Analyse de la technologie du soudage au laser : Processus et techniques
1. Paramètres du processus de soudage au laser 1.1 Densité de puissance La densité de puissance est un paramètre crucial dans le traitement au laser. Une densité de puissance élevée peut rapidement chauffer la couche superficielle jusqu'à son point d'ébullition en quelques microsecondes, ce qui entraîne une vaporisation importante. Par conséquent, une densité de puissance élevée est avantageuse pour les processus d'enlèvement de matière tels que le découpage, la sculpture, [...]
La densité de puissance est un paramètre crucial dans le traitement au laser. Une densité de puissance élevée peut rapidement chauffer la couche superficielle jusqu'à son point d'ébullition en l'espace de quelques microsecondes, ce qui entraîne une vaporisation importante. Par conséquent, une densité de puissance élevée est avantageuse pour les processus d'enlèvement de matière tels que le découpage, la sculpture et le perçage.
En revanche, une densité de puissance plus faible prend quelques millisecondes pour atteindre le point d'ébullition de la température de surface. Cela permet à la couche inférieure d'atteindre le point de fusion avant que la couche superficielle ne se vaporise, ce qui facilite la création d'une soudure par fusion solide. Par conséquent, la densité de puissance pour la conduction soudage au laser se situe généralement entre 10^4 et 10^6 W/cm².
1.2 Forme d'onde de l'impulsion laser
La forme d'onde de l'impulsion laser est un facteur crucial dans le soudage laser, en particulier pour le soudage de tôles.
Lorsqu'un faisceau laser de haute intensité frappe la surface d'un matériau, 60% à 98% de l'énergie du laser sur la surface du métal sont réfléchis et perdus. Cette réflectivité dépend de la température de la surface et varie en conséquence.
La réflectivité du métal fluctue considérablement pendant une impulsion laser.
1.3 Largeur d'impulsion du laser
La largeur d'impulsion est un paramètre important dans soudage au laser pulsé. Elle est non seulement distincte de l'enlèvement et de la fusion des matériaux, mais elle est aussi un facteur crucial qui détermine le coût et le volume de l'équipement de traitement.
1.4 Effet de la quantité de défocalisation sur la qualité du soudage
Le soudage au laser nécessite généralement un certain degré de défocalisation en raison de la densité de puissance élevée du centre du point focal du laser, qui peut facilement provoquer une évaporation et des trous. D'autre part, la distribution de la densité de puissance est relativement uniforme sur le plan éloigné du foyer laser.
Deux modes de défocalisation sont disponibles : la défocalisation positive et la défocalisation négative. La défocalisation positive se produit lorsque le plan focal est au-dessus de la pièce, tandis que la défocalisation négative se produit lorsqu'il est en dessous.
Selon la théorie de l'optique géométrique, la densité de puissance sur les plans correspondants est approximativement la même lorsque les séparations positives et négatives sont égales. Cependant, dans la réalité, la forme du bassin de fusion est différente.
Une défocalisation négative peut entraîner une plus grande pénétration, ce qui est lié au processus de formation du bassin de fusion. Les résultats expérimentaux suggèrent que le matériau commence à fondre dans un délai de 50 à 200 heures après avoir été chauffé par le laser, formant un métal en phase liquide et une vapeur sous pression commerciale, qui émet une lumière blanche éblouissante à une vitesse très élevée.
Dans le même temps, la forte concentration de vapeur entraîne le déplacement du métal liquide vers le bord du bassin de fusion, créant ainsi une dépression au centre du bassin de fusion.
Lorsque la défocalisation négative est utilisée, la densité de puissance interne du matériau est plus élevée que celle de la surface, ce qui facilite la fusion et la vaporisation. L'énergie lumineuse peut ainsi être transférée vers la partie la plus profonde du matériau, ce qui entraîne une plus grande pénétration. Par conséquent, la défocalisation négative doit être utilisée pour une plus grande pénétration, tandis que la défocalisation positive doit être utilisée pour le soudage de matériaux minces dans des applications pratiques.
2. Technologie de soudage au laser
1) Soudage feuille à feuille
Il comprend soudage bout à boutIl s'agit de la soudure en bout, de la soudure par fusion par pénétration centrale et de la soudure par fusion par perforation centrale.
2) Soudage fil à fil
Elle comprend le soudage bout à bout fil à fil, le soudage en croix, le soudage par recouvrement parallèle et le soudage en T.
3) Soudage d'un fil et d'un élément de bloc
Le soudage au laser peut être utilisé pour connecter le fil et l'élément de bloc avec succès, et la taille de l'élément de bloc peut être arbitraire.
Il convient de prêter attention à la dimension géométrique de l'élément filaire lors du soudage.
Pour souder différents types de métaux, il est nécessaire de déterminer leur soudabilité et la gamme des paramètres soudables.
Il est important de noter que le soudage au laser ne peut être effectué qu'entre certaines combinaisons de matériaux.
Tandis que brasage au laser ne soit pas approprié pour connecter certains composants, les lasers peuvent être utilisés comme source de chaleur pour le soudage et le brasage, qui offrent également les avantages du soudage au laser.
Il existe de nombreuses méthodes de brasage, et le brasage laser est principalement utilisé pour le brasage des cartes de circuits imprimés (PCB), en particulier pour la technologie d'assemblage des plaquettes de silicium.
3. Aavantages de brasage au laser
Le chauffage local réduit le risque d'endommagement thermique de l'élément et permet d'obtenir une petite zone affectée par la chaleur, ce qui permet de souder à proximité de l'élément thermique.
Le chauffage sans contact permet de faire fondre la bande passante sans avoir recours à des outils auxiliaires. Cela permet de traiter les cartes de circuits imprimés double face après l'installation des composants double face.
La nature stable de l'opération répétée, associée à la pollution minimale des outils de soudage par le flux, fait du laser un outil de travail efficace. brasage une option favorable. En outre, le temps d'irradiation du laser et la puissance de sortie sont facilement contrôlés, ce qui permet d'obtenir un rendement élevé du brasage au laser.
Le faisceau laser peut être facilement divisé à l'aide d'éléments optiques tels que des demi-lentilles, des miroirs, des prismes et des miroirs de balayage. Cela permet le soudage symétrique simultané de plusieurs points.
Le brasage laser utilise principalement un laser d'une longueur d'onde de 1,06 um comme source de chaleur, qui peut être transmise par fibre optique. Cela permet de traiter des pièces qui sont difficiles à souder par des méthodes conventionnelles, offrant ainsi une plus grande flexibilité.
Le faisceau laser est bien focalisé et peut être facilement automatisé pour les appareils à stations multiples.
4.1 Processus métallurgique et théorie technologique
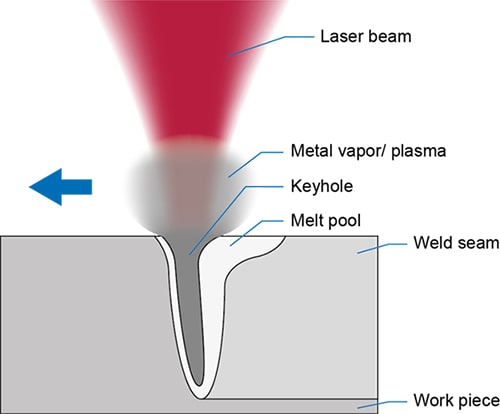
Le processus métallurgique du soudage laser à pénétration profonde est similaire à celui du soudage par faisceau d'électrons, car tous deux s'appuient sur la structure du "petit trou" pour réaliser la conversion énergétique.
Lorsque la densité de puissance est suffisamment élevée, le matériau s'évapore, créant un petit trou. Ce trou est rempli de vapeur et agit comme un corps noir, absorbant presque toute l'énergie de la lumière incidente. La température d'équilibre dans la cavité du trou est d'environ 25 000 degrés.
La chaleur est transférée de la paroi extérieure de la cavité à haute température pour faire fondre le métal qui l'entoure. Le trou est continuellement rempli de vapeur à haute température générée par l'évaporation du matériau de la paroi sous l'irradiation du faisceau lumineux.
Les quatre parois du trou sont entourées de métal en fusion, lui-même entouré de matériaux solides. Le métal liquide à l'extérieur du trou s'écoule et est maintenu en équilibre dynamique avec la pression de vapeur continue à l'intérieur de la cavité du trou.
Lorsque le faisceau se déplace, le trou reste stable. Cela signifie que le trou de serrure et le métal en fusion qui l'entoure avancent à la vitesse du faisceau principal. Le métal en fusion remplit l'espace laissé par le trou de serrure en mouvement et se condense, formant la soudure.
4.2 Facteurs d'influence
Les facteurs qui influencent le soudage laser à pénétration profonde sont les suivants puissance du laserLe contrôle de l'augmentation et de la diminution de la puissance du laser au début et à la fin du soudage.
4.3 Caractéristiques du soudage laser à pénétration profonde
1) Rapport hauteur/largeur élevé
Comme le métal en fusion se forme autour de la cavité cylindrique de vapeur à haute température et s'étend jusqu'à la pièce à usiner, la soudure devient profonde et étroite.
2) Apport de chaleur minimal
En raison de la température élevée de la cavité source, de la vitesse rapide du processus de fusion et du faible apport de chaleur dans la pièce à usiner, la déformation thermique et l'usure de la pièce sont très faibles. zone affectée thermiquement sont très faibles.
3) Haute densité
Le petit trou rempli de vapeur à haute température favorise le brassage du bain de soudure et l'évacuation des gaz, ce qui entraîne la formation d'une soudure par pénétration non poreuse.
