Manuel d'utilisation de la presse plieuse (Formation PDF)
Avis à tous les mécaniciens et ingénieurs passionnés ! Vous êtes-vous déjà interrogé sur les tenants et les aboutissants de l'utilisation d'une presse plieuse ? Dans cet article de blog, nous allons plonger dans le monde des presses plieuses, en explorant leurs fonctions, les considérations de sécurité et les conseils d'entretien. En nous appuyant sur l'expertise de professionnels chevronnés dans ce domaine, nous vous fournirons des informations précieuses pour améliorer votre compréhension et votre compétence dans l'utilisation de ces puissantes machines. Préparez-vous à améliorer votre jeu avec les presses plieuses !
Introduction au manuel d'utilisation de la presse plieuse
Nous recommandons vivement à tous les utilisateurs et opérateurs de lire attentivement ce manuel d'utilisation de la presse plieuse avant de l'utiliser. Ce manuel est destiné à un personnel spécialisé et qualifié et est accompagné de schémas et de toute la documentation nécessaire pour soulever, déplacer et mettre en place la machine, ainsi que d'instructions pour une utilisation et un entretien en toute sécurité.
Systèmes de contrôle disponibles
Vous pouvez aller directement au bas de la page pour télécharger la version PDF du manuel d'utilisation des systèmes de commande de presses plieuses suivants :
Estun: E21, E200P, E200+
CybTouch: 8, 12
Esa: S630
Delem: DA41, DA52S, DA53T, DA58T, DA66T, DA69T
Informations importantes
Veuillez noter que toutes les informations contenues dans ce manuel sont exactes au moment de l'impression. Toutefois, notre société se réserve le droit de modifier et d'améliorer les spécifications sans préavis.
Installation et entretien
Pour garantir un fonctionnement correct, il est important d'installer le logiciel presse plieuse et d'effectuer des inspections et des services d'entretien réguliers. Toute utilisation incorrecte ou irresponsable peut entraîner des dommages irréparables à la machine et compromettre la sécurité de l'opérateur.
Clause de non-responsabilité
Nous ne sommes pas responsables des services, modifications ou connexions incorrects effectués par du personnel non autorisé.
En suivant les directives et les recommandations énoncées dans ce manuel, vous pouvez garantir le fonctionnement sûr et efficace de votre machine à plier.
1.1 Cintrage de haute efficacité et de haute précision
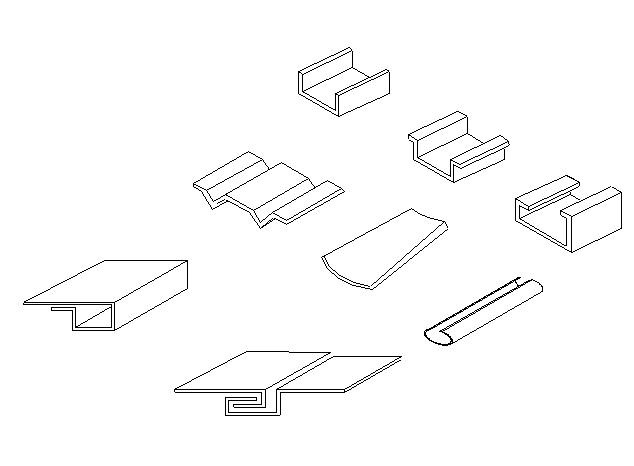
La presse plieuse est conçue pour offrir une grande efficacité et une grande précision dans le pliage des tôles. La taille de l'ouverture de la rainure en V sur les matrices inférieures correspond généralement à 8 fois l'épaisseur de la tôle et doit être ajustée en conséquence pour des tôles d'épaisseur variable. Différents types de matrices supérieures et inférieures peuvent être utilisés pour plier une variété de pièces, comme l'illustre la figure 1.
Figure 1
1.2 Intégrité structurelle et caractéristiques de sécurité
La presse plieuse est construite à partir de plaques d'acier, ce qui lui confère une résistance et une rigidité suffisantes. Le système d'entraînement hydraulique de la machine permet d'éviter les accidents graves liés aux surcharges qui peuvent survenir en raison de changements dans l'épaisseur de la tôle ou d'une sélection incorrecte de la cavité inférieure de la matrice. Cette machine offre également des performances stables, une facilité d'utilisation et une sécurité fiable.
Pour garantir une grande précision, la connexion à la matrice supérieure est équipée d'un dispositif de compensation. Ce dispositif compense la déflexion de la table de travail et du coulisseau pendant le pliage. En outre, le bloc mécanique est équipé d'un cylindre à huile qui assure une fixation précise lorsque le coulisseau atteint le point mort inférieur, ce qui permet de maintenir la régularité de la production en vrac.
1.3 Commande hydraulique et électrique
La presse plieuse est équipée de systèmes de commande hydraulique et électrique, ce qui permet de régler librement la course du coulisseau. Cette caractéristique permet d'effectuer des essais et des réglages avec un critère de fonctionnement en pouces.
