Consignes de sécurité pour les opérateurs de presses plieuses (réglementation)
Les opérateurs de presses plieuses jouent un rôle crucial dans la construction du monde qui nous entoure, mais leur travail n'est pas sans risque. Dans cet article, nous examinerons les conseils de sécurité essentiels donnés par des experts de l'industrie pour aider ces professionnels qualifiés à ne pas se mettre en danger lorsqu'ils fabriquent les composants qui améliorent notre vie.
Importance de la sécurité des opérateurs de presses plieuses
La sécurité des opérateurs de presses plieuses est primordiale en raison de leur proximité avec la machine et de la manipulation directe de la tôle. Il est essentiel de minimiser l'exposition aux blessures potentielles pour maintenir un environnement de travail sûr.
Les presses plieuses modernes intègrent des systèmes de sécurité avancés, notamment des protections photoélectriques fixes et des systèmes de protection laser. Ces technologies sont conçues pour éviter les incidents liés à l'écrasement des doigts entre la tôle et la pointe du poinçon. Il est impératif que ces dispositifs de sécurité restent actifs à tout moment pendant le fonctionnement.
Cependant, les opérateurs doivent faire preuve d'une vigilance accrue lors de certaines phases de travail où les dispositifs de sécurité peuvent ne pas arrêter automatiquement la presse plieuse dans des situations dangereuses. C'est le cas par exemple :
Lors du réglage de la machine, la presse plieuse doit être verrouillée pour éviter toute activation accidentelle de la poutre supérieure à l'aide de la pédale. La poutre supérieure doit être maintenue dans sa position centrale tout au long de ce processus.
Lors de l'utilisation de la presse plieuse, les opérateurs doivent respecter les techniques appropriées de manipulation de la tôle. Cela comprend :
Soutenir correctement la pièce à usiner
Éviter les actions susceptibles d'entraver le mouvement normal de la tôle
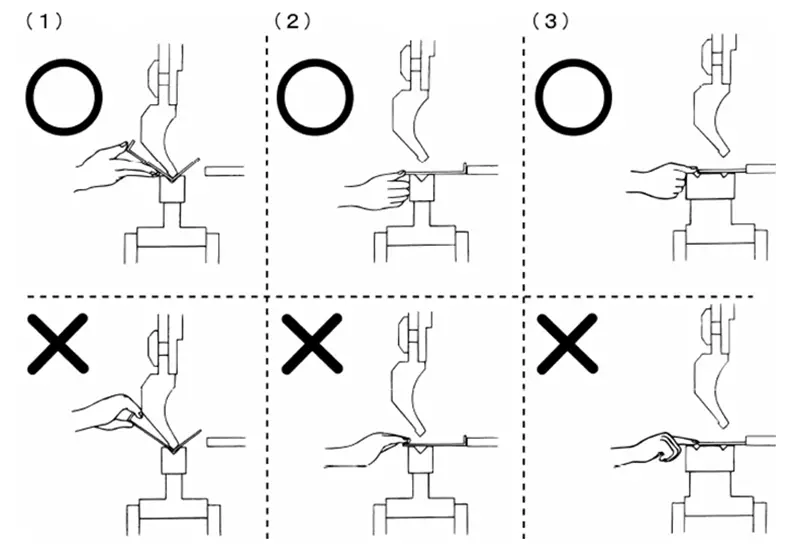
Maintenir une position correcte de la main pour éviter que les doigts ne se coincent entre la tôle et la pointe du poinçon.
En outre, les opérateurs doivent être formés aux pratiques ergonomiques afin de réduire la fatigue et de rester conscients de la situation tout au long de leur travail. Des audits de sécurité réguliers et des sessions de formation de remise à niveau peuvent contribuer à renforcer les meilleures pratiques et à répondre à tout nouveau problème de sécurité.
En associant des technologies de sécurité avancées à une formation et une vigilance adéquates de l'opérateur, les risques associés à l'utilisation de la presse plieuse peuvent être considérablement atténués, ce qui garantit un environnement de fabrication plus sûr et plus productif.
La manière correcte de tenir les pièces à usiner :
Ouvrir l'interrupteur d'alimentation → Maintenir l'interrupteur à pédale enfoncé pour démarrer la pompe → Mettre la clé de démarrage en marche → Réinitialisation de l'axe L → Réinitialisation de l'axe D → Mise en service
Installez d'abord le poinçon, puis la matrice. Pour les aligner, desserrez les deux vis situées sous le rail de guidage.
Relevez d'abord la hauteur du poinçon, puis appuyez lentement sur la pédale pour vérifier si le moule est concentrique. Vérifiez toujours le manomètre pour vous assurer que la pression ne dépasse pas la plage.
Prise et mise en place de la pièce à usiner
Ne placez pas vos mains entre la pièce pliée et le moule pour éviter de vous pincer les doigts. Lors de l'alignement du moule, gardez vos mains et toute partie de votre corps à l'écart de l'espace entre le moule supérieur et le moule inférieur.
Lorsque vous pliez des pièces de grande taille, faites attention au rebond de la pièce, car vous risquez de vous blesser au visage.
Si la presse plieuse est utilisée par deux personnes ou plus, l'une d'entre elles doit avoir le contrôle de l'interrupteur à pédale et l'actionner avec précaution.
Règles de sécurité pour les presses plieuses à commande numérique
Respecter strictement les règles de sécurité des machines-outils et porter les équipements de protection individuelle (EPI) appropriés.
Avant la mise en service, procéder à une inspection complète des composants électriques de la presse plieuse, y compris le moteur, les interrupteurs, le câblage et la mise à la terre. Vérifier que tous les éléments de commande et les boutons sont correctement positionnés.
Veiller à l'alignement correct et au montage sûr des matrices supérieures et inférieures. Confirmer que les dispositifs de positionnement sont conformes aux spécifications de fabrication.
Réinitialiser le programme si le plateau supérieur et les axes de position ne sont pas à leur état d'origine.
Si des bruits anormaux ou des dysfonctionnements se produisent au cours des 1 à 2 premières minutes de fonctionnement ou après 2 à 3 mouvements de la plaque de glissement supérieure, arrêtez immédiatement la machine. Ne reprendre le travail qu'après une inspection minutieuse et la confirmation d'un fonctionnement normal.
Désigner un seul opérateur pour contrôler la presse plieuse pendant son fonctionnement. Établir des protocoles de communication clairs entre l'opérateur et les manutentionnaires pour s'assurer que tout le personnel est en position de sécurité avant d'entamer les opérations de pliage.
Sélectionner la course du coulisseau, les matrices supérieure et inférieure et la force de pliage appropriées en fonction de l'épaisseur et de la géométrie de la pièce. Consultez le tableau des forces de pliage situé sur la machine pour déterminer la largeur optimale des matrices en V et vérifiez que la force de pliage requise ne dépasse pas la capacité nominale de la presse plieuse.
Lors du réglage du jeu de la matrice, s'assurer que le curseur est au point mort haut. Ajustez le jeu par incréments, en allant des espaces les plus grands aux plus petits.
Régler le jeu initial de l'outil à environ 1 mm de plus que l'épaisseur de la plaque pour éviter d'endommager l'outil en raison d'un espace insuffisant.
Dans le cas d'une exploitation à deux personnes, désigner une personne responsable des arrêts d'urgence et de la coupure de l'alimentation lorsqu'elle quitte la machine.
Éviter les charges inégales et l'application d'une pression en un seul point.
Fixez fermement les pièces à usiner pour éviter qu'elles ne se déforment et ne provoquent des blessures lors du pliage.
Veillez à ce que la zone située entre les matrices supérieure et inférieure soit exempte de jauges ou de corps étrangers.
Débrancher l'alimentation et arrêter la presse plieuse avant de régler les matrices.
Veillez à sélectionner correctement les matrices et à les fixer solidement afin d'éviter tout accident lors de l'installation et de l'utilisation.
Lors du réglage des ouvertures variables des filières, éviter tout contact du matériau avec la filière inférieure.
Calculer la pression de flexion correcte, en réduisant la pression maximale de 50% pour les charges excentriques.
Maintenir une longueur de pièce minimale de 1/3 de la longueur de la table de travail lors de l'utilisation de la pression de flexion maximale.
Interdire au personnel de se tenir derrière la presse plieuse pendant son fonctionnement.
Évitez d'exercer une pression sur une seule extrémité de la pièce.
Si un désalignement de la pièce ou des matrices est détecté pendant le fonctionnement, arrêtez immédiatement la machine et procédez aux ajustements nécessaires. Ne jamais tenter de corrections manuelles lorsque la presse plieuse est en mouvement.
N'essayez pas de plier des matériaux dépassant les spécifications de la machine, tels que des tôles ultra-épaisses, de l'acier trempé, des alliages avancés ou de l'acier de construction, afin d'éviter d'endommager l'équipement.
Effectuer des inspections régulières de l'alignement des matrices et de la précision des jauges de pression.
En cas d'anomalie, interrompre immédiatement les opérations, en rechercher la cause et avertir le personnel compétent pour un dépannage rapide.
Avant la mise hors tension, placez des blocs de bois de protection sous les cylindres aux deux extrémités de la matrice inférieure et abaissez le chariot supérieur sur ces blocs.
Une fois les travaux terminés, quittez le système de contrôle, débranchez l'alimentation électrique et nettoyez soigneusement la zone de travail.
Mettre en œuvre un programme complet de formation des opérateurs et tenir des registres de maintenance détaillés afin de garantir un fonctionnement sûr et efficace de la presse plieuse.
Procédures de sécurité pour les presses plieuses
Respecter strictement les protocoles de sécurité des machines-outils et porter les équipements de protection individuelle (EPI) appropriés.
Avant la mise en service, inspectez méticuleusement le moteur, les interrupteurs, le câblage et la mise à la terre pour vous assurer qu'ils fonctionnent correctement et que les connexions sont sûres. Vérifiez que tous les éléments de commande et les boutons sont correctement positionnés.
Examiner l'alignement et la bonne fixation du poinçon supérieur et de la matrice inférieure. S'assurer que les dispositifs de positionnement sont conformes aux spécifications de la pièce.
Si les axes de déplacement et de positionnement ne sont pas à l'origine, exécuter le programme de retour à l'origine.
Au démarrage, laisser l'équipement tourner au ralenti pendant 1 à 2 minutes, le coulisseau devant effectuer 2 à 3 courses complètes. Si des bruits ou des défauts anormaux se produisent, arrêtez immédiatement le travail. Ne reprendre le travail qu'après avoir traité et résolu tous les problèmes.
Pendant l'opération, désigner une personne pour coordonner les activités, en veillant à ce que l'opérateur et le personnel de manutention coopèrent étroitement. S'assurer que tout le personnel est en position de sécurité avant de donner le signal des opérations de pliage.
Réglez la course du coulisseau, sélectionnez les combinaisons de poinçons et de matrices appropriées et réglez la pression de pliage en fonction de l'épaisseur et de la géométrie de la tôle. Choisissez la taille de l'ouverture inférieure de la matrice et vérifiez la force de pliage de la pièce en vous référant au tableau des forces de pliage situé sur le côté droit de la machine. Ne jamais dépasser la capacité de force nominale de la machine.
Lors du réglage de l'écart entre le poinçon et la matrice, assurez-vous que le coulisseau est à son point mort supérieur. Réglez l'écart progressivement de grand à petit. Au départ, réglez l'écart à environ 1 mm de plus que l'épaisseur de la feuille afin d'éviter l'écrasement de la matrice.
Pour les opérations de pliage à plusieurs opérateurs, désigner une personne pour contrôler le frein à pied. Débranchez toujours l'alimentation électrique lorsque vous quittez la machine.