La vitesse de refroidissement élevée après le soudage permet d'affiner la microstructure de la soudure.
4.4 Avantages du soudage laser à pénétration profonde
La vitesse de soudage est plus rapide avec un faisceau laser focalisé en raison de sa densité de puissance plus élevée que celle des méthodes conventionnelles. En outre, il permet de souder des matériaux réfractaires tels que titane et le quartz avec des zones affectées par la chaleur plus petites et moins de déformation.
La facilité de transmission et de contrôle du faisceau laser élimine la nécessité de changer fréquemment de torche et de buse, ce qui permet de réduire les temps d'arrêt et d'augmenter le facteur de charge et l'efficacité de la production.
La purification et les taux de refroidissement élevés contribuent à la solidité du cordon de soudure et à la performance globale.
Le faible apport de chaleur et la grande précision d'usinage du soudage laser réduisent les coûts de retraitement, ce qui en fait une solution rentable.
Le soudage au laser permet une automatisation aisée et un contrôle efficace de l'intensité du faisceau et du positionnement précis.
4.5 Équipement de soudage par pénétration profonde au laser
En général, l'acier au carbone présente de bons effets de soudage au laser, et l'acier au carbone est plus facile à souder que l'acier au carbone. qualité du soudage dépend principalement de la teneur en impuretés.
Comme pour d'autres procédés de soudage, le soufre et le phosphore sont des facteurs qui peuvent affecter la sensibilité à la chaleur. fissures de soudure.
Pour obtenir une qualité de soudage satisfaisante, un préchauffage est nécessaire lorsque le matériau de base de la soudure est un métal. teneur en carbone dépasse 0,25%.
Lors du soudage d'aciers ayant des teneurs en carbone différentes, il est recommandé d'incliner légèrement la torche de soudage du côté des matériaux à faible teneur en carbone afin de garantir la qualité du joint.
En raison de sa teneur élevée en soufre et en phosphore, l'acier à faible teneur en carbone n'est pas adapté au soudage au laser.
En raison de la faible teneur en impuretés, l'effet de soudage de l'acier tué à faible teneur en carbone est excellent.
Aciers à moyenne et haute teneur en carbone et communs aciers alliés peuvent également être soudés efficacement au laser. Toutefois, un préchauffage et un traitement post-soudage sont nécessaires pour éliminer les tensions et empêcher la formation de fissures.
5. Soudage au laser de matériaux en acier
5.1 Soudage au laser de l'acier au carbone et de l'acier allié commun
En général, l'acier au carbone présente de bonnes performances en matière de soudage au laser, et la qualité du soudage est influencée par la teneur en impuretés.
Similaire à d'autres techniques de soudageLe soufre et le phosphore sont les principaux facteurs susceptibles de provoquer des fissures de soudage.
Lorsque la teneur en carbone dépasse 0,25%, un préchauffage est nécessaire pour obtenir la teneur en carbone souhaitée. qualité du soudage.
Lors du soudage d'aciers ayant des teneurs en carbone différentes, l'inclinaison de la torche de soudage vers le côté ayant la plus faible teneur en carbone peut garantir la qualité du joint.
Le soudage au laser n'est pas recommandé pour l'acier à faible teneur en carbone en raison de sa teneur élevée en soufre et en phosphore.
L'acier tué à faible teneur en carbone présente d'excellents résultats de soudage en raison de sa faible teneur en impuretés.
Les aciers à moyenne et haute teneur en carbone, ainsi que les aciers alliés courants, peuvent être efficacement soudés au laser, mais un traitement de préchauffage et de post-soudage est nécessaire pour éliminer les tensions et empêcher la formation de fissures.
5.2 Soudage au laser de l'acier inoxydable
En général, soudage au laser de l'acier inoxydable Il est plus facile d'obtenir des joints de haute qualité qu'avec le soudage conventionnel. En effet, la petite zone affectée thermiquement par une vitesse de soudage élevée rend la sensibilisation moins problématique.
Par rapport à l'acier au carbone, l'acier inoxydable, dont la conductivité thermique est plus faible, permet d'obtenir plus facilement une pénétration profonde et des soudures étroites.
5.3 Soudage au laser entre différents métaux
La vitesse de refroidissement élevée et la petite zone affectée thermiquement du soudage au laser créent des conditions favorables à la compatibilité des matériaux de structures différentes après la fusion de nombreux métaux différents.
Il a été prouvé que les métaux suivants peuvent être soudés avec succès : acier inoxydable et acier à faible teneur en carbone, acier inoxydable 416 et acier inoxydable 310, Acier inoxydable 347 et l'alliage de nickel hastelloy, l'électrode de nickel et l'acier forgé à froid, ainsi que les bandes bimétalliques avec différentes teneurs en nickel.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure