Le guide ultime de la sélection des poinçons et matrices pour les presses plieuses
Le choix du bon poinçon et de la bonne matrice de presse plieuse est crucial pour réaliser des pliages précis et assurer la longévité de vos outils. Ce guide présente les critères essentiels pour choisir les poinçons supérieurs et les matrices inférieures en fonction de facteurs tels que la force de pliage, l'épaisseur du matériau et la forme du poinçon. En suivant ces lignes directrices, vous éviterez les écueils courants tels que l'endommagement de l'outil et les pliages imprécis. Plongez dans cet ouvrage pour apprendre à optimiser vos opérations de presse plieuse et à améliorer la qualité de votre fabrication.
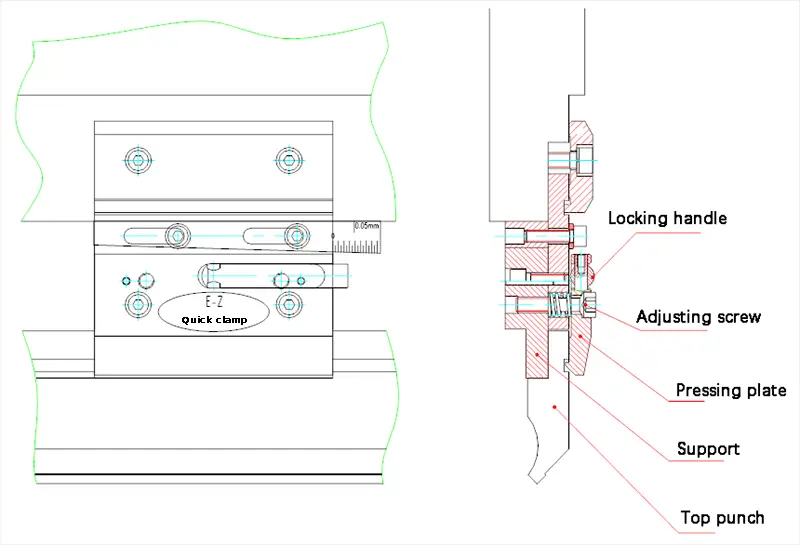
(1) Le choix du poinçon supérieur doit être basé sur la force de flexion, et la charge de la matrice ne doit pas dépasser la limite. Un poinçon équipé d'un système hydraulique serrage nécessite une adaptation particulière.
Si l'utilisateur choisit des moules spéciaux, il convient de noter que leur charge diffère de celle des moules normaux. Il convient d'effectuer une sélection correcte afin d'éviter les force de flexion de ne pas dépasser la limite de charge du poinçon, ce qui peut provoquer un affaissement et des fissures.
(2) La forme du poinçon supérieur a un impact significatif sur la possibilité de plier et de former la pièce. Lors de la programmation et de la sélection du poinçon, il est essentiel de prendre en compte la forme du poinçon et de déterminer s'il interfère avec le processus de formage de la pièce.
(3) Lorsque le moule est programmé dans la bibliothèque de moules du Système CNCLes dimensions globales du moule doivent être programmées avec précision. Ainsi, lorsque le système CN calcule automatiquement le processus de pliage, il peut déterminer avec précision si le moule interfère avec la pièce à usiner.
Sélection de la filière inférieure
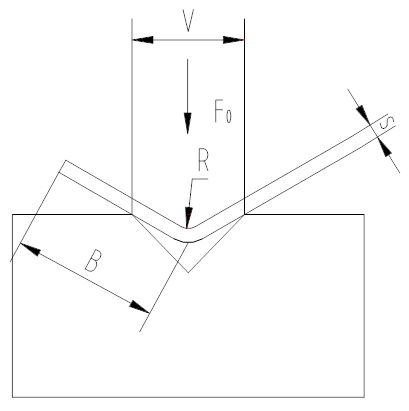
F0 : force de flexion requise par mètre lorsque la résistance à la traction du matériau est de 450N/mm² (KN/m) ;
(1) La largeur de la filière inférieure en V doit être déterminée en fonction de l'épaisseur t du matériau, selon la formule suivante :
Si t < 3mm, V = (6~8) × t
Si t ≥ 3mm, V = (8~12) × t
En outre, la largeur de la filière inférieure V peut être déterminée sur la base de la largeur de pliage minimale b et du rayon du congé r de la filière. pièce de flexion pour assurer une sélection raisonnable et scientifique des filières.
(2) Au cours de la processus de pliagela force de flexion générée s'accumulera sur la table de travail et agira sur la matrice. Par conséquent, la charge que la matrice peut supporter ne doit pas dépasser la limite.
La force de flexion requise par mètre (T/m) est indiquée dans le tableau des forces de flexion, où la résistance à la traction du matériau est supposée être de 45kg/mm² (450N/mm²) et où l'ouverture de la matrice inférieure et l'épaisseur de la plaque sont prédéterminées.
Tableau de référence rapide des forces de flexion courantes
Lorsque les matériaux sont différents, la résistance à la traction du matériau est de σ Kg/mm², la force de flexion requise (T/m) par mètre peut être calculée à l'aide de la formule suivante.
F1 = F0- σ/ 450 (T/m)
Note : si le moule est utilisé pour le formage, la force de flexion doit être 2 à 3 fois la force de flexion normale.
C'est-à-dire :
FP = (2... 3) FB
(FP : force de formation FB : force de flexion libre)
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Faites passer votre entreprise à la vitesse supérieure