Calculateur de tonnage pour les presses plieuses (en ligne et gratuit)
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde du calcul du tonnage de la presse plieuse, guidés par l'expertise d'un ingénieur mécanique chevronné. Découvrez des formules pratiques, des tableaux et des conseils d'initiés pour maîtriser l'art de plier la tôle avec précision et efficacité. Préparez-vous à améliorer votre jeu sur la presse plieuse !
Le tonnage d'une presse plieuse est la force nécessaire pour plier une plaque de métal à l'aide d'une presse plieuse. Mesurée en tonnes, cette force est essentielle pour obtenir des pliages précis dans la fabrication des métaux. Le calcul précis du tonnage garantit des résultats de haute qualité et prolonge la durée de vie de l'équipement, en évitant des problèmes tels que l'endommagement de l'outil et un pliage imprécis.
Facteurs affectant le tonnage
Type de matériau et épaisseur
Les matériaux nécessitent des forces différentes en raison de leur résistance à la traction. Par exemple, l'acier inoxydable nécessite un tonnage plus important que l'aluminium. L'épaisseur du matériau a également un impact significatif sur la force requise, car les matériaux plus épais ont besoin d'une force exponentielle pour se plier.
Longueur de cintrage
La longueur du pliage influe sur le tonnage nécessaire. Les courbes plus longues nécessitent un tonnage plus important en raison de la résistance accrue sur toute la longueur du matériau.
Ouverture de la matrice
La taille de l'ouverture de la filière influe sur la force requise. Les ouvertures de filière plus petites nécessitent un tonnage plus élevé car le matériau doit être forcé dans un espace plus confiné, tandis que les ouvertures de filière plus grandes requièrent moins de force.
Type d'outil
Le type d'outillage, tel que les outils en V ou les outils décalés, a une incidence sur les exigences en matière de tonnage. Par exemple, les outils à col de cygne, conçus pour éviter les interférences avec la pièce, doivent être manipulés avec précaution pour éviter un tonnage excessif.
Méthode de pliage
La méthode de cintrage - cintrage à l'air, cintrage au fond ou monnayage - influe sur le tonnage. Le cintrage à l'air nécessite le moins de tonnage, le cintrage au fond en nécessite davantage et le monnayage demande le tonnage le plus élevé.
Calculateur de tonnage pour les presses plieuses
Vous pouvez utiliser le calculateur de tonnage de la presse plieuse suivant pour déterminer la force de flexion nécessaire pour votre machine. pliage de tôles. Le calculateur fournit des unités métriques et impériales. Je recommande personnellement d'utiliser le calculateur de tonnage de la presse plieuse ci-dessous, car il s'agit probablement de la méthode la plus efficace et la plus pratique pour calculer la force de flexion nécessaire.
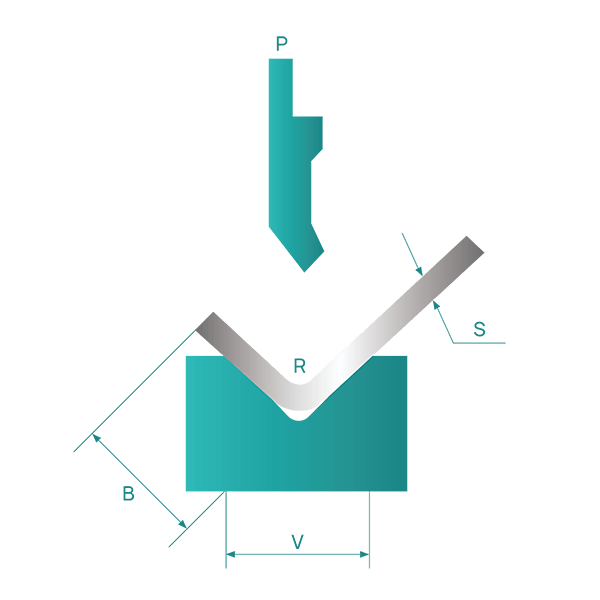
Largeur d'ouverture en V recommandée pour la filière inférieure
S
0,5-3 mm
3-8mm
9-10mm
>12mm
V
6*S
8*S
10*S
12*S
Par exemple, si le tôle La pièce à plier est en acier doux, d'une épaisseur de 4 mm et d'une longueur de pliage de 3,2 m. La largeur théorique de l'ouverture de la matrice inférieure doit être égale à 8 fois l'épaisseur, soit 32 mm. En entrant ces chiffres dans la calculatrice ci-dessus (n'oubliez pas que les unités sont en mm), nous obtenons une valeur de 106,12 tonnes.
