Prévention du soufflage magnétique en soudage : Causes et solutions
Avez-vous déjà remarqué que votre arc de soudage s'éloignait de sa trajectoire ? Cela est probablement dû à la soufflante magnétique, un problème courant qui perturbe la qualité de la soudure. Cet article explore les causes de la soufflante magnétique et fournit des solutions pratiques pour en atténuer les effets. De l'ajustement des angles des électrodes à l'utilisation du soudage en courant alternatif, découvrez comment maintenir un arc de soudage stable et garantir des soudures de qualité supérieure. Plongez dans les subtilités de ce phénomène et apprenez à conserver des soudures précises et propres.
Cet article explique les causes du soufflage magnétique de l'arc et les facteurs qui affectent la taille du soufflage magnétique, et présente l'impact du soufflage magnétique sur la qualité du soudage.
Du point de vue de la conception et de la technologie, des mesures sont proposées pour contrôler l'influence du souffle magnétique sur la qualité du soudage.
Introduction
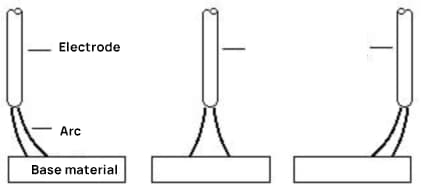
La rectitude de l'arc fait référence à la propriété de l'arc, en tant que conducteur flexible, de résister aux interférences externes et de s'efforcer de maintenir le courant de soudage le long de l'axe de l'électrode.
Lorsque l'électrode est inclinée, la direction de l'arc s'incline également, et la ligne centrale de l'arc s'étend dans la direction de l'inclinaison de l'électrode, ce que l'on appelle le souffle magnétique.
1. Production de souffles magnétiques
1.1 Les raisons du soufflage magnétique sont les suivantes :
(1) Une mauvaise position de connexion provoque un souffle magnétique.
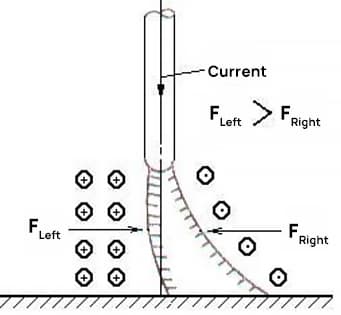
Le courant de soudage génère un champ magnétique dans l'espace. Lorsque l'électrode est perpendiculaire à la pièce, la densité du champ magnétique du côté gauche de l'arc est plus importante que celle du côté droit.
La répartition inégale du champ magnétique fait que le côté le plus dense exerce une poussée sur l'arc, le faisant dévier de l'axe.
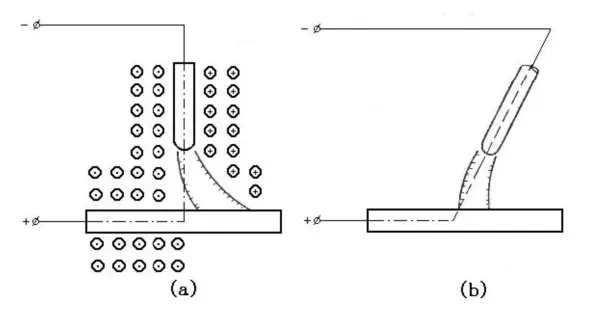
(2) Les matériaux ferromagnétiques asymétriques provoquent des souffles magnétiques.
Lors du soudage, placer un tôle d'acier (conducteur magnétique) d'un côté de l'arc, en raison de la conductivité magnétique beaucoup plus élevée des matériaux ferromagnétiques que de l'air, la plupart des lignes de champ magnétique du côté du matériau ferromagnétique forment des courbes fermées, ce qui réduit la densité des lignes de champ magnétique entre l'arc et le matériau ferromagnétique, de sorte que sous l'action de la force électromagnétique, l'arc a tendance à souffler vers le côté où se trouve le matériau ferromagnétique.
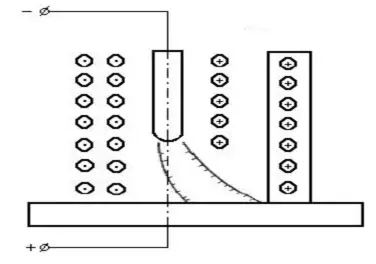
(3) Le mouvement de l'arc sur l'extrémité de la plaque d'acier provoque un souffle magnétique, comme le montre la figure ci-dessous.
En effet, lorsque l'arc atteint l'extrémité de la plaque d'acier, la surface du flux magnétique change, ce qui entraîne une augmentation de la densité des lignes du champ magnétique spatial près du bord de la pièce.
Ainsi, sous l'action de la force électromagnétique, un souffle magnétique dirigé vers l'intérieur de la pièce est produit.
Comme le montre l'image suivante :
Schéma de la déflexion magnétique de l'arc soufflant
(1) Déviation magnétique causée par la position de la connexion des fils
(2) Déviation magnétique causée par un matériau ferromagnétique à proximité de l'arc.
Déviation magnétique soufflée par des objets ferromagnétiques d'un côté de l'arc électrique
(3) Soufflage de déflexion magnétique généré lorsque l'arc se trouve à l'extrémité de la pièce à usiner.
Déviation magnétique soufflant générée par l'arc à l'extrémité de la pièce à usiner
1.2 Risques liés au soufflage par déflexion magnétique :
Au cours de la processus de soudageEn raison de l'interférence du flux de gaz, de l'excentricité de l'enrobage de l'électrode et de la force magnétique du champ magnétique, le phénomène de déviation du centre de l'arc par rapport à l'axe de l'électrode se produit.
En d'autres termes, si une raison quelconque détruit l'uniformité de la distribution du champ magnétique et que la charge dans l'arc est soumise à une contrainte inégale, l'arc déviera d'un côté.
En d'autres termes, la déflexion magnétique de l'arc de soudage causée par la force électromagnétique générée par le circuit de soudage pendant le courant continu (CC) est un facteur de sécurité. soudage à l'arc s'appelle la déviation magnétique de l'arc de soudage.
Le soufflage par déviation magnétique rend non seulement la combustion de l'arc instable, augmente les éclaboussures et fait perdre la protection lorsque les gouttelettes en fusion tombent, mais il affecte aussi sérieusement la formation de la soudure.
2. Solutions
En fonction des causes de la déflexion magnétique, les méthodes suivantes peuvent être utilisées dans la production et l'installation pour surmonter et éliminer l'influence de la déflexion magnétique sur l'arc de soudage :
(1) Modifier correctement la position du fil de terre sur l'élément soudé pour que les lignes de champ magnétique autour de l'arc soient réparties aussi uniformément que possible ;
(2) Régler l'angle d'inclinaison de l'électrode de manière appropriée pendant le fonctionnement, et incliner l'électrode vers la direction de soufflage de la déviation ;
(3) L'utilisation de la soudure dorsale segmentée et de la soudure courte à l'arc. soudage à l'arc peut également surmonter efficacement la déflexion magnétique ;
(4) Utiliser le soudage à courant alternatif plutôt que le soudage à courant continu. Lors du soudage en courant alternatif, le champ magnétique changeant produit un courant induit dans le conducteur, et le champ magnétique produit par le courant induit affaiblit le champ magnétique causé par le courant de soudage, contrôlant ainsi le soufflage de la déviation magnétique ;
(5) Placez des matériaux ferromagnétiques qui génèrent des champs magnétiques symétriques et essayez de répartir uniformément les matériaux ferromagnétiques autour de l'arc ;
(6) Réduire le magnétisme résiduel sur l'élément soudé.
Le magnétisme résiduel sur la pièce soudée est principalement dû à la disposition ordonnée des domaines magnétiques atomiques.
Afin de perturber la disposition des domaines magnétiques sur la pièce soudée et de réduire ou d'empêcher le soufflage de la déviation magnétique, un chauffage local doit être appliqué aux parties présentant un magnétisme résiduel sur la pièce soudée à une température de 250-300℃.
Cette méthode a un bon effet de démagnétisation dans la production et l'utilisation.
En outre, un aimant peut être ajouté pour équilibrer le champ magnétique dans la partie de l'élément soudé présentant un magnétisme résiduel.
(7) Utiliser la méthode de démagnétisation. Cela signifie que l'élément soudé doit produire un champ magnétique opposé au magnétisme résiduel de l'élément soudé afin de surmonter et d'éliminer l'influence de la déflexion magnétique sur l'arc de soudage.