Éviter les opérations de chargement unilatéral ou en un seul point.
Serrez fermement la feuille pendant le pliage pour éviter de la soulever et de vous blesser.
La zone située entre le poinçon et la matrice doit être exempte d'outils et de débris.
Mettre hors tension et arrêter les opérations lors du réglage des matrices de pressage des feuilles.
Sélectionner correctement les outils de pliage, en veillant à ce que le poinçon et la matrice soient correctement fixés. Faire preuve de prudence lors de l'installation de l'outil afin d'éviter les blessures.
Lors du réglage de l'ouverture des matrices inférieures variables, s'assurer qu'aucun matériau n'entre en contact avec la surface de la matrice.
Choisir judicieusement la pression de pliage. Pour les charges décentrées, maintenir la pression en dessous de 50% de la capacité maximale.
Lors de l'application de la pression de pliage maximale, assurez-vous que la longueur de la pièce est au moins égale à 1/3 de la longueur du lit.
Interdire au personnel de se tenir derrière la machine pendant son fonctionnement.
N'essayez jamais de plier une pièce à une seule extrémité avec un seul opérateur.
Si des problèmes liés à la pièce ou à l'outil sont détectés pendant le fonctionnement, arrêtez la machine et apportez les corrections nécessaires. N'essayez jamais d'effectuer des réglages manuels pendant le fonctionnement afin d'éviter les blessures aux mains.
Ne pliez pas les matériaux dépassant les spécifications de la machine, y compris les plaques trop épaisses, les aciers trempés, les aciers fortement alliés ou les pièces carrées, afin d'éviter d'endommager l'équipement.
Contrôler régulièrement l'alignement des poinçons et des matrices et la précision des manomètres.
En cas d'anomalie, arrêtez immédiatement la machine, recherchez la cause et informez le personnel concerné pour une résolution rapide du problème.
Avant la mise hors tension, placez des blocs de bois sur la matrice inférieure sous les deux cylindres latéraux et abaissez le vérin sur ces blocs.
Une fois le travail terminé, quittez le programme du système de contrôle, débranchez l'alimentation électrique et nettoyez soigneusement la zone de travail.
Terminer en beauté
Les procédures de sécurité doivent être rigoureusement respectées à tout moment pendant la fabrication de tôles. Cela inclut l'utilisation obligatoire d'équipements de protection individuelle (EPI) appropriés, en particulier des gants résistants aux coupures et des vêtements de protection spécialement conçus pour le travail de la tôle. Ces mesures de protection sont essentielles pour éviter les lacérations, les perforations et autres blessures potentielles liées à la manipulation d'arêtes métalliques tranchantes et de bavures.
Il est tout aussi important de bien positionner les mains et le corps pendant la manipulation et le traitement des pièces. Les opérateurs doivent adopter des postures ergonomiques et placer leurs mains de manière à soutenir et à guider efficacement la tôle. Cela permet non seulement d'assurer une fabrication précise, mais aussi d'éviter les microtraumatismes et les accidents. Il est essentiel d'éviter les mouvements maladroits ou non naturels qui pourraient compromettre le contrôle du matériau ou interférer avec son cheminement dans le processus de fabrication.
En outre, les opérateurs doivent être formés aux techniques de manutention appropriées, y compris à l'utilisation d'aides mécaniques le cas échéant, afin de minimiser le risque de lésions musculo-squelettiques et de maintenir un contrôle optimal sur la pièce à usiner à tous les stades de la fabrication. En combinant l'utilisation correcte des EPI avec des pratiques de travail ergonomiques, les fabricants de tôles peuvent améliorer de manière significative la sécurité et la productivité de leurs opérations.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Avez-vous déjà eu du mal à régler la longueur de la course de la presse plieuse ? C'est le cas de nombreux opérateurs, qui ont souvent recours à l'essai et à l'erreur. Cet article démystifie le processus, en fournissant une formule claire pour calculer...
Faites passer votre entreprise à la vitesse supérieure