Cela signifie que vous aurez besoin d'une force de pliage minimale de 106 tonnes pour répondre à vos besoins de pliage. Bien entendu, nous multiplions généralement le résultat final par un facteur de sécurité de 1,1, et la valeur résultante est le tonnage de la presse plieuse que vous pouvez choisir.
Nouvelle méthode de calcul du tonnage
Si le rapport largeur/épaisseur (V/S) n'est pas égal à 9 et si le rapport rayon/largeur n'est pas égal à 0,16, le calculateur ci-dessus ne sera pas valable.
L'ampleur de la force de flexion est influencée par des facteurs tels que la taille de la pièce, les propriétés mécaniques du matériau, la distance entre les points d'appui de la matrice, le rayon de courbure relatif, le jeu entre les matrices, le coefficient de frottement entre le matériau et la matrice, la valeur minimale de la force de flexion. angle de flexionet la méthode de flexion.
Par conséquent, il est difficile de calculer précisément la force de flexion en théorie.
Dans la pratique, des formules empiriques ou des formules théoriques simplifiées sont couramment utilisées pour les calculs.
Formule de calcul du tonnage des presses plieuses
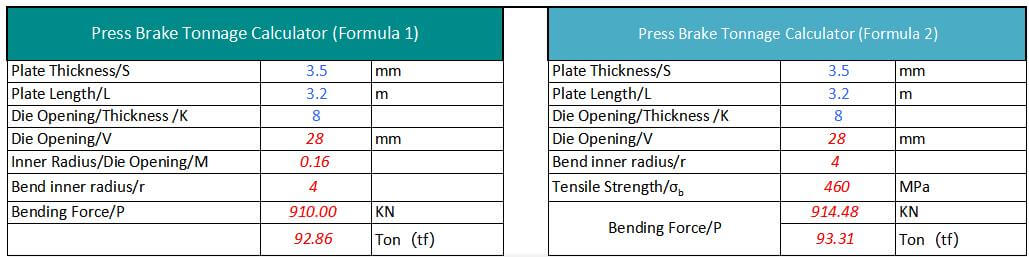
Il existe actuellement deux formules principales de calcul du tonnage de la presse plieuse qui sont très répandues.
La première formule est couramment utilisée en Chine et la seconde dans les autres pays.
Cependant, quelle que soit la formule utilisée, la pression nécessaire calculée pour la presse plieuse est fondamentalement la même. Permettez-moi de présenter ces deux formules séparément ci-dessous.
Epaisseur de la plaque S=4mm, largeur L=3m, σb=450N/mm².
Généralement, la largeur de la fente V=S*8
Par conséquent, P=650*4²*3/4*8=975 (KN) = 99,5 (Ton)
Le résultat obtenu à l'aide de la formule de la force de flexion est très similaire aux données du diagramme de la force de flexion.
Il est à noter que la méthode #1 pour calculer le tonnage de la presse plieuse est basée sur des matériaux doux. matériau en acier.
Si le matériau est de l'acier inoxydable, de l'aluminium ou du laiton, vous pouvez facilement ajuster les résultats du calcul en les multipliant par les coefficients énumérés dans le tableau suivant.
Matériau
Coefficients
Acier doux
1
Acier inoxydable
1.6
Aluminium
0.65
Laiton
0.5
Formule de calcul du tonnage de cintrage #2
P - Force de flexion (KN)
S - Épaisseur de la plaque (mm)
L - Largeur de la plaque (m)
V - Largeur de la fente de la filière inférieure (mm)
σb - Résistance à la traction (Mpa)
Par exemple :
Epaisseur de la plaque S=4mm, largeur L=3m, σb=450N/mm².
Généralement, la largeur de la fente V=S*8
Par conséquent, P=1,42*450*4²*3/48=958,5 (KN) = 96 (Ton)
La clé du succès tôle pliée Pour déterminer la résistance à la traction du métal avec différents matériaux, il faut déterminer la résistance à la traction de ce matériau spécifique, puis calculer la force de flexion requise à l'aide de la formule ci-dessus.
Le tableau de résistance à la traction ci-dessous peut servir de référence :
Matériau
Souple (N/mm²)
Dur (N/mm²)
Plomb
25 – 40
–
Etain
40 – 50
–
Aluminium
93
1710
Alliage d'aluminium de type 4
230
480
Duralumine
260
480
Zinc
150
250
Cuivre
220 – 280
300 – 400
Laiton (70:30)
330
530
Laiton (60:40)
380
490
Bronze phosphoreux / Bronze
400 – 500
500 – 750
Maillechort
350 – 450
550 – 700
Fer laminé à froid
320 – 380
–
Acier .1% Carbone
320
400
Acier .2% Carbone
400
500
Acier .3% Carbone
450
600
Acier .4% Carbone
560
720
Acier .6% Carbone
720
900
Acier .8% Carbone
900
1100
Acier 1.0% Carbone
1000
1300
Acier au silicium
550
650
Acier inoxydable
650 – 700
–
Nickel
440 – 500
570 – 630
#3 Nouvelle formule de calcul de la force de flexion
Dans le cas d'un cintrage pneumatique, la largeur d'ouverture V de la filière inférieure est généralement choisi pour être 8 à 10 fois l'épaisseur de la feuille, S.
Fabricants de presses plieuses indiquent souvent les valeurs correspondantes de la largeur de la matrice, V, et du diamètre intérieur, r, de la pièce à plier dans leur tableau des paramètres de la force de flexion.
En règle générale,
r=(0,16~0,17)V
Toutefois, lorsque le rayon intérieur n'est pas égal à (0,16-0,17)V, la formule de calcul ci-dessus n'est plus applicable.
Dans ces cas, vous devez vous référer à un nouvelle méthode de calcul pour déterminer la force de flexion requise ou le tonnage de la presse plieuse.
Le calculateur est le suivant :
Tableau des tonnages des presses plieuses
Le tableau de tonnage de la presse plieuse ci-dessous peut vous aider à déterminer facilement la force de pliage nécessaire.
Pour savoir comment lire un diagramme de tonnages d'une presse plieuse, veuillez vous référer au document suivant ce poste.
(1) Tableau des tonnages des presses plieuses ordinaires
Données de V, R, B
Comment lire les tableaux de tonnage des presses plieuses ?
Le tonnage indiqué dans le tableau de tonnage de la presse plieuse est basé sur une tôle ayant une résistance à la traction de σb=450N/mm² et une longueur de L=1m.
Maintenant que vous avez le pliage tableau des forcesL'étape suivante consiste à comprendre comment localiser le tonnage de la presse plieuse dans le tableau.
En supposant que votre tôle métallique a une épaisseur de 4 mm, la règle générale est que l'ouverture en V de la matrice inférieure doit être 8 fois supérieure à l'épaisseur de la feuille.
Cependant, lorsqu'il s'agit de plaques plus épaisses, une plus grande ouverture en V est nécessaire.
Les ouvertures en V recommandées ci-dessous peuvent servir de référence :
S
0,5-3 mm
3-8mm
9-10mm
>12mm
V
6*S
8*S
10*S
12*S
Considérons une tôle d'une épaisseur de 4 mm.
En règle générale, l'ouverture de la filière inférieure doit être 8 fois supérieure à l'épaisseur de la tôle. Toutefois, pour les tôles plus épaisses, l'ouverture de la veine doit être plus grande.
Pour déterminer le tonnage de la presse plieuse nécessaire, nous devons nous référer au tableau de tonnage de la presse plieuse.
Il faut d'abord trouver la rangée dont l'épaisseur est de "4", puis déterminer la valeur de l'ouverture du vé correspondante, soit 32 (4 * 8).
L'intersection de la ligne et de la colonne où les valeurs "4" et "32" se rencontrent indique un tonnage de 330 KN.
Si nous devons plier une tôle de 4 mm d'une longueur de 3 mètres, le tonnage nécessaire sera de 330 * 3 = 990 KN, soit environ 101 tonnes. Dans ce cas, nous recommandons de choisir une presse plieuse d'un tonnage d'au moins 100 tonnes.
Toutefois, il est préférable d'opter pour un tonnage plus important, par exemple 120 tonnes, car la durée de vie de la machine sera plus longue si elle fonctionne à pleine charge pendant des périodes prolongées.
