Choisir les bons outillages pour les presses plieuses : Guide et normes
Comment garantir la précision de vos opérations de pliage des métaux ? Le choix de l'outillage de presse plieuse approprié est crucial. Ce guide se penche sur la sélection des moules et des poinçons, et offre un aperçu des différents types d'outils, tels que les matrices à quatre voies et les matrices réglables. Apprenez à améliorer l'efficacité de la production, à réduire l'usure et à sélectionner l'outillage le mieux adapté à vos besoins de pliage spécifiques. Découvrez les secrets d'une performance optimale de la presse plieuse et maximisez la durée de vie de votre outillage.
Guider le personnel de cintrage dans la sélection plus rationnelle des moules à matrices, améliorer la durée de vie des moules et réduire l'usure anormale.
2. Fonction
Réduire le temps nécessaire à la sélection des moules de cintrage, améliorer l'efficacité de la production et réduire les coûts.
3. Champ d'application
Opérations de pliage de tôles.
4. Principes de base de l'outillage de presse plieuse
Usage général
L'outillage à usage général est fabriqué à partir d'un acier à outils prétrempé d'une dureté Rockwell de Rc 28-30.
L'outillage couvre généralement toute la longueur du banc de la presse plieuse, avec des tolérances nominales sur la taille et les dimensions. rectitude selon le fabricant de l'outil.
L'outillage à usage général qui est divisé en sections doit être marqué car les sections individuelles peuvent ne pas être interchangeables en raison de la variation des tolérances dimensionnelles de fabrication.
Usage général Trempé à la flamme
Plusieurs presse plieuse Les fabricants d'outils proposent des outils trempés à la flamme pour une meilleure résistance à l'usure au niveau des épaulements de la matrice et du rayon de la pointe du poinçon.
Cet outillage peut être moins précis en termes de rectitude, en raison du processus de traitement thermique et du redressement mécanique qui s'ensuit.
Matrices à quatre voies à usage général
La filière à quatre voies
La matrice à quatre voies comporte quatre ouvertures femelles en "V" différentes, chacune étant accessible par rotation de la matrice.
L'inconvénient de cette configuration est que l'aile minimale d'une pièce à former ne peut être inférieure à la largeur de la matrice à quatre voies.
Bien que le changement d'ouverture femelle soit simple, la matrice et le porte-matrice doivent être centrés avec le poinçon pour chaque rotation, afin d'assurer un fonctionnement optimal. formage par presse plieuse performance.
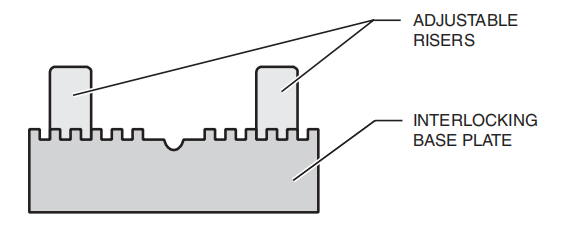
Matrices réglables
Les matrices réglables offrent une gamme d'ouvertures - par incréments de 1/2" d'un minimum de 1" à un maximum de 8", 10" ou 12". L'ouverture est réglée en déplaçant des élévateurs réglables à clé vers une position de clavette de la plaque de base à emboîtement.
Matrice réglable
Le présent type de filière est utile pour le formage d'une plus grande gamme d'épaisseurs de matériaux. Elle est particulièrement favorable parce que les ouvertures plus larges permettent de former des plaques plus épaisses.
Poinçons
Une variété de poinçons est disponible pour différentes techniques de formage. Consultez la documentation sur l'outillage pour obtenir des informations sur les applications spécifiques.
Guignol
Matrices rectifiées et trempées avec précision
L'outillage rectifié et trempé avec précision est fabriqué en sections selon des tolérances dimensionnelles étroites pour permettre l'interchangeabilité et le remplacement direct.
L'outillage de précision est défini géométriquement avec une hauteur de matrice spécifiée, une ouverture de matrice et un rayon d'épaulement, un rayon de poinçonnage et un taux de charge, qui peuvent tous être catalogués dans une bibliothèque d'outils du système de calibrage CNC de la presse plieuse.
Définition des paramètres géométriques de l'outillage dans a CNC L'environnement améliore la productivité des presses plieuses car il réduit le nombre de plis d'essai et de pièces d'échantillonnage nécessaires à la mise au point du travail.
Porte-matrices pour presses plieuses
1. Porte-matrice standard :
Porte-matrice standard
Le porte-matrice standard sert de bloc de remplissage entre le banc de la presse plieuse et le presser le bélier pour assurer la fermeture de l'outil sur toute la course de la presse plieuse. Dans la plupart des cas, l'outillage ne suffit pas à combler la hauteur de fermeture.