1.4 Avancées technologiques et performances
Cette presse plieuse est technologiquement avancée et offre des performances fiables, ce qui en fait l'un des dispositifs de façonnage idéaux. Elle est largement utilisée dans des industries telles que l'aviation, l'automobile, la construction navale et les machines en raison de sa grande efficacité de production.
1.5 Conditions de fonctionnement
Température : La plage de température de travail de la presse plieuse est de 5~38℃.
Environnement Humidité : L'humidité relative doit être comprise entre 20~80% RH.
Vibrations et interférences : La machine doit être tenue à l'écart des vibrations puissantes et des interférences électromagnétiques.
Conditions environnementales : L'environnement de travail doit être exempt de gaz pernicieux et corrosifs et de poussière.
Installation de la presse plieuse
Levage
Lorsque vous soulevez la presse plieuse pour la transporter ou la positionner, il est essentiel d'utiliser une grue ayant une capacité de levage suffisante pour éviter le risque de chute de la presse plieuse. Suivez les conseils suivants pour assurer un levage en toute sécurité :
Utilisation de deux élingues en câble d'acier et de manilles: Utilisez les trous de levage appropriés situés en haut de la machine.
Câble d'acier adéquat: Veillez à ce que le câble d'acier soit d'une taille suffisante pour soulever le poids de la presse plieuse. La longueur du câble doit être suffisante, car sa capacité de charge diminue lorsque l'angle entre les câbles s'élargit (voir la figure 2).
Fig.2
Transport
Lors du transport de la presse plieuse, il faut tenir compte des points suivants :
Répartition du poids: La majeure partie du poids de la presse plieuse est concentrée à l'avant. Veillez à ce que le vérin supérieur soit complètement abaissé pendant le déplacement ou le transport.
Chargement sur un camion: Positionner l'arrière de la machine le plus près possible du côté du véhicule. Fixer la presse plieuse au camion à l'aide de câbles d'acier afin d'éviter tout mouvement pendant le transport.
Installation
Fondation de la presse plieuse :
Pour assurer le bon fonctionnement et la stabilité de la presse plieuse, la surface sur laquelle elle sera placée doit être ferme et stable. Procédez comme suit :
Fondation en béton: Si nécessaire, préparez une fondation en béton adaptée aux conditions spécifiques du sol. Reportez-vous au plan détaillé des fondations fourni ci-dessous.
Exigences en matière d'espace: Veiller à ce qu'il y ait suffisamment d'espace autour de la machine pour les travaux d'entretien et les tâches spéciales. Il doit y avoir suffisamment d'espace à gauche ou à droite de la presse plieuse, égal à la longueur de la machine, pour faciliter les opérations de changement d'outil.
Enlèvement de l'antirouille: Toutes les surfaces exposées de la machine sont recouvertes d'un revêtement antirouille, qui peut être facilement enlevé avec du kérosène ou un solvant.
Mise à niveau
Une mise à niveau correcte de la presse plieuse est essentielle à son bon fonctionnement. Suivez les étapes suivantes pour vous assurer que la machine est à niveau :
Mise à niveau horizontale: Placez un niveau à bulle sur la table de la machine pour vérifier le nivellement horizontal.
Mise à niveau verticale: Placez à nouveau le niveau à bulle sur la table de la machine pour vérifier le nivellement vertical.
Ajustements: Effectuer les réglages nécessaires en ajustant les boulons de mise à niveau situés dans les pieds de la presse plieuse.
Schéma électrique et instructions d'utilisation de la presse plieuse
Raccordement électrique et configuration initiale
Vérifier la plaque signalétique et le câblage de la machine:
Vérifier les informations figurant sur la plaque signalétique de la presse plieuse.
S'assurer que tous les câbles sont intacts et en bon état.
Raccordement électrique:
Brancher la presse plieuse sur la source d'alimentation de l'établissement.
Si l'alimentation électrique de l'établissement ne répond pas aux exigences de la machine, contactez votre fournisseur d'électricité.
Mesures de sécurité:
Veillez à ce que l'alimentation électrique soit protégée par un fusible afin de permettre une déconnexion complète pour les réparations.
Connecter l'alimentation aux pinces RST dans l'armoire de commande.
Dessins électriques:
Se référer aux schémas électriques ci-joints pour les configurations spécifiques des contrôleurs.
Connecter les lignes électriques triphasées aux bornes d'entrée de l'armoire électrique.
Branchez la prise de la pédale de commande située sous la boîte.
Fermer l'interrupteur QF et la porte de l'armoire électrique.
L'allumage de la lampe HL1 indique que la machine est sous tension.
Vérification du sens du moteur:
Démarrer le moteur de la pompe à huile à l'aide du bouton HL2 sur le panneau de commande.
Observer la direction du moteur ; si elle est incorrecte, modifier la phase des lignes d'entrée (ne pas modifier les lignes internes).
Redémarrer le moteur de la pompe à huile.
Fonctionnement du mode Jog
Activation du mode Jog:
Après quelques minutes de fonctionnement normal, mettez le SA2 en mode jogging.
Appuyez sur l'interrupteur au pied "haut" ; le bélier s'élève et s'arrête lorsque l'interrupteur est relâché.
Pour faire monter davantage le vérin, continuez à appuyer sur la pédale jusqu'à ce qu'il atteigne l'interrupteur de fin de course SQ1 et s'arrête.
Pour abaisser le bélier, appuyez sur "down" ; le bélier s'abaisse rapidement, puis lentement grâce à l'interrupteur de fin de course SQ2, ce qui ajoute de la pression.
Relâcher la pédale de commande pour arrêter le vérin.
Mode de déplacement unique
Activation du mode de déplacement unique:
Mettre SA2 sur "single time".
Appuyez sur la pédale "descente" ; le vérin descend rapidement, puis lentement sous l'effet de la pression, et remonte finalement jusqu'à l'interrupteur de fin de course supérieur SQ1.
Régler le temps de fonctionnement du relais temporisé KT1 pour répondre aux exigences de la pression de cintrage.
Régler le temps de maintien de la pression du relais temporisé KT2.
Mode continuité
Activation du mode continuité:
Placer le SA2 sur "continuité".
Appuyez sur l'interrupteur au pied pour revenir au mode de déplacement unique.
Régler le temps d'attente de la circulation à l'aide du relais temporisé KT1.
Note de sécurité
Les étapes ci-dessus doivent être effectuées par du personnel spécialisé.
Pour des raisons de sécurité, les presses plieuses certifiées CE n'ont pas de mode de continuité.
Le système hydraulique d'une presse plieuse
Nettoyer l'huile hydraulique
Le maintien de la propreté de l'huile hydraulique est essentiel pour garantir les performances optimales et la longévité du système hydraulique d'une presse plieuse. Voici un guide détaillé sur la manière de nettoyer l'huile hydraulique et le réservoir d'huile :
Préparation:
Avant de commencer, assurez-vous que la presse plieuse est éteinte et que le système hydraulique est dépressurisé.
Rassemblez le matériel de nettoyage nécessaire : des serviettes propres (évitez d'utiliser du coton car il peut laisser des fibres), de l'essence de nettoyage et des outils tels qu'un bâton ou un bambou enveloppé d'une serviette pour les zones difficiles à atteindre.
Retrait de l'huile:
Retirer avec précaution le couvercle du réservoir d'huile.
Desserrer le bouchon ou la valve de frein qui fuit pour évacuer complètement l'huile sale du système.
Nettoyage du réservoir:
Essuyez le fond et les côtés du réservoir avec une serviette propre.
Utilisez de l'essence de nettoyage pour laver le réservoir à fond.
Pour les coins et les zones difficiles à atteindre, enroulez une serviette autour d'un bâton ou d'un bambou et essuyez ces zones méticuleusement.
Si de la saleté s'est accumulée au niveau des soudures ou à d'autres endroits difficiles, utilisez un outil tel qu'un rouleau à pâtisserie pour nettoyer ces zones.
Séchage du réservoir:
Assurez-vous que le réservoir est complètement sec en l'essuyant avec une serviette propre.
Remettre le couvercle du réservoir en place une fois qu'il est propre et sec.
Choisir l'huile hydraulique
Le choix de l'huile hydraulique appropriée est crucial pour le bon fonctionnement de la presse plieuse. Il convient de tenir compte des directives suivantes :
Viscosité:
La valeur de marquage de l'huile hydraulique indique sa viscosité moyenne à 40°C.
Pour des pressions et des températures de travail plus élevées, et des vitesses de travail plus lentes, choisissez une huile hydraulique de qualité supérieure.
Huile recommandée:
ISO VG46: Cette huile hydraulique anti-usure a une viscosité moyenne de 46 mm²/s à 40°C et convient à la plupart des conditions d'utilisation.
ISO VG32: Utilisez cette huile si la machine fonctionne à des températures inférieures à 5°C pendant des périodes prolongées.
Considérations relatives à la température:
Évitez d'utiliser la machine à des températures très basses (inférieures à -5°C). Si nécessaire, laissez la machine tourner au ralenti pour réchauffer l'huile.
Un réchauffeur d'huile peut être ajouté au circuit pour les températures extrêmement basses.
Dans des conditions normales, la température de l'huile ne doit pas dépasser 70°C. Installez un refroidisseur d'huile si des conditions particulières l'exigent.
Remplir l'huile
Il est essentiel de remplir correctement l'huile hydraulique pour maintenir les performances du système :
Propreté:
S'assurer que l'huile utilisée est propre.
Serrer l'écrou du filtre à air et verser l'huile à travers le filtre.
Si vous utilisez un équipement de remplissage doté d'un filtre, vous pouvez ouvrir le couvercle du réservoir d'huile et le remplir directement.
Niveau d'huile:
Observez la jauge d'huile. Lorsque le vérin s'arrête au point mort supérieur, l'huile hydraulique doit remplir environ 80% à 90% de l'espace intérieur du réservoir.
Élimination des bulles d'air:
Faire fonctionner la machine d'abord au ralenti, puis à la course maximale pour éliminer les bulles d'air dans le circuit hydraulique.
Schéma hydraulique
Pour une compréhension complète du système hydraulique, reportez-vous au schéma hydraulique fourni. Ce schéma facilitera l'analyse du système externe et le dépannage.
Équipement de contrôle standard
5.1
Bouton de démarrage
Pour démarrer le moteur principal et le circuit de contrôle.
5.2
Bouton d'arrêt
Pour arrêter le moteur principal et le circuit de contrôle.
5.3
Sélecteur de mode Auto/Manuel
Sélectionner le mode de travail
En mode Auto
-Le bélier se lève automatiquement lorsque la pression prédéfinie est atteinte et que le temps d'attente est écoulé.
En mode manuel
-L'abaissement et l'élévation du bélier s'effectuent en appuyant sur la pédale.
5.4
Pédale
Pousser et maintenir pour commander l'abaissement du coulisseau jusqu'au point de flexion, relâcher lorsque le coulisseau remonte en mode AUTO.
Appuyez sur pour commander l'abaissement du bélier et sur pour commander l'élévation du bélier en mode manuel.
Démarrage de la machine à plier
Contrôles avant le démarrage
Avant de démarrer la presse plieuse, il est essentiel d'effectuer plusieurs contrôles pour garantir un fonctionnement sûr et efficace :
Nettoyer et graisser les glissières de sécurité: Veiller à ce que les rails de guidage soient exempts de débris et correctement lubrifiés pour faciliter le mouvement.
Inspecter le système hydraulique: Vérifier l'absence de fuites dans le système hydraulique. Les fuites peuvent être à l'origine d'inefficacités et de dangers potentiels.
Vérifier le niveau d'huile: Vérifiez le niveau d'huile sur l'indicateur de niveau situé sur le côté du réservoir. Cette vérification doit être effectuée avec le vérin supérieur en position complètement relevée. Si nécessaire, faites l'appoint d'huile jusqu'au niveau requis.
Sens de rotation du moteur: Observez la direction du ventilateur de refroidissement pour vous assurer que le moteur tourne correctement. Le ventilateur doit tourner dans le sens des aiguilles d'une montre ou dans le sens indiqué par la flèche. Si la rotation est incorrecte, intervertissez deux fils dans la ligne d'alimentation. Veillez à ce que le moteur tourne par à-coups pendant que vous effectuez ce réglage.
Mise en marche de l'appareil
Interrupteur principal: Allumez l'interrupteur principal pour mettre la machine sous tension.
Commutateur de sélection: Mettre le sélecteur en mode "Auto".
Moteur principal: Appuyez sur le bouton vert pour démarrer le moteur principal.
Mise hors tension de l'appareil
Lorsque la presse plieuse n'est pas utilisée pendant quelques heures, elle doit être mise hors tension afin d'économiser l'énergie et de maintenir la sécurité :
Sélectionner le mode manuel: Passer la machine en mode manuel.
Descendre le bélier: Appuyer sur la pédale d'abaissement pour abaisser le coulisseau, en amenant l'outil supérieur aussi près que possible du moule en V.
Bouton d'arrêt: Appuyez sur le bouton d'arrêt pour arrêter la machine.
Interrupteur principal: Coupez l'interrupteur principal pour mettre l'appareil hors tension.
L'alignement correct des outils supérieurs et inférieurs est essentiel pour des opérations de pliage précises :
Dessins d'outils: Se référer aux dessins des outillages de la presse plieuse pour s'orienter.
Nettoyer les surfaces: Veillez à ce que la base de l'outil en V et les surfaces de la table soient propres afin d'éviter tout désalignement ou dommage.
Diminution de la pression du système: Tournez le bouton de réglage de la pression dans le sens inverse des aiguilles d'une montre pour réduire la pression du système.
Régler la butée de profondeur mécanique: Réglez la butée de profondeur mécanique sur la position la plus basse, manuellement ou électriquement.
Mode manuel: Sélectionnez le mode manuel et appuyez sur la pédale d'abaissement pour abaisser le coulisseau jusqu'à ce que l'outil supérieur soit aussi proche que possible du moule en V.
Aligner les outils: Ajustez les boulons de serrage de l'outil en V pour aligner les outils supérieur et inférieur avec précision.
Serrer les boulons: Une fois que l'alignement est correct, serrez fermement tous les boulons de serrage de l'outil en V.
Élever le bélier: Appuyer sur la pédale UP pour relever le bélier.
Recommandations supplémentaires
Contrôles réguliers des boulons: Vérifiez régulièrement que les boulons de fixation de la pince à outils sont bien fixés.
Stockage d'outils: Ranger les outils sur un support à proximité de la presse plieuse pour éviter d'endommager l'outil supérieur.
Capacité de l'outil: Soyez conscient de la force de capacité maximale de chaque outil afin d'éviter toute surcharge et tout dommage potentiel.
Procédure de changement d'outils pour la presse plieuse
Procédure de changement d'outil supérieur
Passer en mode manuel: Positionnez le sélecteur de mode sur manuel.
Abaisser le bélier: Abaisser le coulisseau le plus près possible de l'outil en V.
Mise hors tension: Mettre l'appareil hors tension.
Desserrer la pince de l'outil: Desserrez tous les boulons de fixation de la pince à outils.
Retirer l'outil: Retirez l'outil supérieur sur le côté de la machine.
Monter un nouvel outil: Faites glisser le nouvel outil supérieur du même côté.
Serrer la pince de l'outil: Serrez tous les boulons de fixation de la pince à outils.
Mise sous tension: Mettez l'appareil en marche et assurez-vous que le sélecteur de mode est sur manuel.
Assise de l'outil supérieur: Abaissez le coulisseau pour placer l'outil supérieur dans la matrice en V tout en réduisant la pression du système en tournant le bouton de régulation de la pression dans le sens inverse des aiguilles d'une montre afin d'éviter d'endommager l'outil.
Procédure de changement d'outil inférieur
Dévisser les boulons de serrage: Dévissez tous les boulons de serrage pour libérer la matrice en V.
Passer en mode manuel: Le sélecteur de mode passe en mode manuel.
Mise sous tension: Mettre l'appareil en marche.
Abaisser le bélier: Abaisser le coulisseau le plus près possible de l'outil en V.
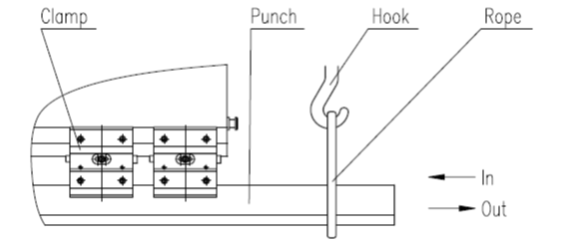
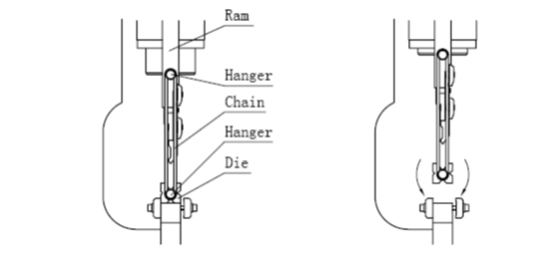
Accrocher la matrice en V: Accrocher l'outil en V aux deux extrémités du coulisseau à l'aide des chaînes appropriées.
Élever le bélier: Lever le coulisseau en appuyant sur la pédale UP jusqu'à une hauteur permettant à la filière en V de tourner.
Tourner la matrice en V: Tourner l'emporte-pièce en V souhaité vers le haut.
Abaisser le bélier: Abaissez le coulisseau en appuyant sur la pédale de descente de manière à ce que la matrice repose sur la table de la machine et que les chaînes puissent être décrochées.
Centrer la matrice en V: Centrer l'outil en V par rapport à l'outil supérieur.
Verrouiller la filière V: Verrouillez l'emporte-pièce en V en serrant les boulons.
Réglage du bras de support avant
La presse plieuse est équipée en standard de deux bras de support avant. Ces bras servent à maintenir la plaque en place pendant le processus de pliage. Ils peuvent être réglés verticalement et sur la longueur de la presse plieuse. Les bras de support doivent généralement être ajustés lorsque l'on utilise un outil de fond de taille différente ou que l'on plie une plaque de taille plus grande ou plus petite.
Précautions de sécurité
DANGEREUX !
Si le poinçon et la matrice ne sont pas placés correctement, ne démarrez jamais la machine.
N'insérez pas vos mains ou toute autre partie de votre corps dans l'espace entre le poinçon et la matrice, car cela est extrêmement dangereux.
Réglage de la butée de profondeur mécanique
Lorsque l'on travaille avec une presse plieuse, il est essentiel de manipuler le réglage de la butée de profondeur mécanique avec précaution afin d'éviter tout dommage potentiel à la machine. Voici quelques points clés à prendre en compte :
Éviter les ajustements avec Ram Down: N'essayez jamais d'ajuster le réglage de la butée mécanique de profondeur lorsque le vérin est en position basse. Cela pourrait endommager inutilement la machine en raison de la pression et du positionnement des composants.
Détermine l'angle de pliage: Le réglage de la profondeur est essentiel car il détermine l'angle de pliage de la tôle. Un réglage précis de la profondeur permet d'obtenir des pliages précis et des produits finis de grande qualité.
Réglages manuels ou électriques: La butée mécanique de profondeur peut être réglée manuellement ou électriquement, en fonction de la conception et des capacités de la presse plieuse. Les réglages manuels impliquent généralement une manipulation physique de la butée, tandis que les réglages électriques peuvent être commandés par une interface utilisateur ou un panneau de commande.
Réglage de la pression
Le réglage de la pression sur une presse plieuse est essentiel pour obtenir le pliage souhaité sans endommager le matériau ou la machine. Voici les facteurs et considérations à prendre en compte pour régler la pression de pliage :
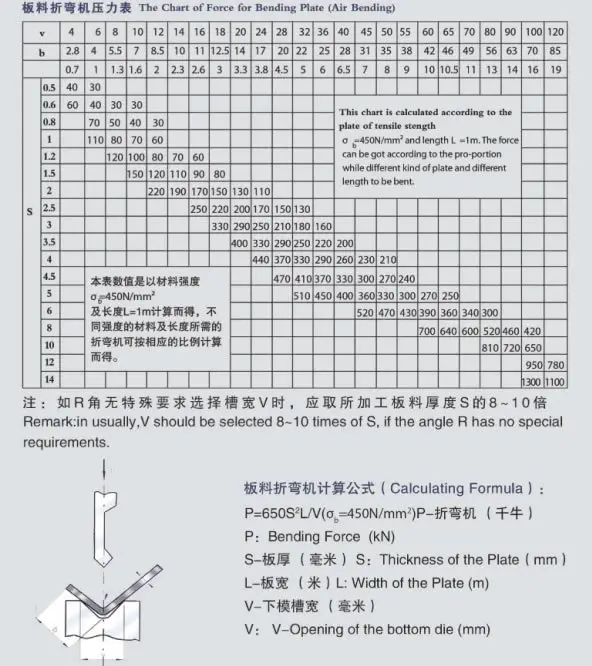
Tableau de flexion: En règle générale, un tableau de cintrage est fixé sur le côté de la machine et une copie est souvent jointe à la documentation de la machine. Ce tableau fournit des informations essentielles pour régler la force de flexion correcte.
Facteurs affectant la force de flexion:
Épaisseur de la plaque: L'épaisseur de la plaque influence directement la force de flexion requise.
Largeur de l'ouverture de la filière: La largeur de l'ouverture de la matrice, souvent calculée comme 8 fois l'épaisseur de la plaque, affecte également la force de flexion.
Calcul de la force de flexion: La force de flexion requise peut être calculée à l'aide d'une formule fournie dans le tableau 1. Cette formule et les valeurs du tableau sont basées sur des plaques en acier au carbone ayant une résistance à la traction de Qb=450KN.
Pour plaques en acier inoxydablemultipliez la valeur P du tableau par 2.
Pour plaques d'aluminiummultipliez la valeur P du tableau par 0,7.
Calculateur de tonnage: Pour des calculs plus précis, vous pouvez utiliser un calculateur de tonnage spécialement conçu pour les presses plieuses. Cet outil permet de déterminer la force exacte nécessaire en fonction du matériau et des paramètres de pliage.
Contrôle et réglage du parallélisme pour le vérin de la presse plieuse
Le parallélisme du coulisseau d'une presse plieuse est essentiel pour obtenir des plis précis et réguliers dans la tôle. Le parallélisme est généralement contrôlé par une solide barre anti-torsion reliée aux deux cylindres à huile latéraux. Voici un guide détaillé sur la manière de contrôler et de régler le parallélisme du coulisseau :
Étalonnage en usine
Le coulisseau supérieur de la presse plieuse est calibré en usine parallèlement à la matrice en V. Toutefois, au fil du temps et de l'utilisation, un nouveau calibrage peut s'avérer nécessaire pour maintenir la précision. Toutefois, au fil du temps et de l'utilisation, un nouvel étalonnage peut s'avérer nécessaire pour maintenir la précision.
Étapes du réétalonnage
Localiser la tringlerie de la barre de torsion:
Repérez la tringlerie de la barre de torsion reliée au vérin supérieur à l'arrière (côté gauche) de la machine.
Desserrer la vis:
Identifier la vis (M8/M10) sur la barre de torsion.
Desserrer cette vis pour permettre le réglage.
Régler la barre de torsion:
Utiliser les clés appropriées pour tourner la pièce plate extérieure de 15° à 30°.
Vous pouvez le tourner dans le sens des aiguilles d'une montre ou dans le sens inverse, ce qui fait tourner l'axe excentrique à l'intérieur.
Serrer la vis:
Après avoir effectué le réglage, serrez fermement la vis (M8/M10).
Vérifier le parallélisme:
Effectuer un essai de pliage pour vérifier le parallélisme du coulisseau supérieur.
Si le coulisseau n'est toujours pas parallèle, répétez le processus de réglage.
Répéter si nécessaire:
Poursuivre la procédure jusqu'à ce que la précision souhaitée soit atteinte.
Conseils pour un ajustement précis
Utiliser des outils de précision: Veillez à utiliser des outils calibrés pour les mesures et les réglages afin de maintenir une grande précision.
Effectuer plusieurs essais de pliage: Plusieurs essais de pliage peuvent être nécessaires pour obtenir un parallélisme parfait. Soyez patient et procédez à de petits ajustements.
Ajustements de documents: Conservez une trace des ajustements effectués pour référence future et entretien.
Dépannage des presses plieuses
La machine à plier ne peut pas démarrer
Vérifier l'alimentation électrique entrante: Assurez-vous que la machine reçoit la tension et le courant corrects, conformément aux spécifications du fabricant. Vérifiez que toutes les connexions sont sûres et qu'il n'y a pas de problème d'alimentation électrique.
Vérifier que l'arrêt d'urgence est débloqué: Vérifiez que le bouton d'arrêt d'urgence n'est pas enclenché. S'il l'est, relâchez-le et réinitialisez la machine.
Vérifier que les fusibles ne sont pas cassés: Vérifier la continuité de tous les fusibles du tableau électrique. Remplacer tout fusible grillé par un fusible de calibre correct.
Vérifier la sortie du transformateur: Vérifier que le transformateur délivre la tension correcte. Si la sortie est incorrecte, il se peut que le transformateur doive être remplacé.
Le bélier n'a pas pu être abaissé
Vérifier que le câble de la pédale n'est pas cassé.: Inspectez le câble de la pédale pour vérifier qu'il n'est pas endommagé ou que les fils ne sont pas cassés. Remplacez le câble si vous constatez un problème.
Vérifier l'interrupteur de fin de course: Assurez-vous que l'interrupteur de fin de course fonctionne correctement. Testez l'interrupteur à l'aide d'un multimètre pour vérifier son fonctionnement. Remplacez-le s'il est défectueux.
Vérifier la rotation du moteur: Vérifiez que le moteur tourne dans le bon sens. Une rotation incorrecte du moteur peut empêcher le vérin de s'abaisser. Ajustez le câblage si nécessaire.
Vérifier le micro-interrupteur à l'intérieur de la pédale: Vérifiez que le micro-interrupteur situé à l'intérieur de la pédale est opérationnel. Testez-le avec un multimètre et remplacez-le s'il ne fonctionne pas correctement.
L'angle de cintrage n'est pas uniforme sur toute la longueur du cintrage
Outil supérieur ou inférieur usé: Inspectez les outils supérieurs et inférieurs pour vérifier qu'ils ne sont pas usés. Remplacez les outils usés pour garantir des angles de pliage constants.
La surface de la table de la machine et le dessous du moule en V sont sales: Nettoyez la surface de la table de la machine et le dessous de la matrice en V. Les saletés et les débris peuvent affecter la précision du pliage. La saleté et les débris peuvent affecter la précision du pliage.
Les outils supérieurs et inférieurs ne sont pas correctement alignés: Vérifiez l'alignement des outils supérieurs et inférieurs. Un mauvais alignement peut entraîner des angles de pliage inégaux. Ajustez les outils pour vous assurer qu'ils sont correctement alignés.
Échec
Raisons
Suppression des problèmes
Le système ne fonctionne pas sans pression
1. Rotation négative du moteur
Changement du sens de rotation du moteur
2. Soupape de décharge principale bloquée
Nettoyer la soupape de décharge principale
3. La vanne électromagnétique ne fonctionne pas
Vérifier les bobines électriques et électromagnétiques
Le Ram Slider ne peut pas s'élever
Soupapes bloquées
Nettoyer les vannes électromagnétiques
Le curseur décline automatiquement
Soupapes bloquées
Nettoyer les vannes électromagnétiques
Montée et descente normales, mais pas de force dans la flexion
Soupapes bloquées
Nettoyer la vanne électromagnétique
Fuites dans les composants, les raccords de tuyauterie et le cylindre d'huile
Les pièces d'étanchéité vieillissent.
Remplacer les bagues d'étanchéité
Entretien de la presse plieuse
Lignes directrices générales
Lire le manuel: Veillez à ce que toute personne chargée de l'utilisation ou de l'entretien de la presse plieuse lise attentivement le manuel et en comprenne le contenu. Le respect strict des instructions est essentiel pour obtenir des résultats optimaux.
Opérateur désigné: Affecter une personne désignée à la machine. Les opérateurs doivent avoir une connaissance pratique du fonctionnement de la machine et des protocoles de sécurité.
Force de flexion et répartition de la charge
Force nominale: La force de pliage appliquée à la pièce ne doit pas dépasser la force nominale de la presse plieuse.
Durée de vie des moules: Pour prolonger la durée de vie des moules, évitez de les endommager par une largeur de pliage inappropriée, en particulier lorsque vous pliez des feuilles étroites. Réduisez la pression de travail de manière appropriée dans de tels cas.
Charge de flexion: Pour chaque longueur de 630 mm, la charge de flexion ne doit pas dépasser 400KN.
Centrage de la charge: Veillez à ce que les feuilles à plier soient centrées sur la machine pour maintenir la précision. Un chargement inégal peut compromettre à la fois les pièces et la machine.
Pliage latéral: Si une pièce doit être pliée d'un seul côté, la charge ne doit pas dépasser le quart de la force nominale. Effectuer le pliage des deux côtés pour équilibrer la charge.
Entretien du système hydraulique
Calendrier des vidanges:
Changez l'huile hydraulique après le premier mois d'utilisation.
Par la suite, l'huile doit être vidangée toutes les 2000 heures de travail.
Température de l'huile: Maintenir la température de l'huile entre 15 et 60°C. Si la température dépasse cette plage, installez un refroidisseur.
Type d'huile: Utiliser de l'huile hydraulique anti-usure ISO VG46# (viscosité moyenne de 46mm²/s à 40°C). Pour les opérations inférieures à 5°C, utiliser ISO VG32#.
Niveau et qualité de l'huile:
Vérifier régulièrement le niveau d'huile dans le réservoir.
Utiliser une huile répondant aux caractéristiques spécifiées.
La valeur de marquage de l'huile hydraulique correspond à la viscosité moyenne à 40°C.
Filtre à huile:
Nettoyer régulièrement le filtre à huile en le rinçant et en le brossant dans un solvant.
Remplacer le filtre à huile si le nettoyage n'est pas possible ou s'il est endommagé.
En cas de remplacement, utiliser un filtre à huile de même qualité.
Lubrification
Points de lubrification:
Vérifier régulièrement les points de lubrification.
Lubrifier chaque semaine avec une graisse de haute qualité.
Pour les pièces exposées à l'usure sans points de lubrification, lubrifier deux fois par semaine.
Diagramme de lubrification: Se référer au diagramme de lubrification pour des détails spécifiques sur les points de lubrification.
Maintenance électrique
Bornes électriques:
Inspecter régulièrement toutes les connexions du panneau principal et des interrupteurs électriques.
Serrer les vis si nécessaire.
Remplacer les fusibles et les feux de signalisation défectueux.
Inspection des pièces mécaniques
Chèques mensuels:
S'assurer que le roulement de la barre de torsion est correctement fixé.
Vérifier que les glissières ne sont pas usées.
Vérifier que les tiges des cylindres sont correctement fixées.
S'assurer que le coulisseau supérieur est correctement fixé.
Accessoires d'entretien
Disponibilité: Gardez toujours les accessoires d'entretien à portée de main.
Précision après réparation: Après toute réparation lourde, s'assurer que la précision de la machine est conforme aux normes de l'usine.
Conditions particulières
Fonctionnement à basse température: Évitez d'utiliser la machine à des températures très basses (inférieures à -5°C). Si nécessaire, laissez la machine tourner à vide pendant un certain temps. Un réchauffeur d'huile peut être installé si nécessaire.
Fonctionnement à haute température: Dans des conditions normales, la température de l'huile ne doit pas dépasser 70°C. Un refroidisseur d'huile peut être nécessaire dans des conditions particulières.
Huiles hydrauliques recommandées
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
SHELL-TELLUS S46
TOTAL-AZOLLA 46
Sécurité et construction principale des presses plieuses
Introduction
Cette section fournit des lignes directrices pour assurer la sécurité du personnel et de l'équipement lors de l'utilisation d'une presse plieuse. Bien qu'elle soit adaptée à des exigences spécifiques, elle peut également servir de référence pour d'autres machines.
Équipement de sécurité
Pour assurer la sécurité du personnel et de l'équipement, divers mécanismes de sécurité ont été intégrés à la machine à plier. Les opérateurs ne doivent pas modifier, enlever ou désactiver les équipements de sécurité.
Faisceau lumineux/faisceau laser
La machine peut être équipée d'un faisceau lumineux ou d'un faisceau laser, selon les besoins du client. Ces faisceaux forment un rideau lumineux qui, en cas d'interférence, active le module de sécurité. Celui-ci empêche le coulisseau de se déplacer vers le bas, protégeant ainsi l'opérateur d'éventuelles blessures.
Grille de sécurité
Une grille de sécurité est installée sur le côté et à l'arrière de la machine pour éloigner les opérateurs des zones dangereuses. Cette grille est reliée au système électrique par un interrupteur de sécurité. Lorsque la grille de sécurité est ouverte, le système électrique est activé, ce qui rend la machine inutilisable.
Arrêt d'urgence
Des boutons d'arrêt d'urgence sont placés stratégiquement au poste de commande de la poignée et au poste de commande de la suspension. En cas d'erreur de fonctionnement ou de tout autre accident, une pression sur le bouton d'arrêt d'urgence interrompt immédiatement toutes les actions de la machine.
Système hydraulique
Le système hydraulique est un élément essentiel de la machine de presse plieuse. La chute du vérin constitue un danger important, qui est atténué par l'inclusion d'une soupape de levage de sécurité. Les noyaux de valve de la valve d'échange et de la valve de levage de sécurité sont surveillés. Si une anomalie est détectée dans les noyaux de la soupape, le signal de surveillance arrête le système électrique afin d'éviter les blessures causées par la chute du vérin. Si les noyaux de la soupape ne peuvent pas être réinitialisés, la soupape doit être inspectée immédiatement.
Dépannage
Le fonctionnement normal de la presse plieuse est sûr lorsque tous les protocoles de sécurité sont respectés. Toutefois, en cas d'accidents inhabituels ou lors de l'entretien et de la réparation, les mesures suivantes doivent être prises :
Verrouillez la grille de sécurité.
Appuyer sur le bouton d'arrêt d'urgence situé à l'intérieur des montants.
Demandez l'aide d'un professionnel.
Si une partie du corps est coincée par le poinçon ou la feuille, suivez les étapes suivantes :
Appuyez sur le bouton d'arrêt d'urgence.
Examinez attentivement la situation.
Ne redémarrez l'appareil qu'après vous être assuré que vous pouvez le faire en toute sécurité.
Mettre le mode de fonctionnement en position "inch".
Appuyez sur le bouton de rappel de la poignée pour rétracter le vérin et libérer les pièces serrées.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Faites passer votre entreprise à la vitesse supérieure