice concave est trop petit
L'écart entre les matrices convexes et concaves est trop faible
Solutions :
Augmenter le rayon de la matrice concave
Corriger l'écart entre les matrices convexes et concaves
42. La face frontale de la pièce est bombée ou irrégulière
Les causes :
Pendant le pliage, la surface extérieure du matériau est tirée dans une direction circulaire, ce qui provoque une déformation de contraction, tandis que la surface intérieure est pressée dans une direction circulaire, ce qui provoque une déformation d'élongation. La surface d'extrémité de flexion est alors bombée dans le sens de la flexion.
Solutions :
Le poinçon doit être soumis à une pression suffisante dans la phase finale de l'estampillage
Réaliser le rayon de la matrice concave correspondant à l'angle extérieur des pièces
Amélioration supplémentaire des processus
43. Le fond de la pièce concave est irrégulier
Les causes :
Le matériau lui-même est inégal
La surface de contact entre la plaque supérieure et le matériau est faible ou la force d'éjection du matériau est insuffisante.
Pas besoin de dispositif d'éjection dans la filière concave
Solutions :
Matériaux de nivellement
Ajuster le dispositif d'éjection pour augmenter la force d'éjection
Ajouter un dispositif d'éjection ou de calibrage
Ajouter une procédure de remodelage
44. Dislocation de l'axe de deux trous opposés l'un à l'autre après pliage
Les causes :
Le matériau rebondit et modifie la angle de flexion de sorte que l'axe central n'est pas aligné.
Solutions :
Ajouter une procédure d'étalonnage
Améliorer matrice de pliage la structure pour réduire la résistance des matériaux
45. La précision de la position du trou ne peut être garantie après le pliage
Modifier les méthodes techniques ou ajouter un processus de positionnement des techniques
46. La ligne courbe n'est pas parallèle au centre des deux trous
Les causes :
Lorsque la hauteur de cintrage est inférieure à la hauteur limite minimale de cintrage, la partie cintrable se dilate.
Solutions :
Augmenter la hauteur des pièces à plier
Améliorer la technique de pliage
47. La partie pliée présente une déviation de l'arc dans le sens de la largeur
Les causes :
La torsion et la flexion sont dues à l'irrégularité de la profondeur d'emboutissage et au retrait dans le sens de la largeur du composant.
Solutions :
Augmentation de la pression de flexion
Ajouter une procédure d'étalonnage
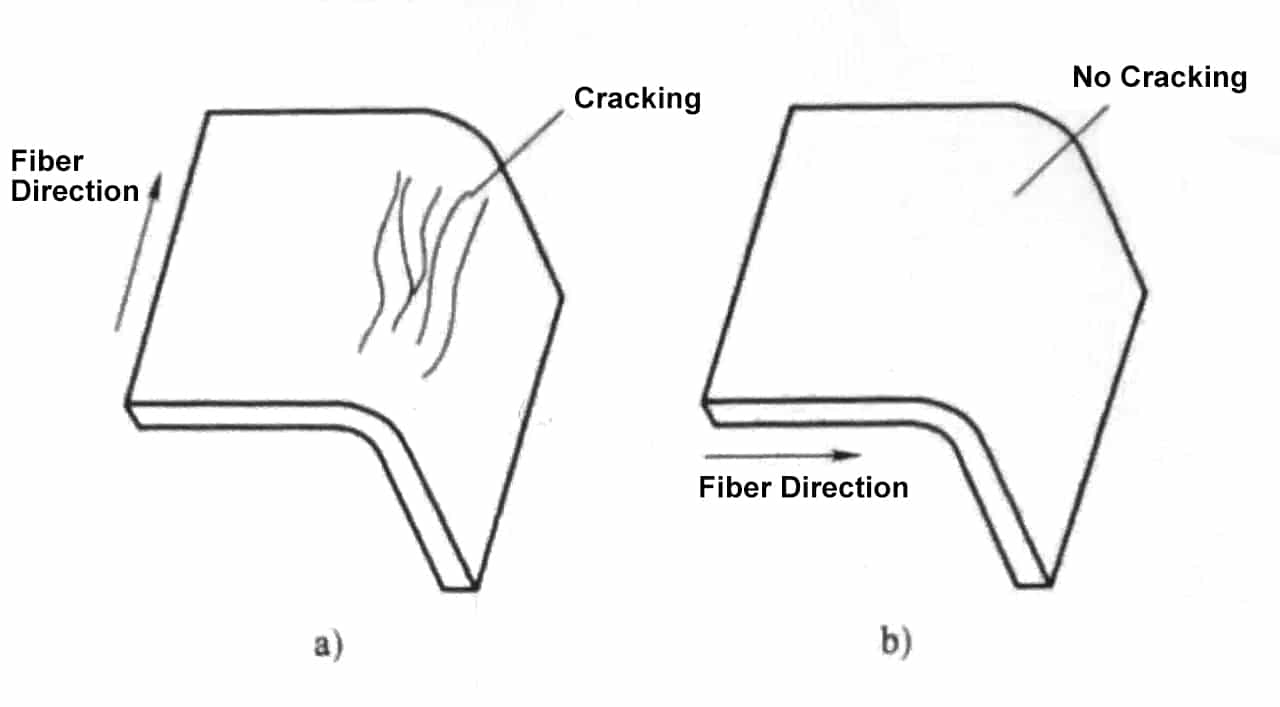
Veiller à ce que le sens du grain du matériau et le sens de flexion forment un certain angle.
48. Les parties avec encoche coupée se plient vers le bas
Les causes :
L'encoche de coupe ouvre les deux bords droits à gauche et à droite, ce qui provoque une déviation au bas de la pièce.
Solutions :
Améliorer la structure des composants
La quantité de technologie indemnité de pliage est augmentée au niveau de l'incision pour que celle-ci soit connectée, puis coupée après le pliage.
49. La pièce déformée après le pliage
Les causes :
La déformation est principalement due à la vitesse de la cintreuse, et la main n'a pas suivi la vitesse de la machine.
Solutions :
Réduire la vitesse de la cintreuse, la pièce tenue à la main a la même vitesse que le fonctionnement de la machine.
50. Pour la pièce la plus longue, il y aura un grand angle et un petit angle aux deux extrémités
Les causes :
L'épaisseur du matériau n'est pas uniforme, une extrémité étant épaisse et l'autre mince.
L'usure des moules est inégale, la hauteur est différente aux deux extrémités.
Le bloc du milieu n'est pas équilibré, il n'est pas au même niveau.
Solutions :
Retour d'information au laser ou au NCT, qu'il soit attentif à l'évolution de la situation. sélection des matériaux.
Changer la matrice du poinçon
Ajuster le bloc central.
51. Lors du cintrage en Z par une cintreuse CNC, certaines parties seront déformées.
Les causes :
Ceci est principalement dû au mouvement de flexion vers le haut de la pièce, qui a heurté la butée arrière et a été comprimée, ce qui a conduit à la déformation.
Solutions :
Retirer la jauge arrière.
52. La taille de la courbure est petite, le positionnement est mauvais, le moule est facile à presser sur la jauge arrière.
Les causes :
La filière inférieure ne peut pas être positionnée pendant la distance entre l'axe du V et le bord de la filière.
Solutions :
Installez le moule dans un autre sens. Ajouter un joint (pas plus de 3t) avant la jauge arrière, de sorte que la jauge arrière puisse éviter le moule supérieur.
Si l'autre extrémité a une taille de ≧ 3, il est également possible de fabriquer l'autre extrémité et d'installer le moule inférieur d'une autre manière.
53. Un écart trop important entre le coulisseau et le rail de guidage produit un bruit anormal.
Les causes :
Ce type de dysfonctionnement est dû à l'utilisation prolongée des rails, à l'augmentation de l'écart due à l'usure.
Solutions :
Il est nécessaire de vérifier le degré d'usure de la plaque de guidage, de déterminer s'il faut remplacer la plaque de rail en fonction du degré d'usure, de réajuster l'écart pour répondre aux exigences.
54. Défaut de transmission de la jauge arrière.
Les causes :
La transmission à calage arrière tombe en panne parce que l'arbre d'entraînement est désengagé de la courroie de distribution de la poulie de distribution ou parce que la courroie patine.
Solutions :
Ce dysfonctionnement nécessite le remontage de la chaîne et de la courroie de distribution, puis le contrôle de la partie électrique.
55. Désalignement parallèle trop important entre le rail de guidage de la traverse de la butée arrière et l'axe du moule.
Solutions :
Cet échec doit libérer l'axe "X". courroie synchroneRégler à nouveau la plage de tolérance du parallélisme, réinstaller la courroie synchrone.
56. Desserrage de la connexion entre le cylindre et le vérin, ce qui entraîne un manque de précision de l'angle de flexion ou l'impossibilité pour la machine de trouver le point de référence.
Solutions :
Ce type de défaut nécessite de revérifier le serrage du vérin et de l'écrou de raccordement du cylindre.
Vérifier si la bobine électromagnétique de la soupape de décharge proportionnelle est sous tension. Si la tension de la bobine électromagnétique est conforme aux exigences. Pour les raisons susmentionnées, veuillez vérifier les pièces électriques concernées.
Vérifiez si la valve à cartouche est bloquée ou si le tiroir principal est bloqué, ainsi que si le trou d'humidification est obstrué. Si c'est le cas, retirez la soupape de décharge et nettoyez-la.
la modulation de phase de l'alimentation triphasée, ce qui entraîne l'inversion du moteur.
58. La vitesse du bélier passe de lente à rapide, la pause est trop longue.
Solutions :
Vérifier si la surface de l'huile du réservoir est trop basse, si la bouche de remplissage n'est pas inondée. Lors de l'avance rapide, la chambre du cylindre se remplit de liquide et d'air, ce qui entraîne un remplissage insuffisant. Pour les raisons susmentionnées, l'huile du réservoir peut être ajoutée au réservoir de remplissage à 5 mm au-dessus de la bouche de remplissage jusqu'à ce qu'elle soit complètement remplie.
Vérifiez si la vitesse d'avance rapide est trop élevée, ce qui entraîne un remplissage insuffisant. Pour les raisons décrites ci-dessus, vous pouvez réduire la vitesse d'avance rapide en modifiant les paramètres du système.
Vérifier si la vanne de remplissage est complètement ouverte, si c'est à cause de la pollution de l'huile, si le tiroir de la vanne n'est pas flexible et si le problème est bloqué, le remplissage d'huile est insuffisant. Il est nécessaire de nettoyer la soupape de remplissage et de la réinstaller, afin d'assouplir le tiroir.
59. Ram revient normal, avance rapide normale, manuel ne peut pas ralentir, flexion faible.
Solutions :
Vérifier si la vanne d'inversion, qui contrôle le circuit d'huile, fonctionne correctement. Si c'est le cas, cela signifie que la vanne de remplissage n'est pas fermée, de sorte que la chambre supérieure et l'orifice de remplissage du réservoir, qui sont reliés, ne peuvent pas monter en pression. La raison pour laquelle la vanne ne fonctionne pas correctement est qu'elle n'est pas alimentée ou qu'elle est bloquée.
Vérifier si la valve de remplissage est bloquée, si c'est le cas, nettoyer la valve de remplissage, la réinstaller, afin que la bobine soit flexible.
60. La vitesse de retour du bélier est trop lente.
Les causes :
Le dysfonctionnement tel qu'une pression de retour élevée est principalement dû au fait que le robinet de remplissage n'est pas ouvert. Ce phénomène va à l'encontre de la logique du dysfonctionnement ci-dessus 3.
Solutions :
Il est possible d'y remédier en se référant à la solution du dysfonctionnement 3.
61. Après le démarrage de la pompe de la cintreuse CNC, les interrupteurs de déconnexion basse tension.
Solutions :
Les vérifications suivantes sont nécessaires pour de telles défaillances :
Vérifier le phénomène d'absence d'alimentation électrique.
Vérifier si le blocage du filtre haute pression entraîne un courant trop élevé dans le moteur de la pompe.
Vérifier si l'interrupteur basse tension n'est pas réglé trop petit.
62. Après le démarrage de la CNC presses plieusesle point de référence ne peut pas être trouvé pendant le retour.
Solutions :
Les pièces de raccordement de la tête de lecture à la règle graduée peuvent se desserrer, ce qui fait que la tête de lecture ne s'aligne pas sur le point de référence de la règle graduée pendant la course de retour. Dans ce cas, le cylindre a dépassé sa course et la pompe fonctionne en surcharge. Pour résoudre ce problème, appuyez sur le bouton d'arrêt rouge de l'appareil. Système CNC pour arrêter le point de référence. Rebranchez le connecteur pour fixer la règle à grille, passez en mode manuel et abaissez manuellement le coulisseau jusqu'à ce qu'il s'aligne avec la matrice inférieure. Revenez ensuite au point de référence et corrigez le problème.
Si l'opérateur n'a pas correctement arrêté la presse plieuse après la dernière opération et n'a pas arrêté le coulisseau au point mort haut avant de mettre la machine hors tension, il peut s'avérer nécessaire d'arrêter la machine. Presse plieuse CNCLors du démarrage suivant, le vérin peut se trouver dans la position de chevauchement du moule supérieur et du moule inférieur. Le système sera alors incapable de trouver le point de référence lors de l'opération de point de référence.
Pour résoudre ce problème, passez le système en mode manuel et réglez manuellement le coulisseau sur la position de chevauchement des moules supérieur et inférieur. Passez ensuite en mode semi-automatique ou automatique et repositionnez le point de référence.
63. Pour la cintreuse CNC DNC60 ou DNC600, le système CNC ne s'affiche pas, le témoin lumineux gris-blanc de la clé de programmation clignote.
Les causes :
Ce dysfonctionnement est généralement dû au fait que l'opérateur du contrôleur n'efface pas rapidement et complètement les programmes de produits inutilisés au cours du processus de programmation des produits et qu'il modifie directement le programme du produit précédent.
Des occurrences répétées de ce comportement peuvent conduire à ce que la mémoire tampon du système soit remplie de programmes, ce qui empêche le programme système de fonctionner correctement.
Solutions :
Pour résoudre le problème, débranchez d'abord l'alimentation principale du moteur. Ensuite, appuyez simultanément sur les touches "+ +" et "- -" du clavier. Enfin, remettez le système sous tension pour le ramener à son état initial.
Ensuite, effacez le projet en introduisant "1" pour indiquer l'élément à effacer. Après avoir introduit le mot de passe "817", appuyez sur la touche Entrée pour confirmer. L'écran affiche un message indiquant que l'opération a été exécutée. A ce stade, les étapes nécessaires à l'effacement du projet ont été franchies.
64. "L'erreur de comptage de la règle à caillebotis de la cintreuse CNC provoque une erreur d'angle de cintrage.
Les causes :
Ce dysfonctionnement résulte principalement de l'augmentation cumulative des erreurs de précision de repositionnement dans les axes "Y1" et "Y2", ce qui entraîne une augmentation de l'erreur d'angle de la pièce après le pliage. Cette augmentation de l'erreur angulaire s'ajoute aux erreurs précédentes et est principalement due à la perte d'impulsions du signal de retour de la règle du réseau.
Solutions :
Pour résoudre ce problème, retirez la règle à grille et nettoyez-la soigneusement. Prendre des mesures pour réduire la poussière et les vibrations. Reconcevez et réinstallez la règle à caillebotis afin de garantir un niveau d'installation raisonnable. Si la règle de criblage est endommagée, elle doit être renvoyée au fabricant pour être réparée ou remplacée.
65. Une fois le produit programmé, l'alarme de distance de sécurité est déclenchée pour les axes "X" et "R" de la jauge arrière.
Les causes :
Ce type de dysfonctionnement se produit principalement parce que les réglages de la distance de sécurité entre les moules supérieur et inférieur, ainsi que les positions limites des axes X et R, sont en conflit avec les positions programmées. Pour garantir la sécurité, le système déclenche une alarme et empêche le fonctionnement si ces réglages sont incorrects.
Solutions :
Pour résoudre le problème, reprogrammez le produit ou modifiez les paramètres du produit ou les réglages du moule afin qu'ils répondent aux exigences. L'alarme sera ainsi levée et le produit pourra fonctionner.
66. Jauge arrière axe X et axe R, une erreur se produit dans le moteur d'entraînement.
Solutions :
Pour remédier à ce type de défaillance, il faut d'abord ouvrir le boîtier électrique de l'appareil. Cintrage CNC machine. Vérifiez l'affichage du code d'alarme sur l'écran du conducteur et déterminez la cause de l'alarme en vous référant au manuel de l'utilisateur et au code d'alarme.
Les deux alarmes les plus courantes sont les suivantes :
Alarme 16, indiquant une surcharge du moteur d'entraînement. Vérifiez la flexibilité, la résistance et la limite mécanique des variateurs de l'axe X et de l'axe Y. Si nécessaire, résolvez les problèmes mécaniques. Si nécessaire, résolvez les problèmes mécaniques.
Alarme 22, indiquant une alarme de signal de retour du codeur. Cela peut être dû à un mauvais contact au niveau du "joint", à un dessoudage ou à une déconnexion, ou à une interférence du signal. Vérifiez chaque problème un par un.
67. L'emplacement de l'affichage de l'ordinateur Y1, Y2 ne correspond pas à l'emplacement réel.
Les causes :
Ce type de défaillance est principalement dû au fait que les modifications du point de référence initial de la cintreuse à commande numérique ne sont pas précises.
Solutions :
Pour réinitialiser le point de référence.
68. Le positionnement du contrôleur des axes X et R ne correspond pas au positionnement réel.
Les causes :
Ce type de dysfonctionnement est causé par un changement de position de l'axe X et de l'axe R lorsque la machine est hors tension. L'ordinateur conserve la mémoire de l'emplacement avant l'arrêt, ce qui entraîne une différence entre les positions réelles et enregistrées de l'axe X et de l'axe R.
Solutions :
La position de l'axe X et de l'axe R doit être réinitialisée.
69. L'écart de position de l'axe Y1 et de l'axe Y2 dépasse la distance d'écart de synchronisation autorisée, le coulisseau ne peut pas se déplacer vers le haut et vers le bas.
Les causes :
Ce type de défaillance se produit lorsque le coulisseau n'est pas positionné entre le moule supérieur et le moule inférieur au moment de l'arrêt, ce qui entraîne la chute du poinçon. En conséquence, les positions réelles des axes Y1 et Y2 dépassent leurs limites.
Pour résoudre le problème, réglez les positions réelles des axes Y1 et Y2. Le contrôleur doit afficher la valeur de la position actuelle. Une fois le réglage effectué, la presse plieuse peut fonctionner normalement.
Solutions :
Pour résoudre le problème, augmentez les données dans le contrôleur de la Presse CNC La machine à freiner doit être réglée de 5 mm par rapport à sa valeur d'origine. Passez ensuite en mode manuel et abaissez manuellement le vérin. Le système corrigera automatiquement la position et reviendra au fonctionnement normal.
70. Angle inégal à chaque extrémité de la pièce formée
Cause
Solution
Variation de l'épaisseur du métal.
Décaler le bélier parallèlement pour compenser toute variance.
Vérifier l'épaisseur du matériau aux deux extrémités de la pièce et décaler le coulisseau parallèlement pour compenser les variations d'épaisseur du matériau.
Décaler le coulisseau parallèlement pour compenser les variations de l'outillage.
71. Manque de cohérence dans les pièces formées
Cause
Solution
Le coulisseau de la presse, le banc et l'outillage sont recouverts d'un revêtement antirouille.
Retirer le jeu de matrices, nettoyer toutes les pièces avec du solvant, réassembler et réajuster.
L'outillage ne repose pas à plat sur le capuchon du banc de presse
Vérifier le jeu à l'aide de jauges d'épaisseur. Caler entre le bâti de la presse et l'outillage, ou redresser mécaniquement si nécessaire.
L'outillage est usé.
Vérifier le jeu à l'aide de jauges d'épaisseur. Caler entre le bâti de la presse et l'outillage, ou redresser mécaniquement si nécessaire.
72. Chaque pièce formée présente un angle constant d'un bout à l'autre,mais il y a des incohérences d'une partie à l'autre
Cause
Solution
Le bélier de presse est en chute libre
Vérifier le réglage de l'ensemble des voies du vérin de la presse.
Démontez et inspectez les paliers, les bobines et les ressorts pour vérifier qu'ils ne sont pas endommagés ou usés et qu'il n'y a pas de contaminants.
Démontez et vérifiez que les paliers, les bobines, les ressorts et les contaminants ne sont pas endommagés ou usés.
73. Chaque pièce formée présente un angle irrégulier d'une extrémité à l'autre
Les vis de serrage de l'ergot du vérin droit sont desserrées.
Localiser et resserrer.
Les vis de serrage de la patte gauche du vérin sont desserrées.
Localiser et, s'il est desserré, consulter le service après-vente de l'usine avant de le resserrer.
Les vis de serrage de la bielle sont desserrées.
Localiser et, s'il est desserré, consulter le service après-vente de l'usine avant de le resserrer.
Le roulement sphérique inférieur de la bielle est usé ou endommagé.
Le roulement sphérique inférieur de la bielle est usé ou endommagé.
74. Sous-pliage au milieu de la partie formée
Cause
Solution
Remettre en état les surfaces de formage de l'outillage et utiliser des pratiques de calage localisées pour compenser les zones usées.
Remettre en état les surfaces de formage du banc de presse et du coulisseau, en utilisant des pratiques de calage localisées pour compenser les zones usées.
Le banc de presse et le coulisseau sont usés au centre en raison du formage continu de petites pièces en un seul endroit.
Le banc de presse et le coulisseau sont usés au centre en raison du formage continu de petites pièces au même endroit.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Faites passer votre entreprise à la vitesse supérieure