Le porte-matrice sert également de surface de travail pour minimiser l'usure du banc de la presse plieuse lors des changements d'outils.
Le porte-matrice permet de soulever l'ensemble de la matrice pour effectuer un calage localisé afin de compenser les variations d'angle des pièces formées. Ces écarts sont dus aux irrégularités des matrices d'usage général et à l'usure, généralement associée à une utilisation continue. freinage par pression dans la même région.
Les porte-matrices peuvent être bloqués ou réglés mécaniquement sur le banc de la presse plieuse par une soie et des vis de réglage, des boulons en T ou des blocs de réglage de la matrice.
2. Porte-filière à quatre voies :
Porte-filière à quatre voies
Le support de matrice à quatre voies est un canal qui retient et centre une matrice à quatre voies avec le poinçon pendant le formage.
Le porte-matrice à quatre voies est similaire au porte-matrice standard en termes de fonction et de fixation à la presse plieuse.
3. Porte-matrice couronnable :
Plusieurs fabricants d'outillage proposent des porte-matrices couronnables :
un seul réglage pour le bombage proportionnel du porte-matrice sur toute la longueur, ou
des points de réglage individuels sur la longueur du porte-matrice.
Un avantage du porte-matrice couronnable est que l'opérateur peut effectuer des réglages de la matrice sans avoir recours aux procédures traditionnelles de calage du porte-matrice.
La fixation et la hauteur de l'empilement dimensionnel pour la hauteur de fermeture de la presse plieuse sont similaires à celles du porte-matrice standard.
5. Sélection de l'outillage de la presse plieuse
4.1 Les poinçons supérieurs couramment utilisés sont les suivants : Poinçon droit de 88° (R1), poinçon aigu de 30°/poinçon droit aigu (R1/R0.5), poinçon droit de 88° (R1/R0.5), poinçon droit de 30° (R1/R0.5). poinçon de col de cygne (R1), poinçon droit à col de cygne de 88° (R1/R0.5), poinçon d'aplatissement et moules supérieurs spécialisés.
4.2 Utilisations courantes filière inférieure pour le cintrage comprennent : moules inférieurs en V simple/double avec des angles de 30° et 88°, V4, V6, V7, V8, V10, V12, V16, et V25 (mm).
4.3 La sélection des matrice de pliage est généralement basée sur la disposition de la séquence des lames de cintrage après examen des dessins.
4.4 Sélection de la matrice supérieure en fonction de l'angle :
4.4.1 Lorsque l'angle de traitement est supérieur ou égal à 88°, utiliser une matrice supérieure dont l'angle est inférieur à 88° (par exemple, lame droite, lame tranchante/lame droite tranchante, lame incurvée, lame droite incurvée, etc.)
4.4.2 Lorsque l'angle de traitement est inférieur à 88°, utiliser une matrice supérieure de 30° (par exemple, lame tranchante/lame droite tranchante).
4.4.3 Lorsqu'il est nécessaire de presser une arête morte, utiliser une lame tranchante/droite pour former un angle aigu (généralement 30°), puis utiliser un moule d'aplatissement pour aplatir l'arête pressée.
4.4.4 Lorsque l'épaisseur de la plaque est supérieure à 3 mm, il convient d'éviter d'utiliser des lames tranchantes/droites pour ne pas endommager l'outil.
4.5 Lorsqu'il est nécessaire de traiter une forme en U en fonction des exigences de la forme extérieure.
Lorsque b-a ≥ 5mm, vous pouvez choisir entre un poinçon aigu (lame droite et tranchante), un poinçon droit (lame droite), un poinçon droit à col de cygne (lame droite et incurvée) ou un poinçon à col de cygne (lame incurvée).
Lorsque 1mm < b-a < 5mm, vous pouvez choisir entre un poinçon droit en col de cygne (lame droite incurvée) ou un poinçon en col de cygne (lame incurvée). Lorsque b-a < 1mm, vous pouvez choisir le poinçon en col de cygne (lame courbe).
Remarque : a et b > 6 mm et 100 mm > a, b sont des dimensions internes. Lorsque vous devez traiter une forme en Z, vous avez généralement le choix entre un poinçon droit (lame droite), un poinçon aigu (lame tranchante/lame tranchante droite), un poinçon droit à col de cygne (lame droite incurvée) et un poinçon à col de cygne (lame incurvée).
4.6 Sélection de la filière inférieure :
4.6.1 La taille de la rainure en V est généralement choisie en fonction de six fois l'épaisseur de la plaque.
4.6.2 Choisir la matrice inférieure en fonction de l'angle : lorsque l'angle est supérieur ou égal à 88°, vous pouvez choisir une matrice inférieure de 88° ou de 30° ; lorsque l'angle est inférieur à 88°, choisissez une matrice inférieure de 30° (mesurez la hauteur effective du moule supérieur : la distance entre le moule supérieur et le bord de la lame sur la surface réceptrice de la pince du moule supérieur).
4.7 Les points suivants doivent être pris en compte lors de la jonction des matrices supérieures et inférieures :
4.7.1 Ne pas mélanger des moules de hauteurs différentes lors de la sélection, car cela peut entraîner de mauvais angles, endommager les moules, voire provoquer des accidents du travail.
4.7.2 Lors du choix d'un moule supérieur pour un panneau de porte à ourlet, il faut tenir compte de la qualité de traitement du produit et de la facilité de manipulation, en laissant généralement un espace de 3 à 6 mm aux deux extrémités (si nécessaire, il faut envisager l'utilisation d'une "lame d'arête").
4.7.3 Évitez d'utiliser des moules endommagés pour le traitement des produits afin d'éviter qu'ils n'aient une mauvaise apparence, et inspectez la linéarité et la planéité de l'arête de coupe du moule supérieur après l'installation.
4.7.4 Lors de l'évitement de positions, il convient d'être attentif aux problèmes de qualité de l'apparence, tels que l'indentation au point d'évitement et les angles insuffisants.
4.8 Sélection du moule dans des conditions anormales :
4.8.1 Pour les lignes de pressage, choisir une lame tranchante résistante à la pression pour le moule supérieur et un moule inférieur plat et aligné, sans marches entre les moules supérieur et inférieur.
4.8.2 Lors du traitement des formes en U, si la dimension intérieure de l'ouverture est inférieure à 6 mm, utilisez d'abord une lame courbée pour plier l'ouverture plus grande que la deuxième taille de lame, puis appuyez à plat pour garantir la dimension ou utilisez un moule spécialisé pour la mise en forme.
4.8.3 Lors de la transformation de produits ayant des exigences spécifiques en matière de rayon R interne, il convient d'envisager un moule supérieur à rayon R adapté lors de la sélection du moule supérieur (par exemple, exigences de rayon R interne de R0,3, R1, R4, R8 ou R10).
4.8.4 Pour le pliage d'une plaque de 6 mm d'épaisseur, choisissez un moule inférieur V8 de 88° ; pour le pliage d'une plaque de 10 mm d'épaisseur, choisissez un moule inférieur V12 de 88° afin d'éviter que les pièces ne glissent et ne deviennent impossibles à traiter en raison de dimensions de traitement trop petites.
4.8.5 Lors de la transformation d'acier rond, il convient d'utiliser des moules spécialisés et de faire appel à un opérateur spécialisé.
4.9 Lors de la sélection des moules à poinçon supérieur et à matrice inférieure, essayez d'éviter les épissures afin d'éviter les marques d'épissure et de maintenir un bon aspect du produit.
4.10 Lors de l'étalonnage des moules à filière haut/bas, utilisez des moules d'une taille supérieure ou égale à 300 mm pour l'étalonnage. N'utilisez pas de petits moules épissés ou de moules de moins de 300 mm pour l'étalonnage. Pour les moules d'une longueur supérieure à 1 m, la différence de longueur entre les moules supérieurs et inférieurs ne doit pas dépasser 20%.
4.11 Avant d'installer le moule, vérifiez que la course limitée de la machine est supérieure à la hauteur totale des moules supérieurs et inférieurs afin d'éviter d'endommager les moules et de provoquer des accidents de travail.
4.12 Vérifier si le moule est verrouillé avant l'étalonnage et vérifier à nouveau l'étanchéité du moule après l'étalonnage.
4.13 Ne pas placer les moules à matrices non utilisés sur l'équipement afin d'éviter qu'ils ne tombent et ne causent des dommages ou des blessures.
4.14 Après avoir utilisé le moule, remettez-le rapidement dans le support prévu à cet effet et rangez-le proprement.
4.15 Ne pas installer simultanément deux moules de hauteur différente sur l'équipement.
4.16 L'atelier doit régulièrement assurer la maintenance et l'entretien des moules à matrices et les marquer clairement.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes aux prises avec des inefficacités et des coûts élevés dans le domaine de la fabrication de tôles ? Découvrez comment l'équipement automatisé peut révolutionner vos processus et vous faire gagner du temps et de l'argent. Cet article vous guide dans la sélection des...
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les coins et les...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Vous êtes-vous déjà demandé comment une presse plieuse façonne le métal avec une telle précision ? Cet article dévoile les parties et les fonctions fascinantes d'une presse plieuse, vous montrant son rôle essentiel...
Faites passer votre entreprise à la vitesse supérieure