Explication du système hydraulique de la presse plieuse (schéma)
Vous êtes-vous déjà demandé comment fonctionne le système hydraulique d'une presse plieuse ? Dans cet article, nous allons nous plonger dans les subtilités de ce composant essentiel. Notre ingénieur mécanicien expert vous guidera à travers les éléments clés du système, en expliquant leurs fonctions et leurs interactions. À la fin de l'article, vous aurez une compréhension complète de la manière dont l'hydraulique alimente ces machines impressionnantes.
Composition du système hydraulique de la presse plieuse
Groupe motopropulseur
Pompe hydraulique : Convertit l'énergie mécanique du moteur principal en énergie de pression du fluide, servant ainsi de source d'énergie principale pour le système. Les presses plieuses modernes utilisent souvent des pompes à cylindrée variable pour une meilleure efficacité énergétique et un contrôle précis.
Actionneur
Cylindres hydrauliques : Transforment l'énergie de la pression du fluide en mouvement mécanique linéaire, en appliquant une force à l'arbre. presse plieuse ram. Des vérins de haute précision avec capteurs de position intégrés garantissent des angles et des profondeurs de pliage précis.
Dispositifs de contrôle
Valves de contrôle hydraulique : Régulent la direction, la pression et le débit du fluide pour obtenir un contrôle précis du mouvement de l'actionneur. Les principaux composants sont les suivants :
Valves de contrôle directionnel : Gestion de la direction du flux pour l'extension et la rétraction du vérin
Vannes de régulation de pression : Maintien de la pression du système et protection contre les surcharges
Vannes de régulation de débit : Régulation de la vitesse et de la synchronisation des cylindres
Les systèmes avancés peuvent incorporer des valves servo-hydrauliques pour une réactivité et une précision accrues.
Équipements auxiliaires
Réservoir hydraulique : Stocke et conditionne le fluide hydraulique
Système de filtration : Élimine les contaminants pour protéger les composants du système
Échangeur de chaleur : Maintient la température optimale du fluide pour des performances constantes
Accumulateurs : Stocker de l'énergie pour répondre aux demandes de pointe et amortir les fluctuations de pression.
Capteurs et manomètres de pression : Contrôler les performances et la sécurité du système
Flexibles, tuyaux et raccords : Distribuent le fluide hydraulique dans l'ensemble du système
Joints et racleurs : Prévenir les fuites et la contamination
Moyen de travail
Huile hydraulique : Elle sert de fluide de transmission de puissance. Il s'agit généralement d'une huile minérale ou synthétique de haute qualité présentant des propriétés spécifiques de viscosité, d'anti-usure et d'anti-mousse. Les formulations modernes incluent souvent des additifs pour améliorer les performances et la longévité.
Contrôle et intégration
Contrôleur logique programmable (PLC) ou commande numérique informatisée (CNC) : Coordonne les composants du système hydraulique avec le fonctionnement général de la presse plieuse, ce qui permet un contrôle précis, des séquences automatisées et l'intégration avec les systèmes de gestion de la production.
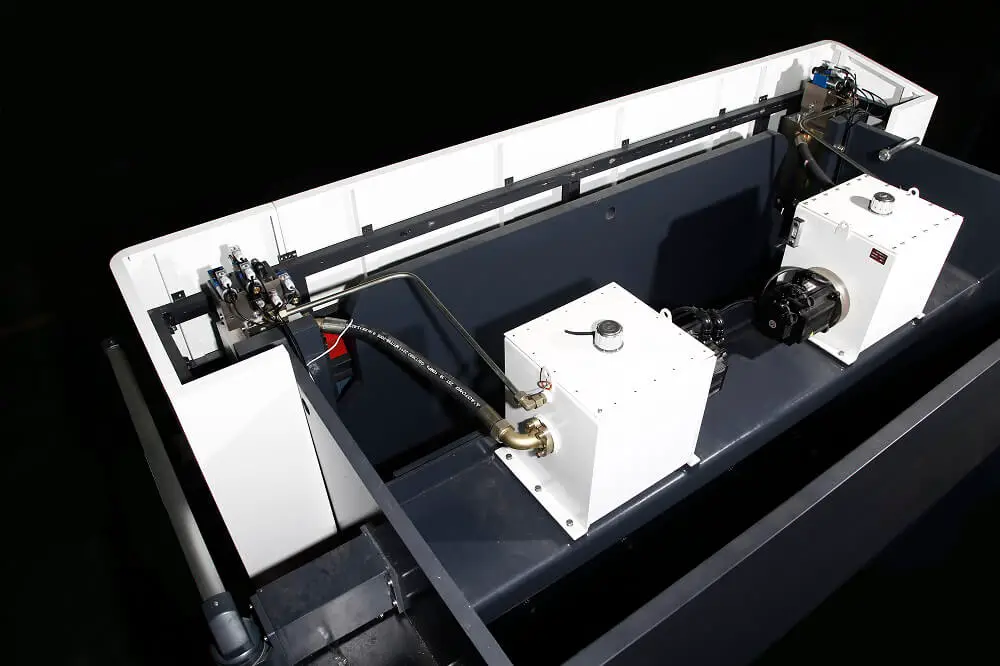
Réservoir d'huile
Le réservoir de carburant, plus précisément appelé réservoir d'huile hydraulique dans les systèmes hydrauliques, remplit plusieurs fonctions essentielles :
Stockage de l'huile : Maintient une réserve suffisante de fluide hydraulique pour le fonctionnement du système.
Dissipation de la chaleur : Agit comme un échangeur de chaleur, facilitant le refroidissement du fluide hydraulique.
Séparation de l'air : Permet à l'air entraîné de se séparer de l'huile, évitant ainsi la cavitation et les inefficacités du système.
Décantation des contaminants : Fournit une zone de repos pour que les particules se déposent hors de l'huile.
Séparation des condensats : Permet de séparer l'eau condensée de l'huile, préservant ainsi la qualité du fluide.
Les principales considérations relatives à la conception des réservoirs hydrauliques sont les suivantes :
Taille :
Pour les équipements fixes : V = 3-5q
Pour les équipements mobiles : V ≈ 1q Où V est le volume du réservoir en litres, et q est le débit de la pompe en litres par minute.
Le volume effectif doit être 6 à 12 fois supérieur au débit total de la (des) pompe(s) hydraulique(s) du système.
Caractéristiques de conception :
Inclure 10-15% un espace vide (espace d'air) au sommet du réservoir pour tenir compte des changements de niveau du produit et de la formation éventuelle de mousse.
Maintenir la température de l'huile entre 30 et 50°C pour obtenir une viscosité et une efficacité optimales du système. La température maximale ne doit pas dépasser 65°C et la température minimale ne doit pas descendre en dessous de 15°C pour éviter une viscosité excessive.
Incorporer des chicanes pour séparer les zones d'aspiration et de retour, afin de maximiser le temps de séjour du fluide et d'améliorer la séparation de l'air et des contaminants.
Positionner les orifices d'entrée et de sortie de manière à favoriser la circulation et à éviter les courts-circuits du fluide.
Autres considérations :
Sélection des matériaux (par exemple, acier, acier inoxydable ou aluminium) en fonction de la compatibilité avec les fluides et des facteurs environnementaux.
Inclusion d'accessoires tels que des jauges de niveau, des indicateurs de température et des systèmes de filtration.
Une bonne étanchéité pour éviter les contaminations et les fuites de fluides.
L'optimisation de la conception du réservoir hydraulique garantit un fonctionnement efficace du système, prolonge la durée de vie du fluide et améliore la fiabilité et les performances globales du système hydraulique.
Huile hydraulique
L'huile hydraulique joue un rôle essentiel en garantissant les performances optimales, la fiabilité opérationnelle, la longévité et la rentabilité des systèmes hydrauliques. Ses fonctions sont multiples :
Transmission de puissance : Transfère efficacement l'énergie de la pompe hydraulique aux actionneurs tels que les moteurs ou les cylindres hydrauliques, ce qui permet un contrôle précis et une force de sortie élevée.
Lubrification : Fournit un film protecteur entre les pièces mobiles, réduisant le frottement et l'usure, prolongeant ainsi la durée de vie des composants.
Prévention de la corrosion : Forme une barrière sur les surfaces métalliques immergées dans l'huile, protégeant de l'oxydation et de la dégradation chimique.
Contrôle de la contamination : Agit comme un support pour transporter et filtrer les contaminants tels que la poussière, les particules, l'eau et l'air, afin de maintenir la propreté du système.
Dissipation de la chaleur : sert de liquide de refroidissement, régulant la température du système et empêchant la surchauffe des composants.
Concepts clés pour une gestion optimale de l'huile hydraulique :
Une grande propreté est directement liée à une grande fiabilité. La mise en œuvre de mesures appropriées de filtration et de contrôle de la contamination est essentielle pour la longévité du système.
Une huile neuve n'est pas nécessairement une huile propre. Le fluide hydraulique frais doit souvent être filtré avant d'être utilisé afin de répondre à des normes de propreté strictes.
La durée de vie typique de l'huile est comprise entre 2000 et 4000 heures de fonctionnement, en fonction des exigences du système, des conditions environnementales et des pratiques de maintenance.
Pour maximiser l'efficacité et la durée de vie des systèmes hydrauliques, il est essentiel d'analyser régulièrement l'huile, de la filtrer correctement et de la changer en temps voulu. Ces pratiques permettent de maintenir la qualité de l'huile, de prévenir les défaillances du système et d'optimiser les performances globales.
Propreté
Norme de viscosité : La viscosité est un paramètre critique dans les systèmes hydrauliques, toujours référencée à une température spécifique. La viscosité diminue avec l'augmentation de la température, tandis que l'augmentation de la pression entraîne une viscosité plus élevée. La norme ISO relative à la viscosité des huiles hydrauliques est mesurée à 40°C. Elle classe les huiles dans les catégories #10, #22, #32, #46, #68 et #100. Cette classification permet aux ingénieurs de sélectionner l'huile appropriée aux conditions de fonctionnement spécifiques et aux exigences du système.
Normes de contamination de l'huile : Deux normes principales sont utilisées au niveau mondial pour quantifier la propreté de l'huile hydraulique : la norme internationale ISO 4406 et la norme américaine NAS 1638. Ces normes fournissent une approche systématique de l'évaluation et du maintien de la qualité de l'huile :
Niveau NAS 9 : À ce niveau de propreté, les systèmes hydrauliques fonctionnent généralement sans défaillance.
Niveau NAS 10-11 : Des défaillances occasionnelles du système peuvent se produire, indiquant la nécessité d'une surveillance accrue et d'une filtration potentielle.
Niveau NAS 12 et inférieur : Des défaillances fréquentes du système sont probables et nécessitent une action immédiate. À ce stade, l'huile hydraulique doit être circulée et filtrée pour retrouver un niveau de propreté optimal.
Le maintien de la propreté de l'huile est crucial pour la fiabilité, l'efficacité et la longévité du système. Une analyse régulière de l'huile, associée à des techniques de filtration appropriées, permet de prévenir les problèmes liés à la contamination et de garantir des performances optimales du système hydraulique.
Valves hydrauliques couramment utilisées
Les valves hydrauliques sont des composants essentiels des systèmes d'alimentation en fluide, qui contrôlent la direction, la pression et le débit du fluide hydraulique. Elles peuvent être classées en fonction de différents critères :
Classification fonctionnelle : a) Vannes de contrôle directionnel : Contrôlent la trajectoire de l'écoulement du fluide, en déterminant la direction du mouvement de l'actionneur. b) Vannes de régulation de débit : Elles régulent le débit du fluide et influencent la vitesse des actionneurs. c) Vannes de régulation de la pression : Elles gèrent la pression du système et assurent la sécurité et le contrôle du fonctionnement.
Méthode d'installation : a) Vannes à plaque (sous-plaque) : Montés sur un collecteur, ce qui permet une conception compacte du système. b) Vannes à empilement : Conception modulaire pour faciliter la configuration et l'extension du système. c) Vannes à cartouche à deux voies : Vannes compactes à haut débit pour installation en ligne. d) Vannes à cartouche filetée : Offrent une grande souplesse dans la conception de collecteurs personnalisés.
Méthode d'actionnement : a) Vannes à commande pneumatique : Contrôlées par de l'air comprimé, adaptées aux environnements explosifs. b) Vannes à commande hydraulique : Actionnées par une pression hydraulique pilote, elles sont idéales pour les applications à force élevée. c) Vannes motorisées : Alimentées électriquement pour un contrôle précis et un fonctionnement à distance. d) Électrovannes : Actionnées électromagnétiquement, elles offrent une réponse rapide et une grande fiabilité. e) Vannes proportionnelles : Elles offrent un contrôle variable, permettant des transitions en douceur du débit ou de la pression. f) Servovalves proportionnelles : Combinent la commande proportionnelle et le retour d'information pour une plus grande précision. g) Servovalves : Elles offrent le plus haut niveau de précision et de réactivité en matière de commande hydraulique.
Chaque type de vanne a des applications et des caractéristiques spécifiques qui influencent la conception, les performances et l'efficacité des circuits hydrauliques.
Valve directionnelle
La fonction première d'un distributeur est de gérer les voies d'écoulement des fluides dans les systèmes hydrauliques. Il facilite la connexion et l'isolation entre différents circuits hydrauliques et contrôle la direction du flux de fluide vers les actionneurs (tels que les cylindres ou les moteurs) pour un démarrage, un arrêt et un contrôle de mouvement précis.
Classification des distributeurs
Divisé par la méthode d'actionnement :
Vanne à commande électromagnétique : Commande électrique pour un fonctionnement rapide et à distance.
Valve directionnelle manuelle : Actionné à la main, il convient pour le contrôle local et les situations d'urgence.
Valve directionnelle à actionnement hydraulique : Utilise la pression hydraulique pilote pour fonctionner, souvent dans des systèmes à haute pression.
Valve directionnelle motorisée : Utilise un moteur électrique pour l'actionnement, offrant un contrôle de vitesse variable.
Valve à actionnement pneumatique : Utilise de l'air comprimé pour fonctionner, courant dans les systèmes hybrides pneumatiques-hydrauliques.
Ils sont divisés en fonction de la construction et du style de montage :
Distributeur à tiroir : Comprend un tiroir coulissant à l'intérieur d'un boîtier, permettant des voies d'écoulement multiples.
Valve à clapet : Utilise des clapets à ressort pour une étanchéité précise et une résistance à la contamination.
Vanne rotative : Utilise un élément rotatif pour contrôler la direction du flux.
Valve en ligne : Conçue pour être intégrée directement dans les conduites hydrauliques.
Vanne sandwich/empilable : Conception modulaire pour l'intégration de circuits compacts.
Valve à cartouche à visser : Filetée pour faciliter l'installation dans les blocs collecteurs.
Les vannes sont également classées en fonction du nombre d'orifices (par exemple, 2 voies, 3 voies, 4 voies) et de positions (par exemple, 2 positions, 3 positions), qui définissent leurs capacités de contrôle du débit et leur complexité.
Soupape de sûreté
Caractéristiques
La fonction première d'une soupape de sûreté est de réguler la pression du système, en protégeant les différents composants et les canalisations contre les surcharges et les ruptures potentielles. Ce rôle critique lui a valu d'autres noms, tels que soupape de pression ou soupape de sécurité.
Lorsque la pression du système atteint le point de consigne prédéterminé, la soupape de décharge s'active en tant que limiteur de pression. La soupape normalement fermée s'ouvre, permettant au débit excédentaire de retourner au réservoir par l'orifice de la soupape. Dans cette configuration, la soupape de sûreté est généralement installée en dérivation.
Il est essentiel de noter que la puissance dissipée lorsque le débit Q traverse la soupape de décharge à la pression P est calculée comme P×Q/612 (en supposant que les unités sont cohérentes). Cette perte d'énergie se manifeste sous forme de chaleur dans le système hydraulique, ce qui entraîne une augmentation de la température du fluide hydraulique. Une gestion thermique appropriée est essentielle pour maintenir l'efficacité du système et les propriétés du fluide.
Principe fondamental
La soupape de décharge fonctionne selon le principe de l'équilibre des forces. La pression d'entrée P agit sur la surface effective A de l'élément de la soupape, générant une force hydraulique. Cette force est continuellement comparée à la force opposée du ressort, qui est réglable pour définir la pression de tarage de la soupape.
Lorsque la force hydraulique dépasse la force prédéfinie du ressort, l'élément de la valve comprime le ressort, ce qui ouvre l'orifice de la valve. Cette action crée une voie d'écoulement entre l'entrée et la sortie de la valve, permettant au fluide excédentaire de contourner le circuit principal et de retourner dans le réservoir. La soupape module son ouverture pour maintenir la pression du système au niveau ou à proximité du point de consigne, assurant une protection continue contre les pics de pression et les surcharges.
Soupape de débit
La vanne de débit est un composant essentiel des systèmes hydrauliques, qui régule avec précision la vitesse des actionneurs hydrauliques. Elle réalise ce contrôle en ajustant dynamiquement la section de son étranglement interne, ce qui influence directement le débit volumétrique (Q) du fluide hydraulique vers l'actionneur.
Ce mécanisme permet un réglage fin de la vitesse de l'actionneur, ce qui est essentiel dans les applications nécessitant un contrôle précis des mouvements. Les vannes de débit peuvent être classées en deux catégories principales :
Vannes d'étranglement : Ces vannes créent une restriction fixe ou réglable manuellement dans le parcours du fluide, provoquant une chute de pression et contrôlant par conséquent le débit.
Vannes de régulation de vitesse : Plus sophistiquées que les vannes d'étranglement, elles intègrent des mécanismes de compensation de la pression pour maintenir un débit constant quelles que soient les variations de charge, assurant ainsi une vitesse constante de l'actionneur dans des conditions changeantes.
Les deux types jouent un rôle crucial dans les systèmes hydrauliques modernes, offrant différents niveaux de précision de contrôle et d'adaptabilité pour répondre à diverses applications industrielles, de l'équipement de fabrication aux machines hydrauliques mobiles.
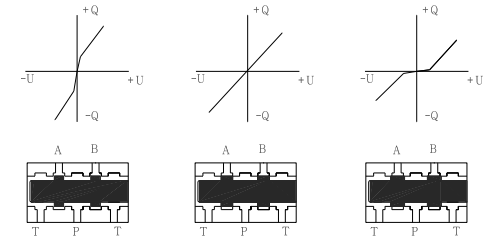
Clapet anti-retour
La fonction première d'un clapet anti-retour est de permettre l'écoulement d'un fluide dans une direction tout en empêchant le reflux dans la direction opposée. Ce contrôle unidirectionnel du débit est crucial dans de nombreux systèmes hydrauliques et pneumatiques, ainsi que dans divers processus industriels.
Les clapets anti-retour utilisent différents types d'éléments d'étanchéité, notamment :
Sphérique (à bille)
Conique (à clapet)
Plaque ou disque
Chaque conception offre des avantages spécifiques en termes de caractéristiques de débit, d'efficacité d'étanchéité et d'adaptation à différentes applications et différents milieux.
Pour permettre l'écoulement dans la direction prévue, l'élément d'étanchéité doit surmonter une force de ressort relativement faible. La tension du ressort est soigneusement calibrée pour garantir que la soupape s'ouvre à la pression minimale souhaitée tout en assurant une fermeture fiable en cas d'arrêt ou d'inversion du débit.
Les principes fondamentaux de fonctionnement des clapets anti-retour sont succinctement représentés par leurs symboles graphiques normalisés, qui illustrent visuellement la capacité d'écoulement unidirectionnel et la structure interne de base du clapet.
Dans la fabrication moderne, la conception et la sélection des clapets anti-retour ont été affinées grâce à l'analyse de la dynamique des fluides numérique (CFD) et aux matériaux avancés, ce qui permet d'optimiser les performances dans des conditions de fonctionnement spécifiques et d'améliorer l'efficacité globale du système.
Valve à cartouche à deux voies
La vanne à cartouche à deux voies est conçue avec un design compact enfichable, optimisé pour l'intégration dans des circuits de contrôle hydraulique à haute densité. Cette structure modulaire permet une installation et une maintenance efficaces tout en minimisant l'encombrement du système.
En général, la plaque de recouvrement a une double fonction : elle sert à la fois d'élément d'étanchéité et d'interface sophistiquée entre le corps de la vanne principale et la vanne pilote. Cette conception intégrée améliore la fiabilité du système et réduit les points de fuite potentiels.
En associant la vanne principale à une vanne pilote appropriée, la cartouche peut remplir une large gamme de fonctions hydrauliques. Celles-ci comprennent le contrôle précis de la pression, l'inversion rapide du débit et les réglages fins de l'étranglement. De plus, ces fonctions peuvent être combinées pour créer des stratégies de contrôle complexes adaptées aux exigences spécifiques de l'application.
La polyvalence des vannes à cartouche à deux voies leur permet d'exécuter des opérations hydrauliques critiques telles que :
Contrôle directionnel : Gestion des voies d'écoulement pour actionner des cylindres ou des moteurs
Contrôle de décharge de pression (trop-plein) : Protection du système contre la surpression
Contrôle de la décompression : Faciliter la réduction progressive de la pression pour éviter les chocs
Contrôle de séquence : Coordination de la synchronisation de plusieurs actions hydrauliques
Cette adaptabilité fait des valves à cartouche bidirectionnelles des composants essentiels des systèmes hydrauliques modernes dans de nombreux secteurs, de l'équipement mobile aux machines industrielles.
Soupape proportionnelle
Les vannes proportionnelles sont des dispositifs avancés de contrôle des fluides qui offrent un contrôle précis et continu du débit, de la pression ou de la direction dans les systèmes hydrauliques et pneumatiques. Elles sont classées en deux catégories principales :
Vannes proportionnelles à boucle ouverte
Ces vannes fournissent une relation proportionnelle entre le signal d'entrée et le débit ou la pression de sortie sans rétroaction. Les types comprennent :
Soupape de décharge proportionnelle : Contrôle la pression du système proportionnellement à un signal d'entrée électrique.
Réducteur de pression proportionnel : Régule la pression en aval proportionnellement au signal d'entrée.
Vanne d'étranglement proportionnelle : Module le débit en fonction du signal d'entrée.
Valve à débit proportionnel : Maintient un débit constant quelles que soient les variations de pression.
Valve directionnelle proportionnelle : Contrôle la direction et le débit du flux proportionnellement au signal d'entrée.
Valves proportionnelles en boucle fermée (servovalves proportionnelles)
Ces valves intègrent des mécanismes de rétroaction pour un contrôle plus précis. Elles sont également classées en fonction de la configuration de leur amplificateur :
Servovalves à amplificateur intégré : Disponibles dans les tailles NG6, NG10, NG16, NG25 et NG32.
Servovalves à amplificateur externe : Proposées dans une plus large gamme de tailles, de NG6 à NG50.
Les principales caractéristiques de performance des servovalves proportionnelles haut de gamme sont les suivantes :
Réponse en fréquence : Jusqu'à 120 Hz, permettant une réponse rapide du système.
Hystérésis : Aussi faible que 0,1%, garantissant une répétabilité et une précision élevées.
Zéro zone morte : élimine l'insensibilité autour de la position neutre, améliorant ainsi la précision du contrôle.
Compensation automatique : Ne nécessite pas de vanne d'équilibrage, ce qui simplifie la conception du système.
Ces caractéristiques avancées font des valves proportionnelles la solution idéale pour les applications nécessitant un contrôle précis du débit ou de la pression, telles que l'automatisation industrielle, l'hydraulique mobile et les machines à hautes performances.
Système de contrôle en boucle ouverte :
Un système de contrôle en boucle ouverte fonctionne sans rétroaction entre la sortie et l'entrée. Dans cette configuration, la sortie du système n'influence pas ses paramètres de contrôle. Ce type de système se caractérise par un flux unidirectionnel de signaux de commande, de l'entrée vers la sortie, sans aucun mécanisme d'autocorrection.
Système de contrôle en boucle fermée :
Un système de contrôle en boucle fermée est un système de contrôle automatique qui fonctionne sur le principe de la rétroaction. Ce système surveille en permanence sa sortie et la compare au point de consigne souhaité, en utilisant la différence (erreur) pour ajuster ses actions de contrôle. La boucle de rétroaction permet au système de s'autoréguler, en maintenant la sortie proche de la valeur souhaitée malgré les perturbations ou les variations des paramètres du système.
Les principaux éléments d'un système en boucle fermée sont les suivants :
Chemin d'accès : Transporte le signal de commande de l'entrée à la sortie
Chemin de retour : Renvoie les informations de sortie à l'entrée pour comparaison
Comparateur : Détermine l'erreur entre la sortie souhaitée et la sortie réelle
Contrôleur : Génère des signaux de contrôle en fonction de l'erreur
L'intégration de ces composants forme une boucle fermée, d'où le nom de "système de contrôle en boucle fermée".
Comparaison des systèmes en boucle ouverte et en boucle fermée :
Les systèmes en boucle ouverte sont simples à concevoir et généralement plus rentables. Cependant, ils n'ont pas la capacité de compenser les erreurs causées par des perturbations externes ou des changements internes au système.
Les systèmes en boucle fermée, bien que plus complexes, présentent plusieurs avantages :
Rejet des perturbations : Contrecarre automatiquement les influences extérieures
Sensibilité réduite aux variations de paramètres : Maintien des performances malgré les changements de composants
Réponse dynamique améliorée : Ajustement plus rapide et plus précis de la sortie
Autocorrection : Minimise continuellement l'erreur entre la sortie réelle et la sortie souhaitée
Cependant, les systèmes en boucle fermée doivent être conçus avec soin pour garantir leur stabilité. Une mauvaise sélection du gain dans la boucle de rétroaction peut entraîner des oscillations ou une instabilité.
Stratégies de contrôle avancées :
Pour améliorer encore la précision du contrôle, en particulier lorsque les perturbations sont mesurables, la commande par anticipation est souvent combinée à la commande par rétroaction. Ce système de contrôle composite anticipe et compense les perturbations connues avant qu'elles n'affectent la sortie, tandis que la boucle de rétroaction traite les erreurs restantes. Cette approche combine la nature proactive de la commande par anticipation avec la robustesse de la commande par rétroaction, ce qui se traduit par des performances globales supérieures du système.
Vanne proportionnelle en boucle ouverte
Servovalve en boucle fermée
Réponse en fréquence : 15Hz
Réponse en fréquence : 120Hz
Hystérésis : 5%
Hystérésis : 0,1%
Erreur inverse : 1%
Erreur inverse : 0,05%
Précision de répétition : 0,1
Précision de répétition : 0,01
Zone morte médiane
Couverture zéro
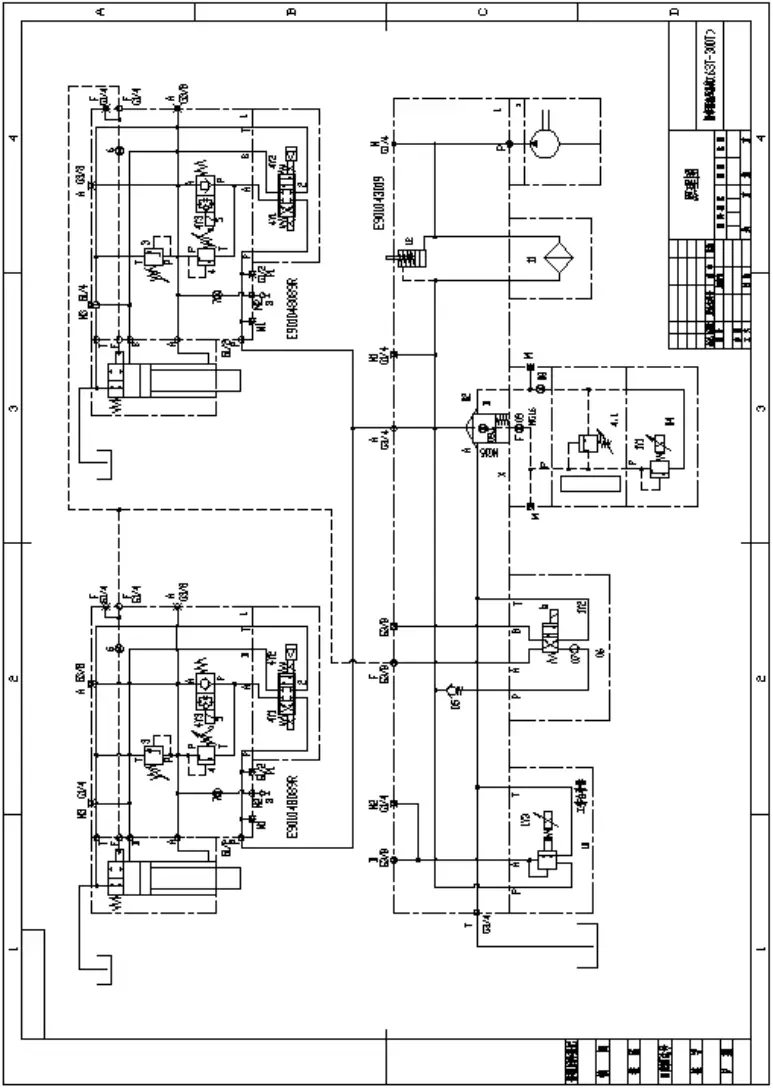
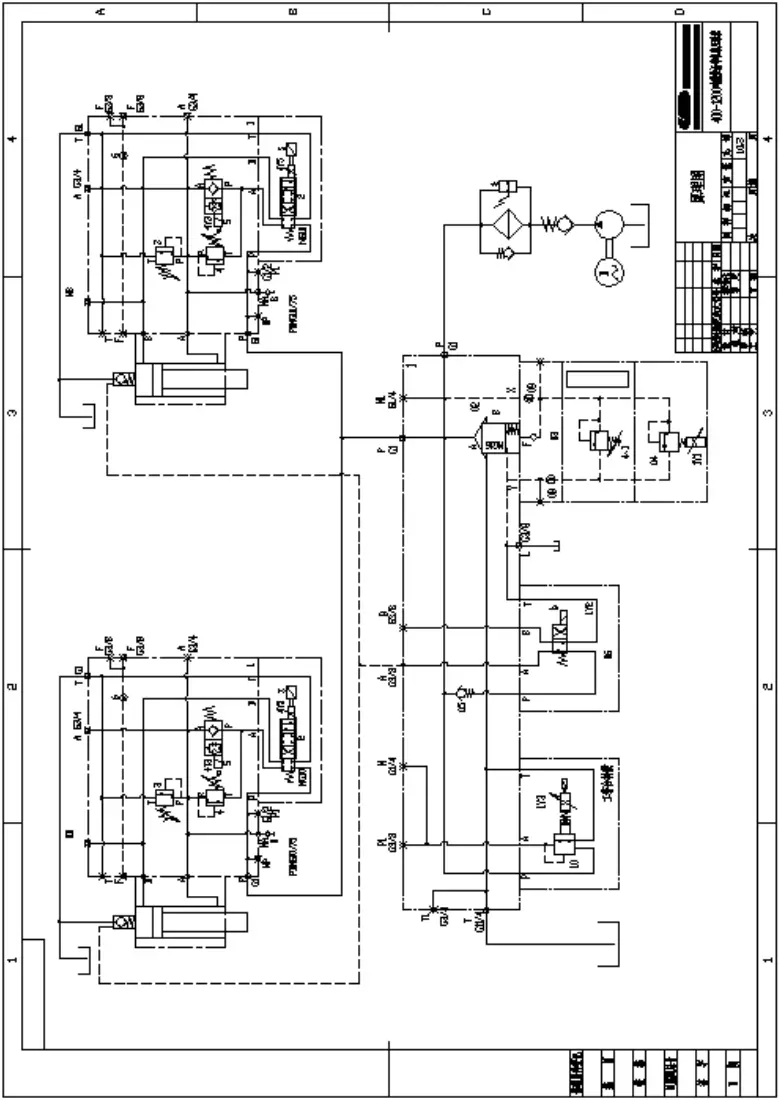
Principe du système hydraulique de la servopresse électrohydraulique
Principe de la presse plieuse synchrone électro-hydraulique (système inférieur à 300 tonnes)
Contrôle de la pression
Le système démarre avec le démarrage du moteur de la pompe à huile. La soupape de pression proportionnelle (4) régule la soupape à cartouche à deux voies (2) pour ajuster la pression du système hydraulique, afin de répondre à la force de flexion requise. Une soupape de sécurité (4.1) limite la pression maximale du système.
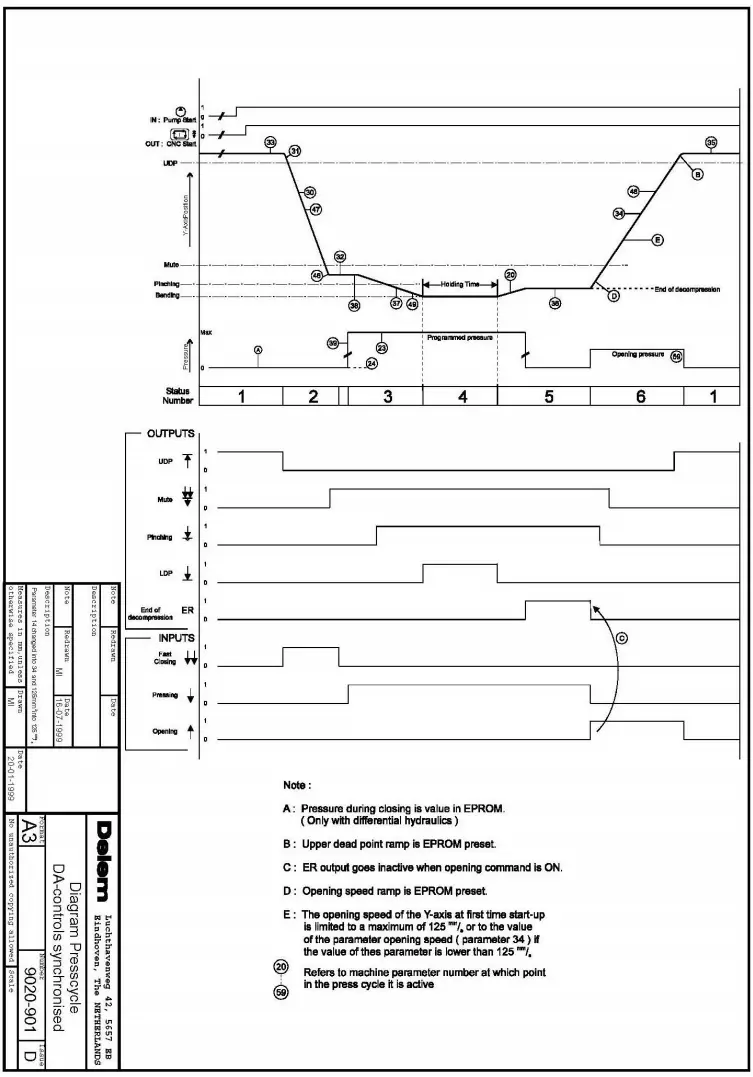
Cycle de travail
Descente rapide
La vanne de pression proportionnelle (4) reçoit la tension 20-30% (1Y1), tandis que l'électrovanne (6) 1Y2 est hors tension. La mise sous tension de l'électrovanne (5) 4Y3 applique une tension positive à la servovalve proportionnelle.
Lorsque le coulisseau descend rapidement, l'huile est aspirée dans la cavité supérieure du cylindre par la soupape d'écoulement. Simultanément, l'huile refoulée par la pompe pénètre dans cette cavité par la servovalve proportionnelle (2).
L'huile de la chambre inférieure du cylindre retourne au réservoir par l'électrovanne 5 (A-P) et la servovalve proportionnelle (2) (B → T).
La vitesse de descente rapide du curseur est contrôlée par le réglage de la tension de commande de la servovanne proportionnelle (4Y5), en modifiant son degré d'ouverture.
État d'avancement des travaux
La vanne de pression proportionnelle (4) 1Y1 et la vanne d'inversion électromagnétique (6) 1Y2 sont alimentées, fermant la vanne de remplissage. L'électrovanne (5) 4Y3 est mise hors tension. L'huile sous pression provenant de la pompe pénètre dans la cavité supérieure du vérin (côté sans tige) par la servovalve proportionnelle (2).
Pendant la pression descendante, l'huile de la chambre inférieure du cylindre retourne dans le réservoir par l'intermédiaire de la soupape de contre-pression (4) et de l'électrovanne proportionnelle (2).
La vitesse de travail est régulée par le réglage de la tension de commande de la servovanne proportionnelle (4Y5), qui modifie son degré d'ouverture.
Une soupape de sécurité (3) empêche une pression excessive dans la cavité inférieure de la bouteille, réglée 10% plus haut que la pression du système. La soupape de contre-pression (4) est généralement réglée à la pression d'équilibre plus 30-50 bars.
Maintien de la pression
Lorsque le vérin atteint le point mort bas, la servovanne proportionnelle 2 (4Y5) reçoit 0V, isolant les chambres supérieure et inférieure du vérin, ce qui maintient la position du curseur.
Déchargement
Après le maintien de la pression, la soupape de pression proportionnelle maintient la pression tandis que le système applique une légère tension négative à la servovanne proportionnelle 2 (4Y5), ce qui provoque une ouverture minimale (sens du retour).
Le bélier remonte légèrement, la distance étant déterminée par le paramètre de distance de déchargement. La durée du processus est fixée par le paramètre de vitesse de décompression.
La pression dans la cavité supérieure du cylindre est libérée par la servo-vanne proportionnelle (2).
Retour
L'électrovanne (6) 1Y2 se désexcite, la vanne de pression proportionnelle (4) reçoit une tension spécifique, l'électrovanne (5) 4Y3 se désexcite et la servovalve proportionnelle (4Y5) reçoit une tension négative.
L'huile sous pression s'écoule du bloc de la pompe à travers deux blocs de synchronisation.
L'huile hydraulique est acheminée de la servovalve proportionnelle supérieure (2) et de la valve d'inversion électromagnétique (5) (P-A) vers la chambre inférieure du cylindre (côté tige). La chambre supérieure (côté sans tige) s'évacue vers le réservoir via la vanne de remplissage.
Le bélier revient rapidement.
La vitesse de retour est contrôlée en ajustant la tension de commande de la servovanne proportionnelle 4Y5, en modifiant son degré d'ouverture.
Compensation de la table de travail
La compensation de la table de travail est réalisée en contrôlant le réducteur de pression proportionnel (10) 1Y3.
L'huile sous pression pénètre dans le cylindre de compensation par cette valve. Le réglage de la tension de la valve modifie sa pression, créant une forme de table convexe pour compenser la déformation induite par la courbure.
Dépannage du système hydraulique de la servopresse plieuse électrohydraulique
Système sans pression
1. Inspecter la soupape de pression proportionnelle (04) :
Vérifier que les connexions des fiches ne sont pas desserrées
Vérifier la présence du signal électrique correspondant dans 1YI
S'assurer que la soupape de sécurité (4.1) est correctement serrée.
2. Examiner la valve à cartouche à deux voies (02) :
Vérifier le collage de la bobine
Inspecter la résistance du fluide (09) sur le tiroir pour vérifier qu'il n'y a pas de blocage.
3. Vérifier que la valve de pression proportionnelle (04) n'est pas bloquée.
4. Évaluer l'état de la pompe à huile :
Ouvrir le couvercle du réservoir de carburant
Observer le retour d'huile au niveau de l'orifice de retour
S'il n'y a pas de retour ou si le débit est insuffisant, remplacer la pompe à huile endommagée.
Questions relatives aux béliers
1. Vérifier la diminution de la pression dans les soupapes de contre-pression et de sécurité
2. Diagnostiquer les fuites :
Arrêter le bélier au point de départ supérieur
Retirer la servovanne proportionnelle du bloc de synchronisation
Observer l'orifice A pour le trop-plein d'huile - En cas de débordement : fuite du bloc de synchronisation - S'il n'y a pas de débordement : fuite du cylindre
Il est également possible d'inverser les blocs de synchronisation gauche et droite. - Si le glissement ne suit pas les blocs : fuite du cylindre
3. Étapes de l'entretien :
Nettoyer le tiroir de la soupape de contre-pression
Si le problème persiste, nettoyer la soupape à clapet et la soupape de sécurité.
Remarque : le glissement en coupe indique une mauvaise étanchéité du cylindre dans des zones spécifiques.
Mouvement de descente rapide lent ou non synchronisé
1. Vérifier la valve à clapet sur le bloc de synchronisation :
Vérifier l'étanchéité du bouchon
Confirmer le signal électrique correspondant
2. Évaluer la servovanne proportionnelle :
Vérifier la cohérence du signal de mise sous tension et du retour d'information
Nettoyer la bobine coincée si elle est incohérente
3. Inspecter les composants du bloc de synchronisation :
Vérifier la résistance du fluide 6 dans l'orifice X pour voir s'il n'y a pas de blocage
Vérifier que le robinet de remplissage n'est pas bloqué
4. Examiner le rail du vérin et le cylindre pour s'assurer qu'ils ne sont pas trop serrés.
Arrêt rapide sans progression du travail
1. En état de diagnostic, fournir des signaux électriques à :
Servovalve proportionnelle (2)
Soupape de pression proportionnelle (04)
Distributeur électromagnétique (06)
2. Fermer la vanne de remplissage et régler l'ouverture de la servovanne proportionnelle
3. Si les deux cylindres ne fonctionnent pas :
Vérifier la vanne d'inversion électromagnétique (06) sur le bloc pompe - Vérifier l'étanchéité du bouchon 1Y2 - Confirmer le signal électrique - Vérifier si le noyau de la valve est collé
4. En cas de défaillance d'un seul cylindre :
Inspecter la résistance du fluide (6) dans le bloc de synchronisation pour vérifier qu'elle n'est pas obstruée.
Vérifier que le robinet de remplissage ne colle pas
Ram quick down avec pause intermédiaire
Vérifier le niveau de liquide du réservoir de carburant (un niveau trop bas peut provoquer une entrée d'air).
Inspecter la vanne de remplissage :
Vérifier l'intégrité du joint d'entrée d'huile
Vérifier que le ressort n'est pas cassé
Problèmes de retour de bélier
1. Vérifier la pression du système dans l'état de diagnostic
2. Fournir des signaux électriques aux vannes et les régler comme dans le cas d'un dépannage rapide.
3. Pour les questions générales de retour :
Vérifier le signal et le noyau du distributeur électromagnétique
4. Pour les problèmes de retour d'un seul cylindre :
Inspecter la résistance du fluide et la valve de remplissage dans le bloc de synchronisation.
5. Vérifier la cohérence du signal de la servovanne proportionnelle et du retour d'information.
Surchauffe et pression élevée pendant la marche à vide
1. Vérifier que la résistance du fluide (8) sur l'orifice Y du couvercle de contrôle de pression n'est pas bloquée.
2. Inspecter et remplacer l'élément du filtre à huile en cas d'augmentation rapide de la température sans pression.
3. Évaluer le cycle de travail :
Vérifier que la distance de travail ou le temps de maintien n'est pas excessif
4. Examiner la configuration de la tuyauterie du système hydraulique en vue de son optimisation
En mettant en œuvre ces étapes de dépannage structurées, les techniciens peuvent diagnostiquer et résoudre efficacement les problèmes du système de servofrein électrohydraulique, ce qui garantit des performances optimales et minimise les temps d'arrêt.
Débogage du système hydraulique commandé par pompe de la servopresse électrohydraulique
Démarrage initial
Purge du système
Ouvrir complètement la soupape de sécurité (014) sur l'ensemble de la soupape supérieure du cylindre. Accédez à l'interface de diagnostic du système DELEM et décalez la soupape d'environ 40%. La vitesse du moteur correspondant doit être d'environ 700 tr/min, avec un réglage de couple d'environ 80DA. Faites fonctionner le système pendant 5 à 10 minutes, puis fermez la soupape de sécurité.
Mesures de précaution
Lors de la fermeture de la soupape de sécurité, utiliser un manomètre pour ajuster la pression de la chambre inférieure à 20 MPa. Si vous ne disposez pas d'un manomètre, serrez complètement la soupape de sécurité, puis desserrez-la d'un tour. Après la purge, les opérations initiales peuvent produire du bruit et la course de retour peut ne pas se produire. Les problèmes de synchronisation et la lenteur du retour sont généralement dus à la présence d'air résiduel dans les conduites et les vérins hydrauliques.
En général, le fonctionnement normal est atteint après 5 à 8 cycles. Si le retour n'est toujours pas possible après la purge, débloquer la soupape de sécurité de la chambre inférieure et répéter le processus de purge comme décrit ci-dessus. Évitez les recherches automatiques répétées de paramètres ou les courses de retour forcées pour éviter d'endommager la pompe.
Lors de la mise en service initiale, limiter la vitesse de la course de retour rapide à 100 mm/s afin de protéger la pompe des dommages dus à une évacuation incomplète de l'air et à un fonctionnement à grande vitesse.
Réglage de la pression
Soupape de sécurité de la cavité inférieure : Réglée en usine à 20 MPa, il n'est généralement pas nécessaire de l'ajuster, sauf en cas de besoin.
Réglage de la soupape de contre-pression : Tout d'abord, observez la contre-pression statique du système, qui est généralement de l'ordre de 4 à 5 MPa. Ajoutez 3-4 MPa à cette valeur pour déterminer le réglage de la contre-pression dynamique.
Réglez avec précision la soupape de contre-pression en fonction des conditions de fonctionnement réelles de la machine.
Abaissement du vérin en position basse
Entrez dans l'interface de diagnostic DELEM, décalez les deux valves de 20%, réglez la valeur DA de la valve de pression (couple) à environ 80DA, puis ouvrez la valve à déclenchement rapide. Le coulisseau descend lentement jusqu'à ce qu'il entre en contact avec la matrice inférieure.
Précautions :
Veillez à ce que les réglages des soupapes de contre-pression des deux côtés soient étroitement adaptés. Des écarts importants peuvent entraîner un fonctionnement asynchrone.
Lors de l'abaissement du coulisseau, il faut toujours appliquer un couple de serrage afin d'éviter une descente rapide qui pourrait endommager la matrice ou le fond du cylindre, ce qui pourrait entraîner de graves risques pour la sécurité.
Avantages des servopresses plieuses électrohydrauliques
Efficacité énergétique : Réduction de la consommation d'énergie jusqu'à 70% grâce à l'optimisation de la commande des servomoteurs et à l'élimination des pertes d'étranglement.
Contrôle de précision : La commande de la pompe remplace la commande conventionnelle de la vanne, ce qui permet un réglage dynamique de la vitesse du servomoteur pour une distribution précise de l'huile.
Réduction de la consommation d'énergie au ralenti : Le moteur s'arrête lorsque le débit ou la pression ne sont pas nécessaires.
Impact sur l'environnement : Réduction de la consommation d'énergie et des émissions de CO2.
Conception compacte : Les servomoteurs peuvent être considérablement surchargés pendant de courtes durées, ce qui permet de réduire de 50% la puissance installée.
Optimisation du système hydraulique : 50% réduction du volume du réservoir d'huile et de la consommation globale d'huile hydraulique.
Gestion thermique : Une température d'équilibre plus basse élimine le besoin de dispositifs de refroidissement, ce qui prolonge la durée de vie des composants hydrauliques.
Réduction du bruit : Fonctionnement nettement plus silencieux pendant les phases de ralenti, de descente rapide, de maintien de la pression et de retour, ce qui améliore l'environnement de travail.
Sécurité accrue : Freinage plus rapide des servomoteurs par rapport aux moteurs conventionnels, permettant une coupure rapide de la pression et du débit dans les situations d'urgence.
Amélioration de la tolérance à la contamination : Sensibilité réduite aux particules d'huile de NS7 (servovalve proportionnelle) à NS9 (pompe à piston). Plage de température de fonctionnement élargie : servomoteur 10°C - 80°C, pompe à piston 20°C - 90°C, par rapport à la servovalve proportionnelle 20°C - 50°C.
Contrôle supérieur de la vitesse :
Vitesses de descente et de retour rapides jusqu'à 200 mm/s dans des conditions optimales.
Réglage progressif de la vitesse dans une plage de 0 à 20 mm/s.
Contrôle de position exceptionnel :
Précision de positionnement répété de ±0,005 mm, permettant un pliage de haute précision.
Performances exceptionnelles en matière de suivi de trajectoire : précision de synchronisation de ±0,020 mm lors de l'avancement industriel.
Évolutivité : Le même groupe de vannes peut être équipé de pompes de 6, 8 et 10 cc/tr, couvrant des presses plieuses d'une capacité de 30 à 300 tonnes.
Protection contre les surcharges : Le contrôle du couple maximal spécifique au système empêche toute surcharge due à une erreur humaine ou à un mauvais fonctionnement.
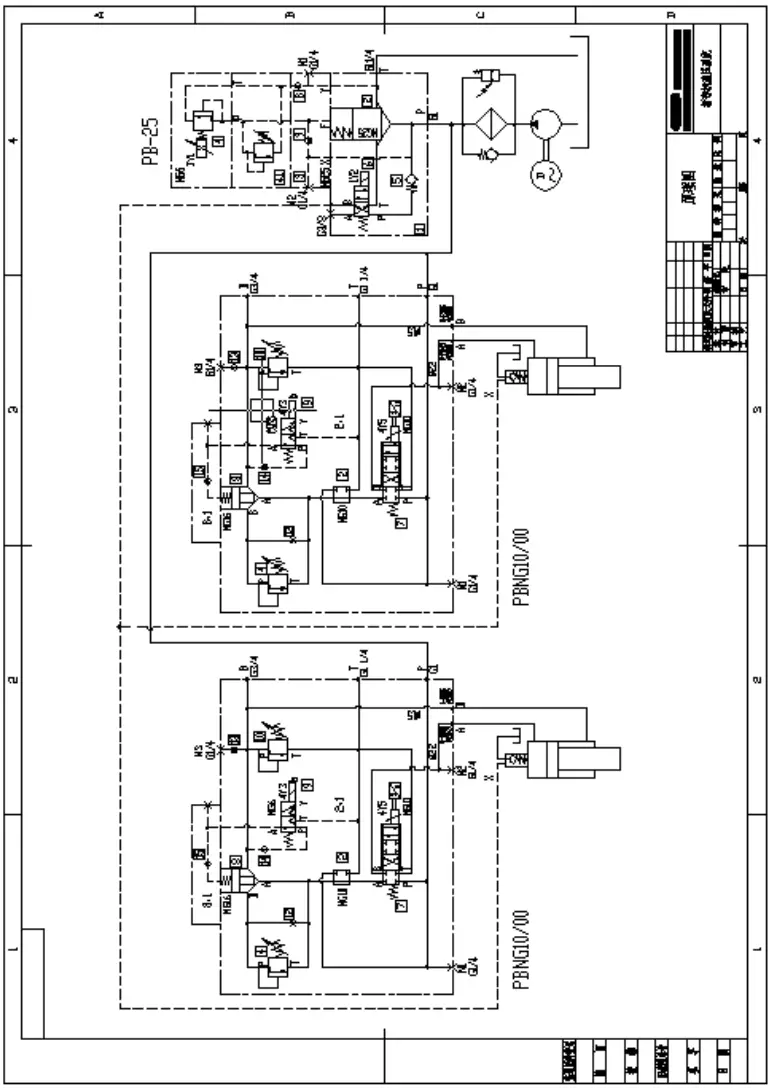
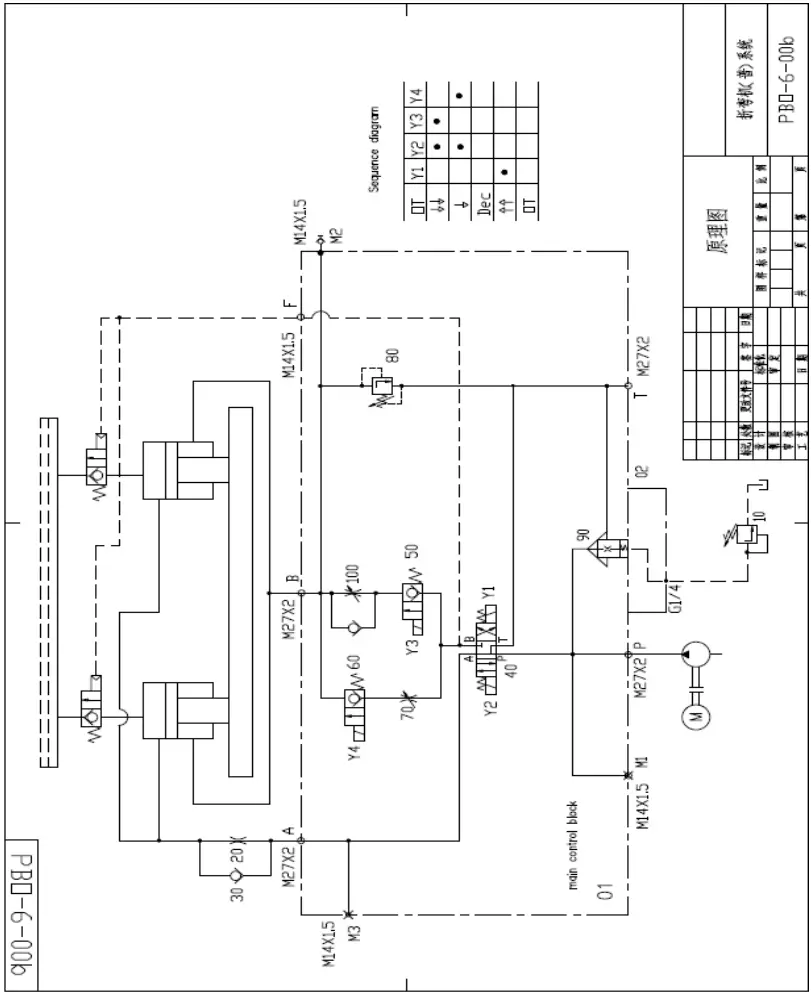
Système hydraulique d'une presse plieuse synchrone à barre de torsion
Analyse des principes
Contrôle de la pression
Lancer le système hydraulique en démarrant le moteur de la pompe à huile.
Régler la pression du système pour obtenir la force de flexion requise en utilisant l'une ou l'autre des méthodes suivantes : a) Vanne de commande à distance (10) b) Valve de pression proportionnelle
Ces valves contrôlent la valve à cartouche à deux voies (90) pour ajuster la pression globale du système hydraulique.
Descente rapide
Activer les solénoïdes Y2 et Y3 ; désactiver Y1.
Le bélier descend rapidement sous l'effet de la gravité, tandis que.. : a) La soupape de remplissage aspire l'huile dans la chambre supérieure du cylindre. b) Le distributeur électromagnétique (40) en position P-A et le clapet anti-retour (30) canalisent l'huile vers la chambre supérieure.
L'huile de la chambre inférieure s'écoule : a) Clapet d'étranglement à sens unique (100) b) Valve à clapet (50) c) Vanne directionnelle électromagnétique (40) en position B-T, retour au réservoir
Régler la soupape d'étranglement unidirectionnelle (100) pour contrôler la vitesse de descente rapide du bélier.
Course de travail
Activer les solénoïdes Y2 et Y4 ; désactiver Y1 et Y3.
La vanne de remplissage normalement fermée (clapet anti-retour hydraulique) obture l'orifice de l'huile.
L'huile sous pression provenant de la pompe s'écoule dans la chambre supérieure du cylindre par l'intermédiaire de.. : a) Vanne électromagnétique (40) en position P-A b) Clapet anti-retour (30)
L'huile de la chambre inférieure retourne dans le réservoir par l'intermédiaire : a) Valve à clapet (60) b) Clapet d'étranglement (70) c) Vanne électromagnétique (40) en position B-T
Régler la vitesse de travail à l'aide du papillon des gaz (70).
Contrôler la pression de la chambre inférieure via l'orifice M2.
Retrait de charge
Après la pressurisation, mettre tous les solénoïdes (Y1, Y2, Y3, Y4) hors tension.
L'huile pressurisée de la chambre supérieure s'échappe par le haut : a) Orifice (20) b) Distributeur électromagnétique (40) en position A-T
Contrôler la durée de l'enlèvement de la charge à l'aide d'un relais temporisé.
Course de retour
Mettre Y1 sous tension ; mettre Y2 et Y3 hors tension.
L'huile sous pression provenant de la pompe s'écoule dans la chambre inférieure du cylindre par l'intermédiaire de la pompe : a) Vanne électromagnétique (40) en position P-B b) Valve à clapet (50) c) Clapet d'étranglement à sens unique (100)
Cette pression ouvre simultanément la vanne de remplissage (clapet anti-retour hydraulique).
L'huile de la chambre supérieure retourne rapidement dans le réservoir par la vanne de remplissage.
Dépannage courant
Questions relatives aux béliers
Tout d'abord, vérifiez si la pression de la soupape de sécurité de la cavité inférieure (n° 80) a diminué.
Nettoyez les valves à clapet n° 60 et n° 50, ainsi que la valve de sécurité de la cavité inférieure n° 80.
Arrêter le vérin au point mort haut. Fermez complètement le papillon n° 70 et le papillon unidirectionnel n° 100. Cela permettra de déterminer si les valves à clapet n° 50 et n° 60 sont endommagées.
Pas d'accélération ou de ralentissement
Vérifier que le bouchon de la valve à clapet n° 50 n'est pas desserré.
Vérifiez que le signal électrique de la vanne directionnelle n° 40 fonctionne normalement et vérifiez que la vanne n'est pas coincée. Si c'est le cas, nettoyez soigneusement la valve.
S'assurer que le robinet d'étranglement unidirectionnel n° 100 est complètement relâché.
Desserrez la soupape de sécurité de la cavité inférieure n° 80 pour déterminer s'il y a un serrage excessif entre le cylindre à huile et le rail de guidage.
Examinez le robinet de remplissage pour vérifier qu'il n'est pas coincé.
Pas d'avancement des travaux au point de changement de vitesse
Vérifier le réglage correct de l'interrupteur de voyage.
Vérifier que les vannes à clapet n° 50 et n° 60 ne sont pas coincées.
Vérifier que la vanne de remplissage n'est pas grippée. Pendant la phase de co-alimentation, touchez le tuyau de retour de l'huile de remplissage pour détecter tout débordement d'huile.
Observer s'il y a une présence significative d'air lors du retour du réservoir de carburant.
Confirmer que la pression du système et la pression dans la chambre inférieure M2 se situent dans les limites normales.
Pas de retour ou retour lent
Vérifiez que le système hydraulique est pressurisé et qu'il a atteint le niveau de pression requis.
Vérifier le fonctionnement normal du signal électrique de la valve directionnelle n° 40 et vérifier qu'il n'y a pas de blocage de la valve.
Examinez l'orifice F de l'orifice de commande de la vanne de remplissage pour vérifier qu'il n'est pas obstrué. Vérifier également si la vanne de remplissage est bloquée.
Il faut savoir qu'une vanne n° 50 bloquée peut entraîner des retours lents.
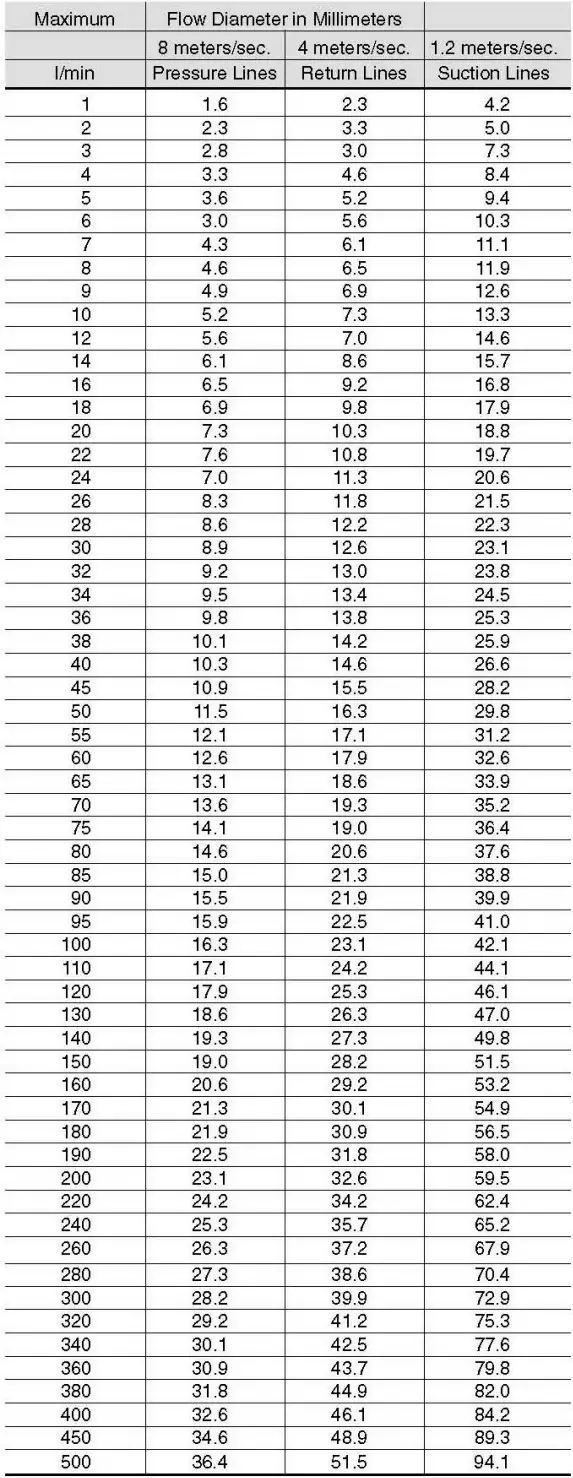
Tableau et diagramme en annexe
Tableau 1 ci-joint : Sélection du diamètre de la conduite hydraulique
Le choix du matériau, du type et de la taille du tube pour une application donnée et un type de raccord donné est essentiel pour assurer un fonctionnement efficace et sans problème du système de fluide.
Le choix du matériau du tube et la détermination de la taille optimale du tube (diamètre extérieur et épaisseur de la paroi) sont essentiels pour sélectionner le tube approprié.
Le dimensionnement correct du tube pour les différentes parties d'un système hydraulique permet d'obtenir une combinaison optimale de performances efficaces et rentables.
Un tube trop petit entraîne une vitesse élevée du fluide, ce qui peut avoir de nombreux effets néfastes. Dans les conduites sous pression, cela entraîne des pertes de charge et des turbulences importantes, qui se traduisent toutes deux par des chutes de pression élevées et un dégagement de chaleur.
La chaleur élevée accélère l'usure des pièces mobiles et entraîne un vieillissement rapide des joints et des tuyaux, ce qui réduit la durée de vie des composants.
Une production excessive de chaleur est également synonyme de gaspillage d'énergie et de réduction de l'efficacité.
Le choix d'un tube surdimensionné augmente le coût du système. Il est donc essentiel de dimensionner au mieux les tubes. Voici une procédure simple pour le dimensionnement des tubes :
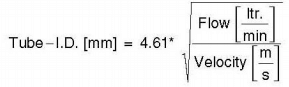
Déterminer le diamètre d'écoulement requis
Utilisez un tableau pour déterminer le diamètre recommandé pour le débit requis et le type de conduite.
Le tableau est basé sur les vitesses d'écoulement recommandées suivantes :
Si vous souhaitez utiliser des vitesses différentes de celles indiquées ci-dessus, utilisez l'une des formules suivantes pour déterminer le diamètre d'écoulement requis.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Faites passer votre entreprise à la vitesse supérieure