Problèmes courants dans la découpe au laser de tuyaux : Un guide complet
Avec les progrès rapides de la science moderne, de la technologie et du secteur industriel, les composants tubulaires jouent un rôle de plus en plus crucial dans diverses industries, notamment les machines de construction, les transports, les machines agricoles, les ustensiles de cuisine et les appareils de fitness. Parallèlement, l'émergence et le développement rapide des machines de découpe de tubes au laser CNC ont accentué les avantages de la découpe de tubes au laser. La découpe laser, avec ses [...]
Avec les progrès rapides de la science moderne, de la technologie et du secteur industriel, les composants tubulaires jouent un rôle de plus en plus crucial dans diverses industries, notamment les machines de construction, les transports, les machines agricoles, les ustensiles de cuisine et les appareils de fitness.
Parallèlement, l'émergence et le développement rapide des machines de découpe de tubes au laser CNC ont accentué les avantages de la découpe de tubes au laser.
La découpe laser, avec ses attributs uniques de largeur de coupe étroite, d'effets thermiques minimes, de vitesses de coupe rapides, de coupes nettes, d'excellente flexibilité et d'absence de contraintes apparentes sur la forme, le type ou l'épaisseur du tube découpé, se distingue des méthodes traditionnelles de traitement des tubes.
La technologie de découpe laser des tubes améliore la qualité de la découpe, garantit l'efficacité du traitement, simplifie le flux de travail et accroît considérablement les avantages économiques pour un grand nombre d'utilisateurs de la découpe laser des tubes.
Cependant, découpe au laser Les tubes sont un processus complexe, où de nombreux facteurs influencent le résultat de la coupe. Il est essentiel d'analyser les problèmes survenant au cours du processus et de développer des méthodes pour les résoudre.
Coupes incomplètes ou brutes
Il y a principalement quatre raisons pour lesquelles les coupes sont incomplètes ou grossières lors de l'élaboration du projet. processus de découpe au laser:
1. Coupe à des vitesses excessives
En particulier lorsqu'il s'agit de tubes spéciaux ou d'épaisseur élevée, comme les profilés ou les tubes de forme irrégulière.
Lorsque la tête de coupe atteint un coin, où l'épaisseur augmente, une coupe trop rapide peut entraîner des coupes incomplètes ou grossières, comme le montre la figure 1.
Figure 1 : Coupe irrégulière
Dans ce cas, il est courant de réduire la vitesse de coupe dans les coins et d'augmenter la pression du gaz d'assistance.
2. Longueur focale de la tête de découpe mal réglée ou trajectoire du laser mal alignée.
La longueur focale peut affecter de manière significative la qualité de la coupe des tubes.
Les réglages standard de la focale de la tête de coupe comprennent la focale négative, la focale zéro et la focale positive.
La focalisation positive est adaptée à l'oxycoupage de l'acier au carbone, la focalisation zéro est adaptée à l'oxycoupage de l'acier fin. découpe de feuilleset la focalisation négative est idéale pour les matériaux tels que l'acier inoxydable, l'acier au carbone galvanisé, l'aluminium, le cuivre, etc. qui nécessitent une découpe à l'azote ou à l'air.
Il est donc essentiel de choisir la bonne position focale pour les différents tubes. Une trajectoire laser mal alignée a également un impact significatif sur la découpe des tubes.
C'est pourquoi, lors des coupes d'essai, il est essentiel d'ajuster en permanence la position du faisceau afin d'obtenir un point parfaitement circulaire sur le matériau d'essai.
Lentilles de protection contaminées, comme illustré à la figure 2.
Figure 2 : Lentille de protection contaminée devant être remplacée
3. La lentille de protection de la tête de coupe et la lentille de mise au point sont contaminées, et la source d'eau du système de refroidissement n'est pas propre.
Alors que la procédure de coupe normale refroidit et élimine continuellement les scories avec le gaz d'assistance, les lentilles de protection et de mise au point peuvent facilement être contaminées en raison des températures élevées lors de la coupe. Si ces lentilles sont polluées, cela peut entraîner des coupes incomplètes ou des échecs dans la coupe des tubes.
En outre, l'utilisation d'eau impure dans le système de découpe laser peut, dans le meilleur des cas, nuire à l'efficacité du refroidissement et entraîner l'obstruction de la tête de découpe et des canaux d'eau du générateur, ce qui a un impact sur la qualité de la découpe du tube.
Dans le pire des cas, il peut endommager le générateur et la tête de coupe, ce qui entraîne des pertes économiques importantes.
Il est donc primordial d'utiliser de l'eau purifiée, de préférence distillée, pour éviter les blocages et les problèmes de refroidissement.
Lors de la découpe au laser de tubes symétriques, comme les tubes ronds ou carrés, un excès de puissance peut provoquer des bordures de fusion.
Ces résidus fondus peuvent s'accumuler sur la face intérieure de la face opposée, ajoutant ainsi de l'épaisseur. Cette accumulation peut obstruer les passes de coupe ultérieures, rendant difficile une coupe complète et laissant une finition rugueuse.