(2) Tableau des tonnages des presses plieuses Amada
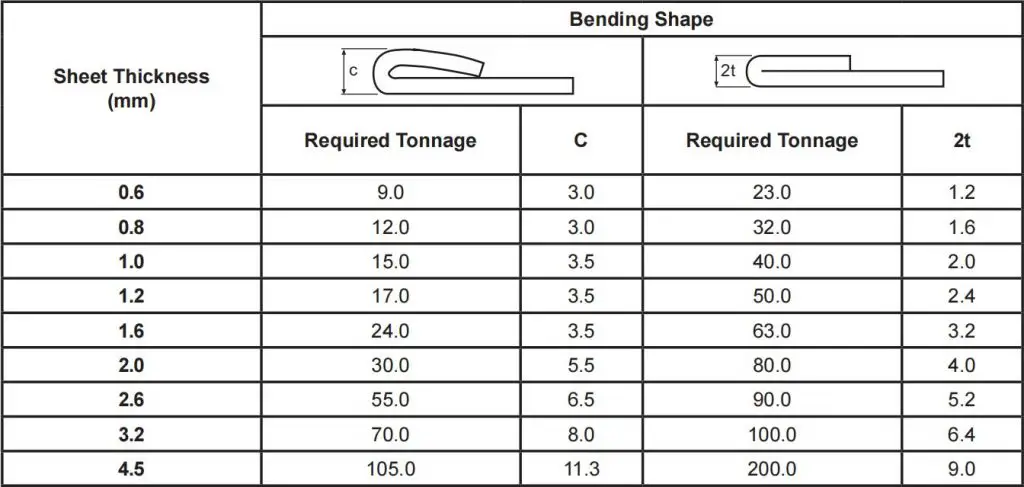
(3) Tableau des tonnages d'ourlet et de sertissage pour l'acier doux et l'acier inoxydable
Hemming est un type de pliage qui nécessite un tonnage plus important que le cintrage pneumatique standard.
Les tableaux suivants illustrent le tonnage nécessaire pour les opérations d'ourlet et de sertissage.
(1) Tableau des tonnages d'ourlet et de sertissage pour l'acier doux
Note : Le tonnage requis est indiqué pour une longueur de 1 mètre.
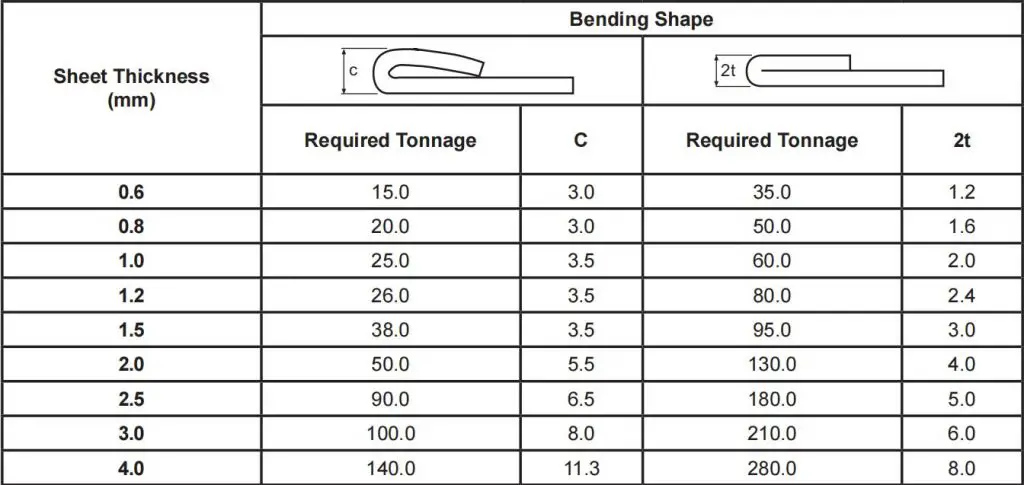
(2) Tableau des tonnages d'ourlet et de sertissage pour l'acier inoxydable
Note : Le tonnage requis est indiqué pour une longueur de 1 mètre.
Rayon de courbure de la presse plieuse
Lors du pliage de la tôle, un rayon de pliage est nécessaire au point de pliage, qui ne doit être ni trop grand ni trop petit, mais doit être sélectionné de manière appropriée. Si le rayon de cintrage est trop petit, il est facile de provoquer des fissures au point de cintrage, tandis que si le rayon de cintrage est trop grand, le cintrage peut rebondir.
(1) Tableau des rayons de courbure
Le rayon de courbure optimal (rayon de courbure intérieur) pour divers matériaux de différentes épaisseurs est indiqué dans le tableau ci-dessous.
