La presse plieuse CNC est l'un des équipements de pliage de tôle les plus répandus. Elle est largement utilisée dans l'industrie du traitement de la tôle et de la fabrication d'équipements. Il s'agit d'un équipement essentiel pour le traitement des tôles, au même titre que la poinçonneuse à tourelle CNC, la cisaille à tôle CNC et la machine de découpe au laser CNC.
La presse plieuse à commande numérique fonctionne en utilisant une simple matrice générale et en déplaçant le coulisseau de manière répétée pour plier la feuille dans une variété de formes transversales complexes. Avec les progrès des nouvelles technologies telles que la CNC, les servomoteurs et les matrices, la presse plieuse à commande numérique est devenue un outil indispensable pour la fabrication de produits de haute qualité. Presse plieuse CNC est principalement axée sur les économies d'énergie et la haute efficacité.
En outre, avec l'amélioration continue de la précision et de l'efficacité du pliage, divers composants fonctionnels sont de plus en plus disponibles. Certaines entreprises dotées de solides capacités de recherche et de développement se concentrent sur la conception de divers composants fonctionnels, s'efforçant d'améliorer le degré d'automatisation des machines-outils.
Parmi toutes les parties fonctionnelles, le dispositif de serrage rapide de la matrice supérieure a l'impact le plus important sur la précision et l'efficacité du pliage, en particulier dans la production de pliages multi-variétés et en petites séries, où l'amélioration de l'efficacité du changement de matrice est particulièrement remarquable.
Cet article présente deux nouveaux dispositifs de serrage de la matrice supérieure qui sont faciles à utiliser, économes en énergie et efficaces. Le principe technique, la conception du mécanisme, les caractéristiques techniques et le processus de travail sont décrits en détail.
1. Introduction de la technologie traditionnelle des dispositifs de serrage
Le dispositif de serrage supérieur de la presse plieuse CNC chinoise adopte généralement une structure mécanique, comme le montrent les figures 1 et 2.
Le mécanisme de serrage rapide excentrique illustré à la figure 1 se caractérise par la présence d'une tige de came à l'extrémité de la poignée de manœuvre. La poignée de manœuvre est solidement fixée au bloc de serrage avant par l'intermédiaire d'une goupille cylindrique et d'une tige de came. un printemps est serré entre le bloc de serrage avant et le bloc fixe.
Pour serrer rapidement l'outil supérieur du presse plieuse Dans le cas d'une machine à couteaux, la matrice supérieure doit être insérée par le côté du dispositif de serrage rapide. L'outil peut être serré rapidement en tournant la poignée de commande.
Lorsque la poignée de commande est tournée dans le sens inverse, le bloc de serrage avant est rapidement réinitialisé par le ressort situé entre le bloc de serrage avant et le bloc fixe, ce qui libère la matrice et permet de l'extraire par le côté.
L'appareil est convivial et facile à utiliser, mais il présente certaines limites, telles qu'une force de serrage inégale et la nécessité d'insérer la matrice par le côté.
La figure 2 présente un mécanisme de serrage rapide fileté. Pour serrer rapidement la matrice de la presse machine à freinerL'outil supérieur doit être inséré par le côté du dispositif de serrage rapide.
La poignée de commande est tournée pour entraîner la vis qui, à son tour, entraîne le bloc de serrage avant qui se déplace vers l'avant et serre la matrice. Lorsque la poignée est tournée dans le sens inverse, le bloc de serrage avant se déplace vers l'arrière, entraîné par la vis, pour libérer la matrice et la transporter par le côté.
Cette structure présente l'avantage d'avoir une grande force de serrage, de bonnes capacités d'auto-verrouillage et un fonctionnement simple. Cependant, elle présente certaines limites, telles qu'une force de serrage inégale et une vitesse de serrage plus lente.
2. Conception d'un dispositif de serrage automatique hydraulique
2.1 Conception du régime
Dans cet article, deux solutions sont proposées pour remédier à la situation de contrainte et à la taille de l'outil supérieur de la presse plieuse, sur la base des caractéristiques du dispositif de serrage hydraulique automatique de l'outil supérieur de la machine à plier.
Schéma 1 :
La matrice est fixée par la force d'expansion générée par l'injection d'huile sous pression dans le tuyau en caoutchouc comprimé.
Les deux extrémités du dispositif de serrage sont équipées d'un verrou de sécurité.
Lorsque la matrice supérieure est fixée, la goupille de sécurité du verrou de sécurité est insérée dans le trou de la matrice.
Lorsque la pression interne du tuyau en caoutchouc se dissipe, l'opérateur et la matrice sont efficacement protégés.
Le dispositif de serrage hydraulique automatique est idéal pour les matrices de formage à grande échelle, telles que celles utilisées dans l'industrie automobile pour presser les portes et les fenêtres en forme d'arc.
Schéma 2 :
La force générée par le tuyau de compression est également utilisée pour extruder la filière.
En outre, le dispositif de serrage automatique hydraulique est équipé d'un mécanisme de compensation de la déflexion de la matrice supérieure et d'un mécanisme de verrouillage de sécurité.
Le coin supérieur du mécanisme de compensation de la déflexion peut être ajusté pour extruder la broche supérieure, compensant ainsi toute déflexion dans la filière supérieure.
La goupille de sécurité dans la structure de verrouillage de sécurité offre une protection efficace à la fois pour l'opérateur et pour la matrice supérieure.
Ce dispositif de serrage automatique hydraulique peut être utilisé avec des matrices standard et peut s'adapter à des matrices segmentées.
2.2 Conception structurelle
Selon l'idée de conception du schéma 1, le dispositif de serrage hydraulique automatique de l'outil supérieur, tel qu'il est illustré dans les figures 3 et 4, peut être obtenu.
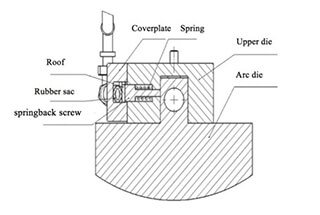
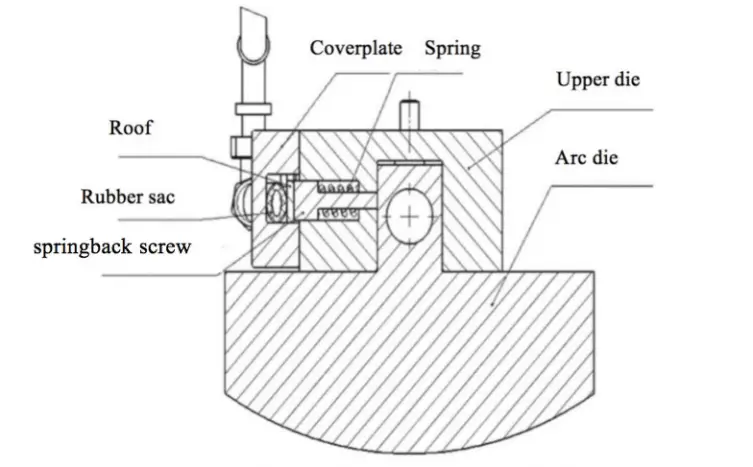
Fig. 3 Schéma 1 : Mécanisme de serrage hydraulique automatique de la matrice supérieure
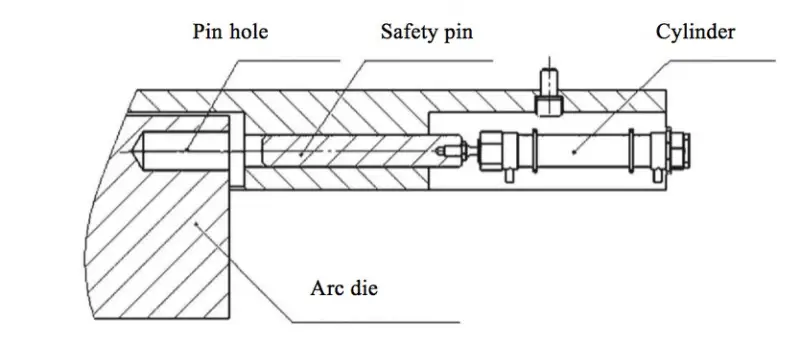
Fig. 4 Mécanisme de verrouillage de sécurité
Le dispositif de serrage hydraulique automatique de la matrice supérieure comprend un mécanisme de serrage et un mécanisme de verrouillage de sécurité. Les composants du mécanisme de serrage comprennent la base de la filière supérieure, la vis de rebond, la plaque supérieure, le ressort, la plaque de recouvrement, le sac en caoutchouc, le tuyau de suivi, le joint de transition et le bouchon.
La base de la filière supérieure est solidement fixée au bas du bloc coulissant à l'aide de vis. Le siège de la filière supérieure présente une rainure verticale pour accueillir la poignée de la filière supérieure et plusieurs trous fraisés parallèles sur un côté. Les vis de rebond pour les filières d'extrusion et les ressorts pour la remise à zéro sont placés dans ces trous fraisés.
La plaque de recouvrement est fixée sur le côté de la base supérieure de l'outil et comporte une rainure traversante. Une plaque supérieure et un tube en caoutchouc sont insérés dans cette rainure, la plaque supérieure étant placée entre la vis de rebondissement et le tube en caoutchouc. Le tuyau est comprimé lorsqu'il n'est pas utilisé.
Comme le montre la figure 4, un mécanisme de verrouillage de sécurité est situé de chaque côté du dispositif de serrage et se compose d'un cylindre d'air et d'une goupille de sécurité. Des trous d'épingle sont placés sur les côtés gauche et droit du siège supérieur de l'outil et de la machine à plier.
Lorsque la filière supérieure est serrée, le cylindre pousse la goupille de sécurité à travers le trou du siège de la filière supérieure et dans le trou de la filière supérieure afin de garantir que la filière supérieure reste suspendue dans la rainure du siège de la filière supérieure, même si la pression interne du tuyau en caoutchouc chute soudainement. Cela garantit la sécurité de l'opérateur et de la filière.
En suivant le concept du schéma 2, un deuxième dispositif de serrage hydraulique automatique pour la matrice supérieure peut être produit, comme le montrent les figures 5, 6 et 7.
Le schéma du dispositif de serrage automatique hydraulique de la matrice supérieure montre qu'il comprend un mécanisme de serrage, un mécanisme de compensation de la déformation et un mécanisme de verrouillage de sécurité.
Le dispositif se compose d'une première plaque de recouvrement, d'une tête de serrage, d'une plaque supérieure, d'un tube en caoutchouc et d'une tête de serrage.
La partie inférieure du bloc coulissant est fixée à la base supérieure de l'outil à l'aide de vis.
La base supérieure de la matrice présente une rainure horizontale sur le fond et un premier trou noyé sur le côté.
Le premier trou frais est équipé d'un premier ressort, qui est placé sur la surface de la vis à ressort.
Les dos d'âne passe à travers le premier trou fraisé et interagit avec la poignée supérieure de la machine à cintrer.
Le tuyau de passage a une extrémité équipée d'un tuyau de passage, tandis qu'une extrémité du tuyau en caoutchouc est reliée au sac en caoutchouc.
Un toit est placé entre le tuyau et la vis de rappel.
Dans son état initial, le tuyau est comprimé par la précontrainte du premier ressort.
Le dispositif illustré à la figure 6 comprend un mécanisme de verrouillage de sécurité composé d'une goupille de sécurité, d'une vis de blocage et d'un second ressort. Ce mécanisme est conçu pour assurer la sécurité de l'opérateur et de la matrice en cas d'arrêt du mécanisme de serrage.
Le côté de la base supérieure de la filière est équipé de plusieurs seconds trous fraisés. L'une des extrémités de ces trous est reliée à la rainure horizontale, tandis que l'autre est filetée. La goupille de sécurité passe à travers le deuxième trou fraisée et s'engage dans la rainure de la matrice supérieure de la cintreuse. La précharge du deuxième ressort peut être réglée en tournant la vis supérieure, qui régule la force d'extrusion entre la goupille de sécurité et la matrice supérieure.
Outre le mécanisme de verrouillage de sécurité, l'appareil comprend également un mécanisme de compensation de la déflexion de l'outil supérieur, comme le montre la figure 7. Ce mécanisme se compose de plusieurs cales supérieures, de cales inférieures, de goupilles de serrage, de groupes de ressorts à disque et d'un troisième ressort.
La partie supérieure de la base supérieure de la filière comporte plusieurs rainures, chacune équipée de deux troisièmes trous fraisés. L'une des extrémités des troisièmes trous fraisés est reliée à la partie inférieure de l'embase supérieure. Les cales supérieure et inférieure sont installées dans la rainure de l'embase supérieure et reliées à celle-ci par des vis. Un groupe de ressorts à disque est placé entre la cale supérieure et l'embase supérieure.
Un troisième ressort est placé sur la surface de la goupille d'éjection et installé dans le troisième trou fraisée. C'est par ce trou que la goupille d'éjection s'engage dans la matrice supérieure de la cintreuse.
2.3 Caractéristiques techniques
- Le dispositif de serrage automatique hydraulique présenté dans ce document est plus performant que les dispositifs de serrage automatique de l'Union européenne. serrage mécanique de l'appareil. Il permet non seulement l'automatisation, mais aussi une plus grande simplicité d'utilisation. La matrice peut être insérée facilement dans la rainure du siège supérieur de la matrice.
- Le dispositif de serrage présenté dans cet article utilise le serrage hydraulique, ce qui permet un réglage précis de la force de serrage et une distribution uniforme. Il en résulte une fiabilité accrue.
- L'appareil est également équipé d'un mécanisme de sécurité qui protège à la fois l'opérateur et la matrice.
- La filière d'extrusion pour l'expansion des tubes en caoutchouc est adoptée pour le dispositif de serrage dans cet article, offrant une structure simple, un bon rapport coût-efficacité et une grande praticité.
- Dans le schéma 2, le dispositif de serrage est équipé d'un mécanisme de compensation de la déformation afin d'améliorer efficacement la précision du pliage.
- Dans le schéma 2, la matrice supérieure de la plieuse peut être segmentée, ce qui permet d'assembler différentes matrices supérieures sur la machine à plier.
2.4 Processus de mouvement
Schéma 1 :
La première étape de l'utilisation d'une presse plieuse consiste à placer l'outil supérieur sur le plateau. filière inférieure de la table de travail, soit manuellement, soit à l'aide d'un manipulateur. Le bloc coulissant entraîne alors le siège supérieur de la matrice vers le bas.
Ensuite, la poignée de la filière supérieure est insérée dans la rainure de la base de la filière supérieure et le bloc coulissant se déplace jusqu'au point mort bas. Le système hydraulique correspondant est alors activé.
De l'huile sous pression pénètre dans le tube de caoutchouc pour l'estampage, ce qui provoque l'expansion du tube et l'extrusion de la plaque supérieure et de la plaque de couverture. Comme la plaque de couverture est fixée à la base de la filière supérieure, l'extrusion du toit entraîne l'extension de la vis du ressort, qui à son tour serre la poignée de la filière supérieure et le ressort.
Le cylindre du mécanisme de verrouillage de sécurité pousse alors la goupille de sécurité dans le trou du siège de la matrice supérieure et entre dans le trou de la machine à plier. Pendant le processus de pliage, si la goupille centrale est pressée, la matrice de sécurité est retirée du cylindre d'air.
Une fois le pliage terminé, la force de pré-serrage du ressort éjecte la vis de rappel, libérant ainsi la matrice supérieure de la machine. La matrice peut alors être changée manuellement ou à l'aide du manipulateur.
Schéma 2 :
Lors de l'utilisation du dispositif, il faut d'abord insérer la poignée de l'outil supérieur de la cintreuse dans la rainure de la base de l'outil supérieur, soit manuellement, soit à l'aide d'un manipulateur. Surmonter la précontrainte du deuxième ressort en faisant glisser la poignée de la matrice supérieure le long du bord chanfreiné de la goupille de sécurité dans le dispositif de sécurité.
Une fois que la poignée de la matrice supérieure a été complètement insérée dans la rainure de la base de la matrice supérieure, appuyez sur la goupille de sécurité dans la rainure de la matrice supérieure de la cintreuse. Le mécanisme de verrouillage de sécurité bloque alors la matrice supérieure de la cintreuse et la maintient en place.
La force de pré-tension du second ressort peut être réglée en tournant la vis supérieure, ce qui permet de régler la force d'extrusion entre la goupille de sécurité et la matrice supérieure de la cintreuse.
Une fois que toutes les matrices supérieures requises ont été placées dans le dispositif, fermez les matrices supérieures et inférieures de la cintreuse et activez le système hydraulique correspondant.
L'huile sous pression s'écoule alors dans la partie interne du tube en caoutchouc, ce qui provoque son expansion et l'extrusion de la plaque supérieure et de la plaque de couverture. La plaque de recouvrement et le siège de la filière supérieure sont fixés par des vis, de sorte que lorsque le toit s'extrude, il pousse également la vis de rebond, qui à son tour comprime le premier ressort et serre la filière supérieure de la cintreuse.
À ce stade, le mécanisme de compensation de la déviation de la matrice supérieure de la cintreuse peut être utilisé. Pour ce faire, réglez la position de la cale supérieure en tournant la deuxième vis dans le sens des aiguilles d'une montre.
Le coin supérieur extrude alors le groupe de ressorts à disque et le coin inférieur, ce qui entraîne l'extrusion de la goupille d'éjection par le coin inférieur. La goupille d'éjection comprime alors le second ressort et l'outil supérieur de la machine à plier, compensant ainsi efficacement toute déflexion de l'outil supérieur.
Lorsque la compensation de la déflexion est annulée, tourner la deuxième vis dans le sens inverse des aiguilles d'une montre et déplacer la cale supérieure vers l'arrière sous l'effet de la précharge du groupe de ressorts du disque.
La goupille et la cale inférieure sont soulevées par la précontrainte du deuxième ressort, ce qui fait disparaître la compensation de la déflexion de la matrice supérieure.
Lors du changement de matrice, il faut d'abord relâcher la pression du tube en caoutchouc. Le premier ressort éjecte alors la vis à ressort par la force de pré-serrage, ce qui a pour effet d'aplatir le sac en caoutchouc et de libérer la matrice supérieure de la cintreuse.
Retirer et remplacer la matrice supérieure de la cintreuse par une opération manuelle ou par un manipulateur, en surmontant la précharge du troisième ressort.
3. Conclusion
L'industrie de transformation et de fabrication se développe rapidement et l'automatisation s'améliore rapidement, de sorte que la demande d'un changement d'outil efficace dans les presses plieuses augmente. Il est donc essentiel de mettre au point un dispositif de serrage rapide pour l'outil supérieur des presses plieuses.
La recherche sur cette technologie permet non seulement de faire progresser la technologie de changement de matrice et d'accroître l'efficacité, mais aussi d'améliorer la précision du pliage. Utilisée correctement, cette technologie peut améliorer la compétitivité des entreprises sur le marché et générer des avantages économiques substantiels.