Il est donc essentiel de procéder à des essais préliminaires de perforation et de découpe pour déterminer la puissance de sortie du laser et la pression du gaz d'assistance optimales.
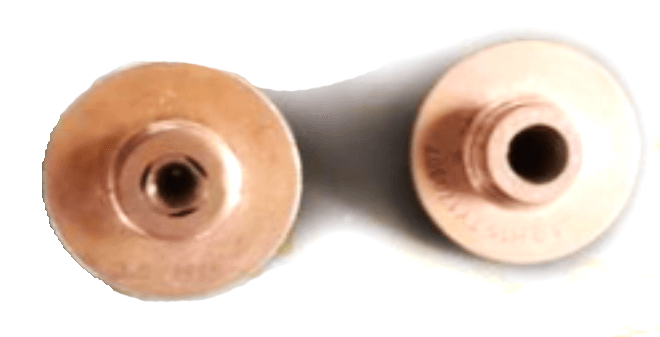
Le choix de la buse a également un impact sur la qualité de la coupe.
Figure 3 : Buses à jet simple et à jet double
En règle générale, les configurations à deux buses conviennent à la découpe précise de fentes dans les tubes et sont principalement utilisées pour la découpe de tubes minces, de haute précision et rapides, tandis que les configurations à une buse conviennent à des tubes plus épais et de matériaux variés, avec des exigences de précision moindres.
Les coupes d'essai permettent de choisir la buse adaptée au tube, ce qui garantit la qualité et l'efficacité globales de la coupe.
Mauvais alignement des points de départ et d'arrivée ou divergences dans le schéma de coupe
Paramétrage imprécis des axes de la machine.
En général, un découpeur de tubes laser comprend des axes de commande tels que l'entraînement à crémaillère de l'axe X, l'entraînement à vis sans fin de l'axe Y, la tête de coupe de l'axe Z et le mandrin d'alimentation rotatif de l'axe W.
Si des paramètres tels que le diamètre du cercle primitif de l'engrenage, le pas de la vis-mère ou les rapports de transmission sont mal réglés, le résultat final de la coupe s'en trouve profondément affecté. Certaines erreurs peuvent même affecter le bon fonctionnement de la machine.
Avant d'utiliser la machine, il est essentiel de s'assurer que les paramètres de l'axe sont correctement réglés.
Désalignement des axes X et Y ou des axes Z et X.
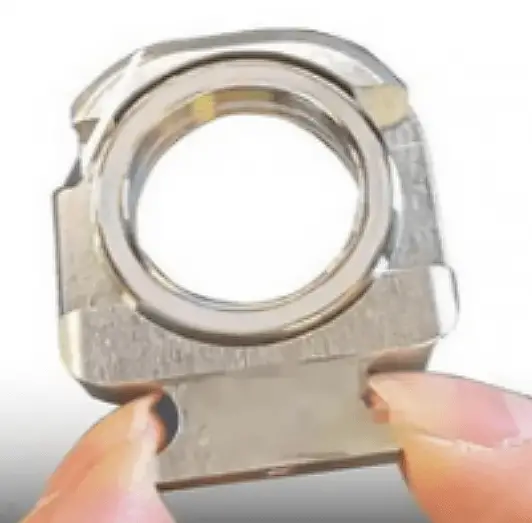
Si les axes X et Y ne sont pas perpendiculaires, les motifs circulaires découpés sur la surface du tube peuvent être déformés, comme le montre la figure 4.
Figure 4 : Coupe circulaire imparfaite
Un motif carré peut devenir un parallélogramme. Si les axes Z et X ne sont pas alignés, la trajectoire de la tête de découpe dévie, ce qui entraîne des écarts entre la trajectoire de découpe simulée et la trajectoire de découpe réelle, et donc un désalignement entre les points de départ et d'arrivée, comme le montre la figure 5.
Figure 5 : Désalignement des lignes de coupe initiale et finale
Ce désalignement est l'une des raisons pour lesquelles les coupes de tubes sont incomplètes. Si de tels problèmes surviennent, un étalonnage immédiat à l'aide d'un micromètre est nécessaire, ainsi qu'un contrôle des vis desserrées ou de l'usure des crémaillères, des vis d'entraînement ou des engrenages.
En conclusion
La découpe de tubes au laser a acquis une position importante dans l'industrie de la découpe au laser.
D'autant plus que les découpeurs de tubes au laser sont passés par des phases manuelles, semi-automatiques et entièrement automatiques, et que de plus en plus de personnes reconnaissent leur potentiel en matière de production et de traitement.
Cette dépendance croissante souligne la nécessité d'identifier et de résoudre les différents problèmes rencontrés lors de la découpe de tubes au laser, d'affiner en permanence les systèmes et les techniques de découpe et de promouvoir le développement de la découpe de tubes au laser à grande vitesse, précise, automatisée, flexible et multifonctionnelle. Il s'agit d'un élément essentiel pour l'avancement rapide de l'ensemble de l'industrie de la découpe au laser.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure