Principes de conception structurelle des pièces pliées en tôle
Vous êtes-vous déjà demandé pourquoi les pièces de tôle se fissurent ou se déforment lors du pliage ? Cet article explore les principes essentiels de la conception des tôles, en mettant l'accent sur les techniques de pliage qui garantissent la précision et la durabilité. À la fin de l'article, vous comprendrez les stratégies clés pour prévenir les problèmes courants dans la fabrication de la tôle.
En général, la tôle désigne des matériaux métalliques d'épaisseur uniforme. Les matériaux de tôle les plus courants sont l'acier inoxydable, l'acier galvanisé, le fer blanc, le cuivre, l'aluminium et le fer. Cet article analyse principalement les principes de base de la conception de produits en tôle.
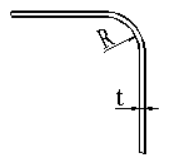
Quand tôle pliée Si le rayon de l'angle est trop petit, la surface extérieure est susceptible de se fissurer. Si le rayon de l'angle est trop grand, la précision de la pièce pliée n'est pas facile à maintenir en raison des facteurs suivants dos d'âne. Un rayon de courbure minimal est donc spécifié, comme le montre le tableau ci-dessous.
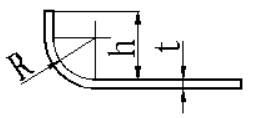
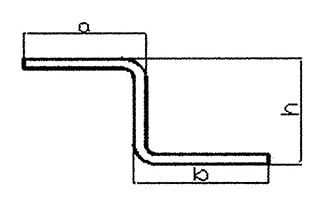
2. La hauteur du bord droit en flexion ne doit pas être trop petite ; sinon, il est difficile de former un moment de flexion suffisant pour obtenir des pièces aux formes précises.
La valeur de h ne doit pas être inférieure à R+2t, comme indiqué ci-dessous.
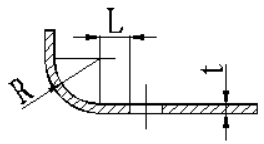
3. Lors du poinçonnage à proximité d'un bord plié, la distance L entre le bord du trou et le centre du rayon de courbure R ne doit pas être trop petite pour éviter la déformation du trou après la courbure.
La valeur de L ne doit pas être inférieure à 2t, comme le montre la figure ci-dessous.
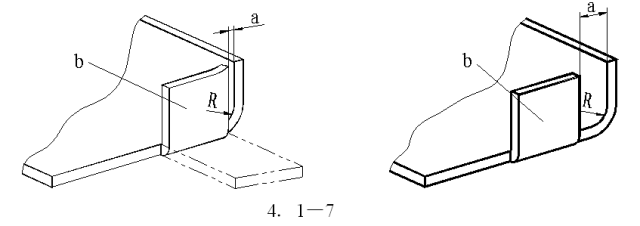
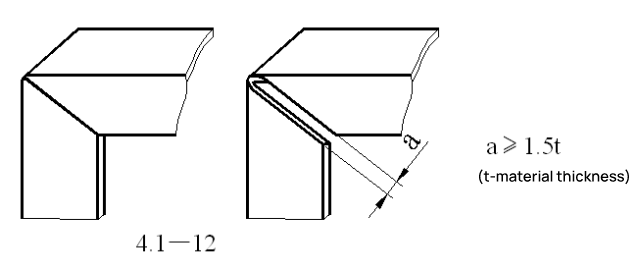
4. Lorsque a<R, un arc résiduel subsiste sur le côté b près du point a après le pliage. Pour éviter cet arc résiduel, il faut s'assurer que a≥R.
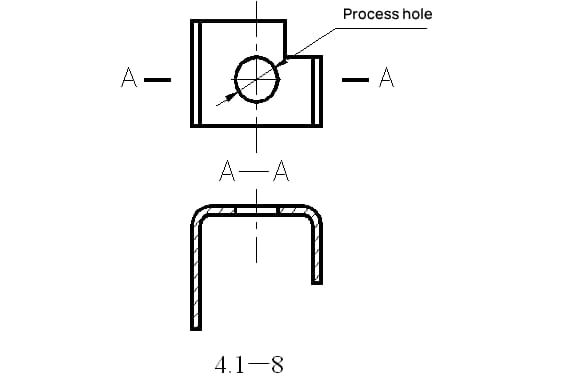
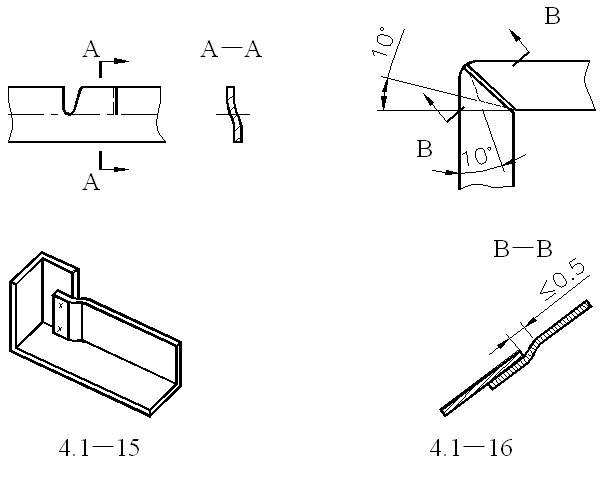
5. Pour les pièces pliées en forme de U, il est préférable que les bords de pliage soient de longueur égale afin d'éviter qu'ils ne se déplacent d'un côté pendant le pliage.
Si cela n'est pas possible, un trou de positionnement du processus peut être mis en place, comme illustré à la figure 4.1-8.
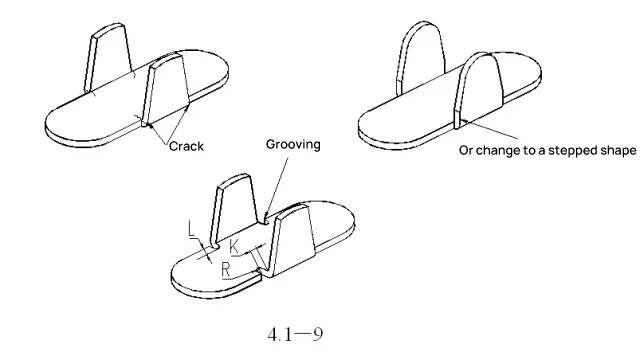
6. Pour éviter les fissures ou les déformations lors du pliage latéral (trapézoïdal).
Concevoir une fente réservée ou changer la base en forme de marche. La largeur de la fente K ne doit pas être inférieure à 2t, et la profondeur de la fente L doit être au moins égale à t+R+K/2.
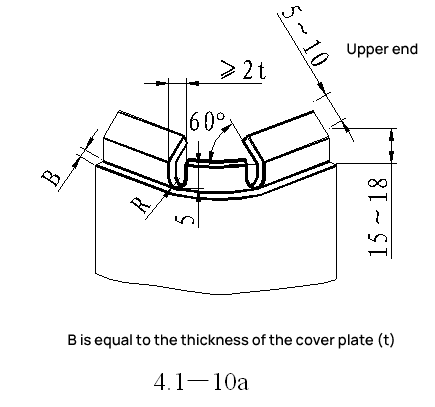
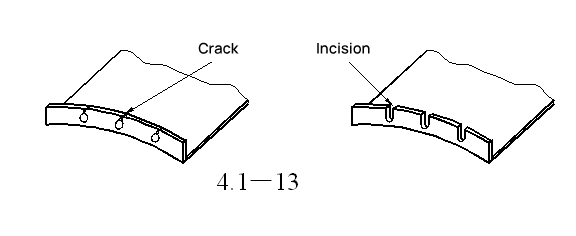
7. Pour éviter les plis dus à la compression du matériau dans les angles lors du pliage, concevoir une encoche réservée.
Par exemple, l'encoche au coin de la plaque latérale de l'unité extérieure (en haut et en bas).
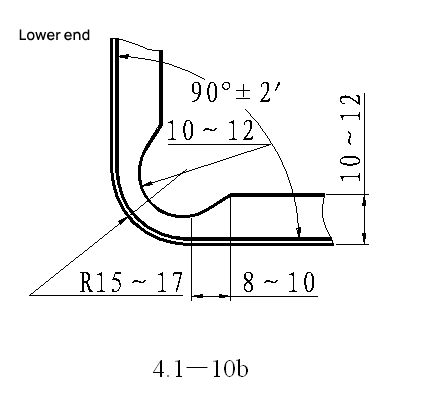
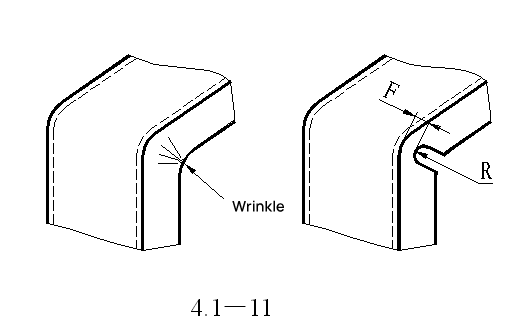
8. Pour éviter que les côtés plats d'un angle droit ne se plissent après le cintrage, il faut prévoir une encoche réservée.
R
F
3
1.6
6
3
10
4.6
20
8
30
11
40
13
50
15
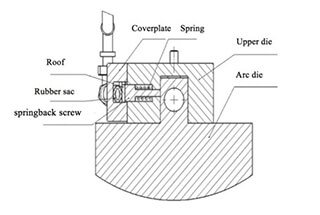
9. Pour éviter le retour élastique après le cintrage, il faut prévoir une encoche.
10. Pour éviter les fissures après le poinçonnage et le pliage ultérieur, il faut prévoir une encoche.
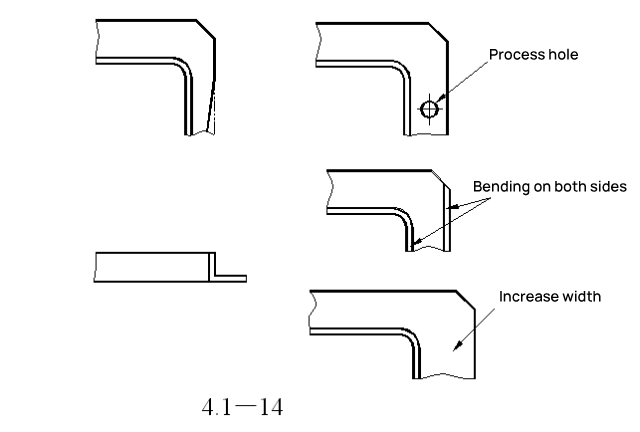
11. Pour éviter qu'un côté ne se rétracte vers l'intérieur pendant le pliage.
Ce problème peut être résolu en concevant un trou de positionnement du processus, en pliant les deux côtés simultanément ou en augmentant la largeur de la bride pour résoudre les problèmes de rétrécissement.
12. Forme de chevauchement lors du pliage en angle droit.
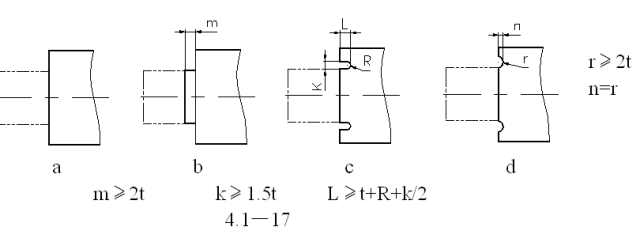
13. Pliage des protubérances
Si l'on se penche comme dans la figure a, où le ligne de pliage coïncide avec la ligne de pas, des fissures et des déformations à la racine peuvent parfois se produire. Par conséquent, il convient de décaler la ligne de flexion par rapport à la ligne de marche, comme dans la figure b, ou de concevoir une encoche comme dans les figures c et d.
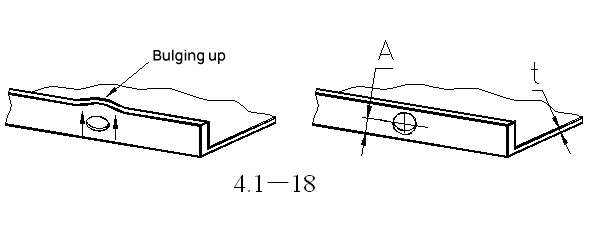
14. Pour éviter la déformation des trous sur la surface de flexion sous l'effet de la contrainte, la distance au bord (par rapport à la racine inférieure) ne doit pas être inférieure à A≥4.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé à quel point la conception des matrices de pliage pouvait être complexe ? Cet article se penche sur la conception structurelle des matrices de pliage les plus courantes, de la forme en V à la forme en Z, et explique leur...
Vous êtes-vous déjà demandé comment révolutionner vos opérations de pliage sur presse plieuse à commande numérique ? Cet article explore deux conceptions de serrage hydraulique avancées qui améliorent l'efficacité et la précision du pliage des tôles. En...
Et si vous pouviez perfectionner les plis complexes en forme de Z dans le métal avec précision et facilité ? Cet article examine les nuances structurelles du pliage en Z et de la matrice de formage, en soulignant...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà interrogé sur l'importance du rayon de courbure dans la conception mécanique ? Dans cet article, nous allons explorer ce concept crucial et son impact sur l'intégrité des matériaux. En s'appuyant sur l'expertise...
Avez-vous déjà eu du mal à obtenir des pliages parfaits dans la tôle ? Cet article présente des conseils et des astuces essentiels pour maîtriser le pliage de la tôle, de l'ordonnancement du processus à l'analyse de la pliabilité....
Pourquoi les vérins des presses plieuses à commande numérique se déforment-ils, entraînant des retards de production coûteux ? Cet article explore les causes courantes de la déformation des vérins des presses plieuses à commande numérique, de l'utilisation prolongée aux contraintes matérielles,...
Vous êtes-vous déjà demandé comment déplier avec précision une tôle pour la plier ? Il est essentiel de comprendre le facteur K. Cet article explique le processus de calcul et fournit aux ingénieurs et aux techniciens un guide pratique...
Comment plier avec précision une pièce de tôle sans essais et erreurs ? Le facteur Y en est la clé. Cet article explique le facteur Y, une constante cruciale utilisée pour calculer la...
Faites passer votre entreprise à la vitesse supérieure