En prenant l'exemple du soudage des pipelines, l'application de la prévention de la déviation magnétique par soufflage est présentée.
Dans le soudage des conduites sous pression, le soufflage de la déflexion magnétique est susceptible de se produire dans le processus de soudage bout à bout des conduites à parois épaisses, ce qui rend impossible l'exécution d'un soudage manuel au tungstène. soudage à l'arc sous argon sur le passage de la racine.
Selon l'occurrence du soufflage par déviation magnétique, le soufflage par déviation magnétique se produit principalement au niveau du joint d'un pipeline à parois épaisses, et il se produit au niveau de plusieurs soudures lorsque le pipeline est sur le point d'être fermé.
Les pipelines à parois épaisses en matériaux ferromagnétiques présentent un magnétisme résiduel au cours de leur fabrication et de leur traitement.
Plus la canalisation est longue, plus le magnétisme résiduel s'accumule, ce qui se manifeste au niveau du joint de fermeture final, provoquant une déflexion magnétique par soufflage.
Mesures spécifiques : Utiliser le câble de soudure pour entourer les deux côtés du joint.
Lorsque l'arc est amorcé, le courant de soudage génère un champ magnétique induit à travers l'enroulement du câble pour contrer le magnétisme résiduel et surmonter la déflexion magnétique.
L'effet de la soudure peut être ajusté par les deux méthodes suivantes :
1) Lorsque le courant de soudage est constant, l'intensité du champ magnétique induit généré sur l'élément soudé peut être réglée en ajustant le nombre d'enroulements du câble pour qu'il soit égal en magnitude et opposé en direction à l'intensité du champ magnétique résiduel ;
2) Lorsque le nombre d'enroulements du câble est constant, le courant de soudage peut être modifié dans la plage autorisée pour ajuster l'intensité du champ magnétique induit généré sur l'élément soudé de manière à ce qu'il soit égal en magnitude et opposé en direction à l'intensité du champ magnétique résiduel, éliminant ainsi le magnétisme résiduel au niveau du joint et surmontant l'influence de la déflexion magnétique soufflant sur l'arc de soudage.
3. Conclusion
Dans les environnements de soudage réels, les causes du soufflage de la déflexion magnétique ne sont pas les mêmes en raison des différents environnements de soudage.
Par conséquent, il est nécessaire de combiner la situation réelle sur le site pour trouver les causes de la déflexion magnétique et de les traiter sur la base de l'expérience résumée ci-dessus afin de garantir l'efficacité du système de contrôle de la qualité. qualité du soudage dans le domaine du soudage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi le soudage à l'arc sous argon produit-il parfois des pores et comment y remédier ? La porosité de soudage, souvent causée par des impuretés, un débit de gaz inapproprié ou une technique incorrecte, peut affaiblir les soudures et...
Avez-vous déjà pensé aux dangers qui se cachent derrière chaque étincelle de soudage ? Le soudage, bien qu'essentiel, présente de nombreux risques, notamment des accidents électriques, des incendies, des fumées toxiques et des blessures physiques. Cet article...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé comment des machines complexes restaient connectées de manière transparente ? Cet article plonge dans le monde fascinant du soudage bout à bout, une méthode très efficace utilisée pour assembler les métaux. Vous en apprendrez plus sur...
Imaginez que vous essayiez de souder un matériau si solide qu'il résiste à l'usure, mais si délicat qu'une mauvaise technique pourrait entraîner une défaillance catastrophique. C'est le défi auquel est confronté...
Vous êtes-vous déjà demandé ce qui rend le soudage en acier inoxydable si résistant ? Dans cet article, nous allons explorer le monde fascinant des baguettes de soudure en acier inoxydable, en révélant comment leurs compositions et propriétés uniques...
Vous êtes-vous déjà demandé ce que signifiait "soudure en X" ou "soudure d'assemblage" ? Notre dernier article décompose 292 termes essentiels du soudage, en proposant des définitions claires et des exemples pratiques. Que vous soyez un soudeur chevronné ou un débutant,...
Vous êtes-vous déjà demandé pourquoi certains métaux se soudent sans problème alors que d'autres se fissurent et se cassent ? Cet article explore le monde fascinant de la soudabilité, en se concentrant sur l'acier au carbone et ses différentes formes....
Faites passer votre entreprise à la vitesse supérieure