12 Types et utilisations de l'outillage de presse plieuse
Vous êtes-vous déjà demandé comment une simple feuille de métal se transforme en formes complexes ? Cet article de blog plonge dans le monde fascinant des presses plieuses et des matrices de pliage. Découvrez les types de poinçons supérieurs et leurs applications uniques, et apprenez comment ils permettent de réaliser des pliages précis. Préparez-vous à percer les secrets du pliage du métal !
Le cintrage est le processus de pliage d'une tôle à l'aide d'une presse plieuse et d'une matrice de pliage.
Les matrices de pliage, également appelées poinçons ou lames de presses plieuses, sont divisées en deux catégories : les poinçons supérieurs et les matrices inférieures.
Le poinçon supérieur est également appelé lame pliante.
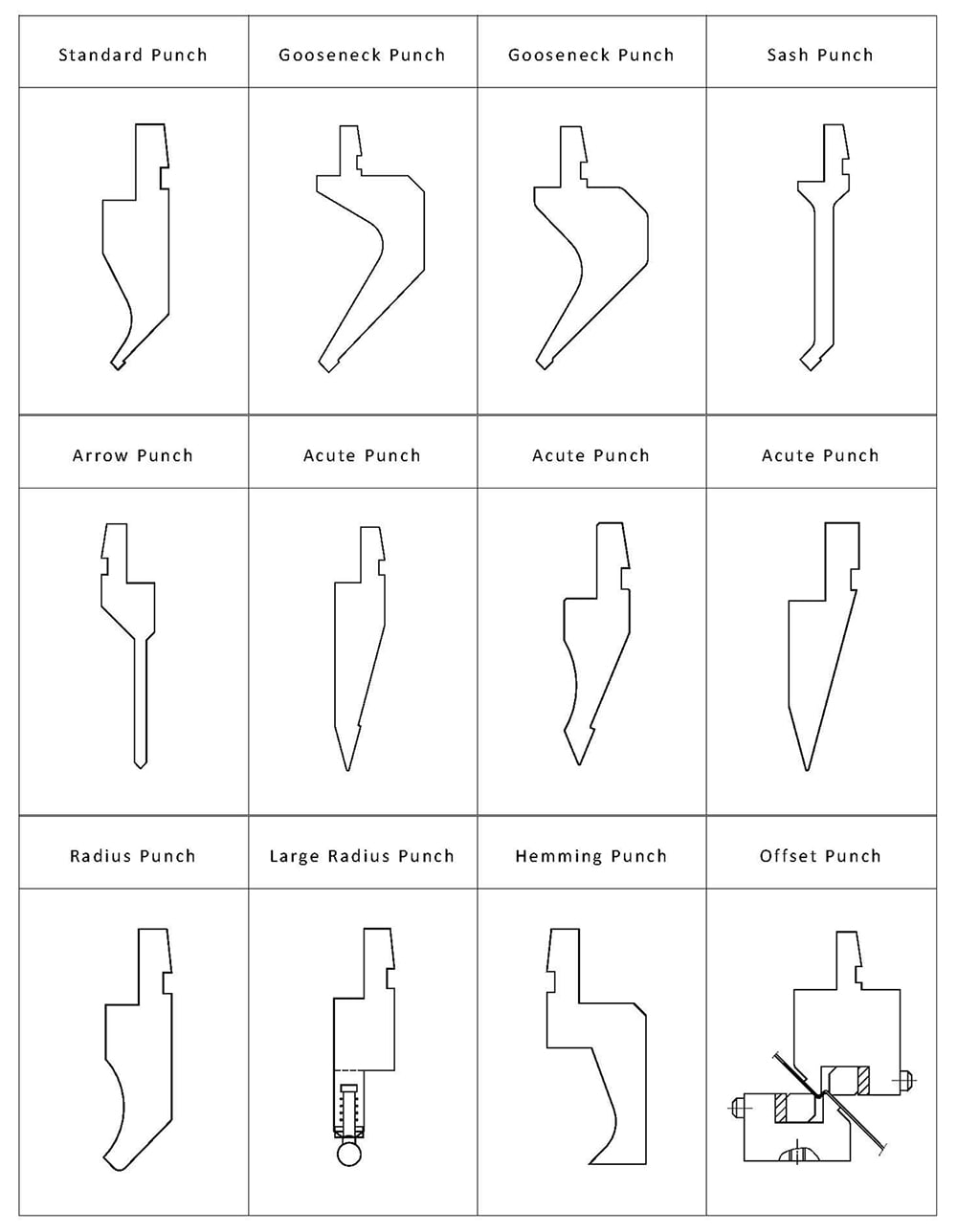
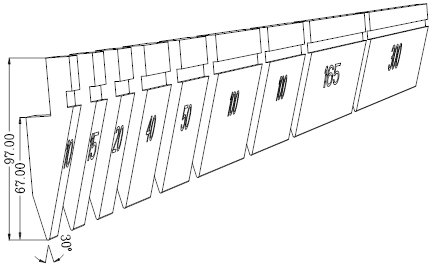
La classification spécifique des filières supérieure et inférieure est présentée dans la figure 1.
1. Classification et types du poinçon supérieur de la presse plieuse: (Fig.1)
Fig.1
2. Le poinçon supérieur de la presse plieuse est divisé en deux types : le type intégral et le type segmenté.
Poinçon supérieur intégré: 835 mm et 415 mm
Poinçon supérieur segmenté : segmentation a et segmentation b
Une longueur fractionnée : 10,15,20,40,50,100 (corne droite),100(corne gauche),200,300 ;
B Longueur de la fente : 10,15,20,40,50,100(corne droite),100(corne gauche),165,300 ;
3. Classification et application des différents coup de poing supérieur
3.1. Punch en col de cygne
01) Poinçon de col de cygne standard
Valeur de tolérance à la pression (longueur totale)
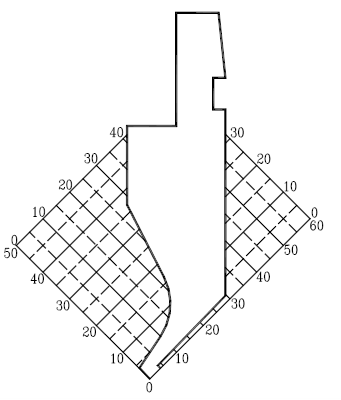
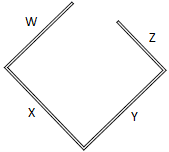
1. L'application du poinçon standard dans le pliage consiste principalement à éviter la direction W, et le poinçon standard est utilisé pour le pliage. diagramme de flexion est le suivant :
2. Direction X : lorsque Xmin>4mm, il peut être plié (lorsque la taille est requise dans la direction W).
3. Direction Y : lorsque 0<Y<30mm, la direction Z ne peut être évitée. Lorsque Y≧30mm, Z=Y-300
Graphique de partage: B split
Corne
02) Punch en col de cygne
Valeur de tolérance à la pression (longueur totale)
50TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
45TON/M
Rayon de la pointe
0.2R
Ccoordonner graphique(1:2)
Caractéristiques de traitement :
1. L'application du poinçon à col de cygne dans le cintrage consiste principalement à éviter la direction W, et le poinçon à col de cygne est utilisé pour le cintrage. diagramme de flexion est le suivant :
2. Direction X : lorsque Xmin>9mm, il peut être plié (lorsque la taille est requise dans la direction W).
3. Direction Y : lorsque 0<Y<85mm, la direction Z ne peut être évitée. Lorsque Y≧85mm, Z=Y-85
Graphique fractionné : A diviser
Corne
03) Punch en col de cygne
Valeur de tolérance à la pression (longueur totale)
50TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
30TON/M
Rayon de la pointe
0.2R
Ccoordonner graphique (0.8:1)
Caractéristiques de traitement :
1. L'application du poinçon à col de cygne dans le cintrage consiste principalement à éviter la direction W, et le diagramme de cintrage est le suivant :
2. Direction X : lorsque Xmin>6mm, il peut être plié (lorsque la taille est requise dans la direction W).
3. Direction Y : Lorsque 0<Y<75mm, la direction Z ne peut être évitée. Lorsque Y≧75mm, Z=Y-75
Graphique fractionné : A diviser
Corne
3.2. Poinçon droit
01) Poinçon de guillotine
Valeur de tolérance à la pression (longueur totale)
30TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
15TON/M
Rayon de la pointe
0.2R
Graphique de coordonnées (0.8:1)
Caractéristiques de traitement :
Convient au cintrage de produits symétriques. Les directions avant et arrière peuvent être évitées.
Lorsque Xmin>10mm, les directions W et X peuvent augmenter proportionnellement.
Lorsque 0<Y<20mm, Z=0.
Lorsque Y>20mm, les directions Y et Z peuvent augmenter proportionnellement.
La longueur pliable dans la direction W est supérieure à la longueur pliable dans la direction Z.
Graphique de partage: B fractionné
Corne
02) Poinçon de flèche
Valeur de tolérance à la pression (longueur totale)
50TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
12TON/M
Rayon de la pointe
0.2R
Graphique de coordonnées (0.8:1)
Caractéristiques de traitement :
1. Convient au cintrage de produits symétriques, les directions avant et arrière peuvent être évitées, et l'ouverture de cintrage peut être aussi petite que 6 mm.
2. Lorsque X<50mm, Y<50mm, les directions W et X peuvent augmenter proportionnellement.
Graphique de partage: Une scission
Corne
03) Coup de poing aigu
Valeur de tolérance à la pression (longueur totale)
100TON/M
Matériau
AM87
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
20TON/M
Rayon de la pointe
0.65R
Graphique de coordonnées (0.8:1)
Caractéristiques de traitement :
1. La plage d'application est comprise entre 30 ° et 180 °.
2. Utiliser un petit angle de la pointe de l'outil pour éviter le trou taraudé et d'autres pièces à travailler qui doivent être évitées.
3. Il est utilisé pour le cintrage profond, et la profondeur d'insertion convient pour angle de flexion comme le montre la figure suivante :
Graphique de partage: B fractionné
Corne
04) Coup de poing aigu
Valeur de tolérance à la pression (longueur totale)
60TON/M
Matériau
AM87
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
30TON/M
Rayon de la pointe
0.37R
Graphique de coordonnées (1:1)
Caractéristiques de traitement :
1. Convient pour des angles compris entre 45° et 180°.
2. Utiliser un petit angle de la pointe de l'outil pour éviter le trou taraudé et d'autres pièces à travailler qui doivent être évitées.
Graphique de partage:Une scission
Corne
05) Coup de poing aigu
Valeur de tolérance à la pression (longueur totale)
100TON/M
Matériau
AM87
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
30TON/M
Rayon de la pointe
0.52R
Graphique de coordonnées (1:1)
Caractéristiques de traitement :
1. La plage d'application est comprise entre 30 ° et 180 °.
2. Utiliser un petit angle de la pointe de l'outil pour éviter le trou taraudé.
3. Pour la flexion profonde, la profondeur d'insertion s'applique à l'angle de flexion comme indiqué ci-dessous
Graphique de partage:B fractionné
Corne
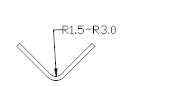
3.3. Poinçon de rayon
01) Poinçon de rayon
Valeur de tolérance à la pression (longueur totale)
45TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
45TON/M
Rayon de la pointe
1.5R,3.0R
Graphique de coordonnées (1:1)
Caractéristiques de traitement :
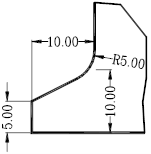
1. Le rayon R est de 1,5,3,0
2. Le poinçon à rayon est souvent utilisé comme coude pour le couvercle supérieur.
3. Parfois utilisé pour façonner la pièce avec un petit angle.
Valeur de tolérance à la pression (longueur totale)
45TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
45TON/M
Rayon de la pointe
3.0R,4.0R5.0R,6.0R,8.0R,10.0R
Graphique (1:1)
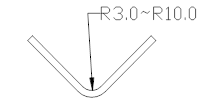
Caractéristiques de traitement :
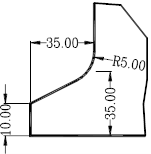
1. Ce poinçon à grand rayon est principalement utilisé pour plier l'angle d'arc intérieur de R, et le rayon de l'angle d'arc est R3~R10.
2. Le rayon du poinçon est adapté au rayon correspondant. Sillon en V
Combinaison graphique:
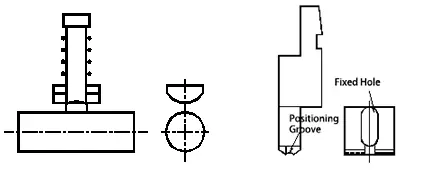
3.4. Punch spécial
01) Pince à ourler
Valeur de tolérance à la pression (longueur totale)
100TON/M
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
Rayon de la pointe
Graphique (1:1)
Caractéristiques de traitement :
1. Le schéma montre la forme du produit après pliage et aplatissement. Toutes les formes similaires peuvent être pliées. Il doit être utilisé avec des moules supérieurs et inférieurs de 30°.
2. Peut également être utilisé pour presser, riveter, façonner, etc.
Graphique de partage:
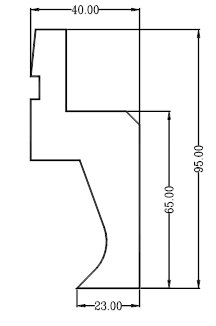
02) Poinçon décalé
Valeur de tolérance à la pression (longueur totale)
/
Matériau
42CrMo
Traitement thermique
HRC47±2
Valeur de tolérance à la pression (séparée)
/
Rayon de la pointe
/
Graphique (1:1)
Caractéristiques de traitement :
1. Utilisé pour les pliages en Z qui ne peuvent pas être pliés par les moyens courants. presse plieuse mourir.
H=1~10mm
2. La forme du produit de la courbure est celle illustrée dans la figure en haut à droite, généralement appelée Coude Z ou un décalage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure



 Corne
Corne


 Corne
Corne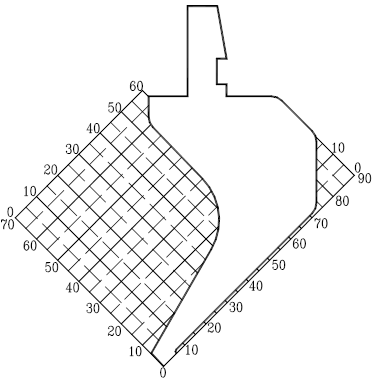


 Corne
Corne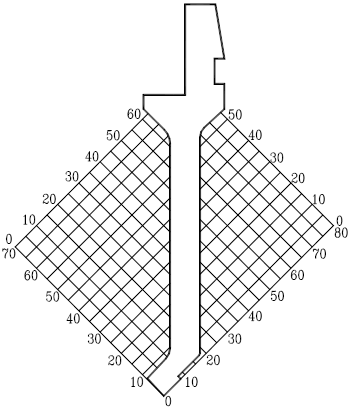

 Corne
Corne



 Corne
Corne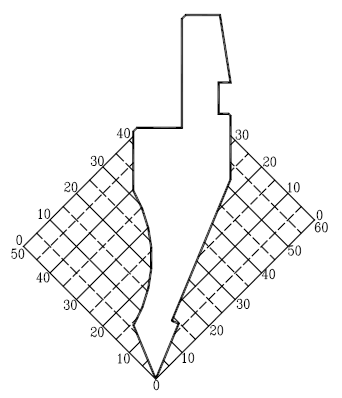



 Corne
Corne


 Corne
Corne