Position correspondante entre la direction de la courbe de flexion et la direction de la fibre
vertical
parallèle
vertical
parallèle
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
4550
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminium
0.1t
0.35t
0.5t
1.0t
Cuivre
0.1t
0.35t
1.0t
2.0t
Laiton doux
0.1t
0.35t
0.35t
0.8t
Laiton semi-dur
0.1t
0.35t
0.5t
1.2t
Bronze phosphoreux
/
/
1.0t
3.0t
Les données du tableau ci-dessus sont optimales et n'ont qu'une valeur indicative. En fait, l'arrondi de la lame de cintrage du fabricant est généralement de 0,3, quelques lames de cintrage ayant un arrondi de 0,5.
Pour les tôles en acier ordinaire à faible teneur en carbone, antirouille plaques d'aluminiumPour les plaques de cuivre, de laiton, etc., un arrondi intérieur de 0,2 est généralement suffisant. Toutefois, pour certains acier à haute teneur en carboneCe type d'arrondi de flexion peut entraîner des fractures de flexion ou des fissures dans l'arrondi extérieur.
(2) Formule de calcul du rayon de courbure
Les pièces de tôlerie nécessitent un rayon de courbure r au niveau du pli. Généralement, les plans des pièces de tôlerie comportent des indications claires sur le rayon de cintrage. La taille finale après cintrage est déterminée par le rayon de cintrage r0 et le montant de dos d'âne △r, c'est-à-dire,
r = r0 + △r.
Dans la production réelle, le rayon de poinçonnage r0 utilisé se situe principalement entre 0,3 et 0,5 mm, ce qui peut être considéré comme une constante et n'a qu'un impact mineur sur le rayon de courbure, et peut donc souvent être négligé. Cela signifie que le rayon de courbure r est étroitement lié au retour élastique △r.
Cependant, l'ampleur du retour élastique est liée à la pression de flexion, qui est elle-même déterminée par la largeur B de la fente de la filière et l'épaisseur de la tôle t. Une augmentation de la largeur B de la fente de la filière réduit la pression de flexion et augmente le retour élastique, tandis qu'une diminution de B augmente la pression de flexion et réduit le retour élastique.
Par conséquent, dans certaines conditions de la cintreuse, les facteurs qui influencent le plus le rayon de cintrage sont le rayon du poinçon r, la largeur de la fente de la matrice B et l'épaisseur de la tôle t.
La formule suivante peut être utilisée pour calculer le frein de presse rayon de courbure:
Taille minimale du bord interne
Le bord intérieur minimal est le côté le plus court qui peut être plié sans que la tôle ne glisse dans l'arête pendant le pliage.
En effet, la tôle doit se trouver de part et d'autre du chanfrein tout en atteignant l'angle requis, sinon elle glissera dans le chanfrein avec les résultats insatisfaisants qui s'ensuivent.
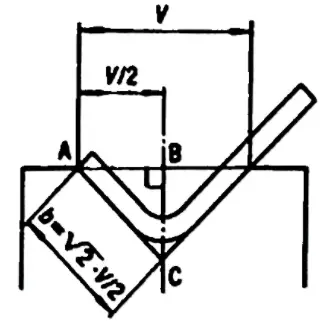
Le bord interne minimal peut être calculé à l'aide de la formule suivante :
Si l'angle requis est de 90°, bord interne minimum = V x 0,67
Cette formule découle d'un calcul géométrique, puisque le bord intérieur minimal est la diagonale d'un carré dont le côté est égal à V/2. Ensuite, en tenant compte du rayon, le résultat est approximativement égal à V x 0,67.
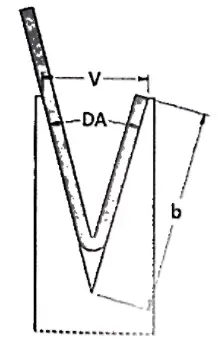
Lorsque l'angle requis est différent de 90°, l'arête intérieure minimale sera également différente, car le côté le plus court qui peut se trouver sur l'arête dépend de l'angle.
En effet, si un profil présente un angle aigu, la tôle sera poussée plus loin dans la veine de la matrice et le côté doit donc être plus long.
En revanche, si un profil a un angle obtus, il doit avoir un côté plus court pour reposer sur une matrice. Pour cette raison, des facteurs de correction doivent être utilisés pour calculer le bord interne minimal approprié.
Angle
Facteurs de correction
30°
B = (V x 0,67) x 1,6
60°
B = (V x 0,67) x 1,1
90°
B = (V x0,67) x 1,0
120°
B = (V x 0,67) x 0,9
150°
B = (Vx 0,67) x 0,7
(1) Formule de calcul de l'arête de flexion minimale
La formule de calcul de l'arête de flexion minimale est différente selon l'angle de flexion, comme le montre le tableau ci-dessous.
165°
135°
120°
90°
60°
45°
30°
0.51×V
0.55×V
0.58×V
0.71×V
1×V
1.31×V
1.94×V
(2) Tableau de référence de la hauteur minimale de pliage
Pliage en L
Tableau de référence pour le rayon de courbure intérieur R et la hauteur de courbure minimale des profilés minces laminés à froid tôle d'acier les matériaux :
Numéro de série
Epaisseur du matériau
Largeur de la rainure concave
Punch R
Hauteur minimale de pliage
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8 (ou 6)
1/0.2
5.5/4.5
6
1.5
10 (ou 8)
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16(14)
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Pliage en Z
La dimension minimale de pliage L pour le pliage en Z de tôles de différentes épaisseurs est indiquée dans le tableau ci-dessous :
Hauteur minimale du coude en Z :
Numéro de série
Epaisseur du matériau
Largeur de la rainure concave
Punch R
Hauteur du coude en Z L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8(6)
1/0.2
11.7(10.7)
6
1.5
10(8)
1/0.2
13.3(12.3)
7
2.0
12
1.5/0.5
14.3
8
2.5
16(14)
1.5/0.5
18.2(17.2)
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Rebond de flexion
Schéma du rebond de flexion
Angle de rebond de flexion :
Δα = b - a
où : b - Angle réel de la pièce après le rebond a - Angle de la matrice
Taille de l'angle de rebond :
Les angles de rebond pour une flexion pneumatique à angle unique de 90° sont indiqués dans le tableau ci-dessous.
Matériau
r/t
Épaisseur t(mm)
<0.8
0.8~2
>2
Acier à faible teneur en carbone
<1
4°
2°
0°
Laiton, σb=350MPa
1~5
5°
3°
1°
Aluminium, zinc
>5
6°
4°
2°
Acier à moyenne teneur en carbone, σb=400-500MPa
<1
5°
2°
0°
Laiton dur, σb=350-400MPa
1~5
6°
3°
1°
Cuivre dur, σb=350-400MPa
>5
8°
5°
3°
Acier à haute teneur en carbone, σb>550Mpa
<1
7°
4°
2°
1~5
9°
5°
3°
>5
12°
7°
6°
Facteurs affectant le rebond et mesures visant à réduire le rebond :
Résistance du matériau : L'angle de rebond est proportionnel à la limite d'élasticité du matériau et inversement proportionnel à son module d'élasticité E. Pour les pièces en tôle ayant des exigences de précision élevées, il convient de choisir autant que possible un acier à faible teneur en carbone afin de réduire le rebond, et d'éviter l'acier à forte teneur en carbone, l'acier inoxydable, etc.
Rayon de courbure relatif r/t : plus le rayon de courbure relatif r/t est grand, plus la déformation est faible et plus l'angle de rebond Δα est grand. Il s'agit d'un concept très important. Le rayon de courbure de la tôle doit être aussi petit que possible, compte tenu de la performance du matériau, ce qui permet d'améliorer la précision. Il convient d'éviter de concevoir de grands arcs, comme dans l'exemple ci-dessous, qui peuvent entraîner des difficultés au niveau de la production et du contrôle de la qualité.
L'arc de la tôle est trop grand
Facteurs clés influençant le calcul du tonnage
Type de matériau et propriétés
Le type de matériau à plier est essentiel pour déterminer le tonnage requis. La résistance à la traction varie d'un matériau à l'autre, ce qui a une incidence directe sur la force nécessaire au pliage. Par exemple, l'acier doux a une résistance à la traction d'environ 400 MPa, alors que l'acier inoxydable peut atteindre 600 MPa ou plus. Cette différence signifie qu'une force plus importante est nécessaire pour plier l'acier inoxydable par rapport à l'acier doux. En outre, l'épaisseur du matériau joue un rôle important : les matériaux plus épais exigent une force exponentielle pour obtenir le pliage souhaité. Une feuille d'acier inoxydable de 10 mm d'épaisseur nécessitera un tonnage nettement plus important qu'une feuille de 2 mm d'épaisseur.
Epaisseur du matériau
L'épaisseur du matériau est directement proportionnelle au tonnage requis. Les matériaux plus épais nécessitent plus de force pour être pliés. Cette relation n'est pas linéaire mais exponentielle ; le doublement de l'épaisseur du matériau fait plus que doubler le tonnage nécessaire. Par exemple, si une tôle de 5 mm d'épaisseur nécessite 50 tonnes de force, une tôle de 10 mm d'épaisseur peut nécessiter plus de 100 tonnes. Il est donc essentiel de mesurer et de comptabiliser avec précision l'épaisseur du matériau pour calculer le tonnage.
Taille de l'ouverture de la matrice
La taille de l'ouverture de la matrice, ou de la matrice en V, est un facteur critique pour les exigences de tonnage. Des ouvertures de matrice plus petites nécessitent un tonnage plus élevé, car le matériau doit être pressé dans un espace plus étroit, ce qui augmente la résistance. Par exemple, une ouverture de matrice de 30 degrés peut nécessiter moins de force qu'une ouverture de matrice de 10 degrés pour le même matériau et la même épaisseur. Inversement, des ouvertures de matrice plus grandes nécessitent moins de force, ce qui facilite le processus de pliage.
Méthode de pliage
Les différentes méthodes de pliage requièrent des niveaux de force variables. Le cintrage à l'air, le cintrage par le bas et le monnayage sont les trois principales méthodes utilisées dans les opérations de presse plieuse. Le cintrage à l'air implique de presser le matériau dans une matrice en V, mais pas complètement, ce qui nécessite le moins de tonnage. Cette méthode permet un certain retour élastique, qui doit être pris en compte dans l'angle final. Le pliage par le bas, qui presse le matériau jusqu'au fond de la matrice, nécessite plus de force en raison de la résistance accrue du matériau. Le monnayage, la méthode la plus exigeante en termes de force, consiste à presser complètement le matériau dans la matrice, ce qui permet de réaliser des pliages précis avec un minimum de retour élastique. L'impact unique de chaque méthode sur le matériau détermine le tonnage nécessaire.
Type et état de l'outillage
Le type et l'état de l'outillage utilisé dans les opérations de presse plieuse ont également une incidence sur le calcul du tonnage. Les différents types de matrices et de poinçons ont des exigences différentes en matière de force. Par exemple, les outils à col de cygne, conçus pour éviter toute interférence avec la pièce à usiner, doivent être manipulés avec précaution afin d'éviter un tonnage excessif qui pourrait endommager l'équipement. Un outillage bien entretenu garantit un pliage plus précis et plus efficace, tandis que des outils usés ou endommagés peuvent augmenter la force requise et compromettre la qualité du pliage.
Capacité de la presse plieuse
Il est essentiel de tenir compte de la capacité de la presse plieuse elle-même. Le tonnage calculé ne doit pas dépasser la capacité nominale de la machine, car une surcharge peut endommager l'équipement, par exemple en déformant le banc ou le coulisseau. Veiller à ce que la presse plieuse fonctionne dans les limites de sa capacité permet non seulement d'éviter les dommages, mais aussi de prolonger la durée de vie de la machine. Par exemple, si une presse plieuse a une capacité nominale de 100 tonnes, il est essentiel de calculer soigneusement le tonnage requis pour chaque tâche afin d'éviter de dépasser cette limite.
Facteurs environnementaux
Les conditions environnementales, telles que la température et l'humidité, peuvent affecter les propriétés des matériaux et, par conséquent, le tonnage requis. Par exemple, les matériaux peuvent devenir plus fragiles à des températures plus froides, ce qui nécessite une manipulation différente et des ajustements de la force. En outre, l'humidité peut affecter certains matériaux, comme l'aluminium, qui peut absorber l'humidité et modifier ses caractéristiques. La prise en compte de ces facteurs garantit des opérations de pliage plus précises et plus fiables.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Avez-vous déjà eu du mal à régler la longueur de la course de la presse plieuse ? C'est le cas de nombreux opérateurs, qui ont souvent recours à l'essai et à l'erreur. Cet article démystifie le processus, en fournissant une formule claire pour calculer...
Faites passer votre entreprise à la vitesse supérieure