Optimisation de la séquence des processus pour le pliage de la tôle : Facteurs clés à prendre en compte
Avez-vous déjà eu du mal à obtenir des pliages parfaits dans la tôle ? Cet article présente des conseils et des astuces essentiels pour maîtriser le pliage de la tôle, de l'enchaînement des processus à l'analyse de l'aptitude au pliage. Vous découvrirez des stratégies pratiques pour améliorer la précision, réduire le gaspillage de matériaux et rationaliser les opérations. Vous apprendrez les facteurs clés qui influencent le succès du pliage et comment appliquer ces connaissances à vos projets.
La planification du processus de pliage des pièces de tôlerie fait référence à l'ordre séquentiel des processus de pliage au cours de la fabrication. La séquence de pliage doit être organisée en fonction de la forme de la pièce, des exigences de précision, de la nature des opérations et du modèle de déformation du matériau.
Pour les pièces pliées spécifiques, commencez par examiner le volume de production, la conception structurelle, la précision dimensionnelle et le matériau, et étudiez la faisabilité du processus de pliage. Ensuite, sur la base des conditions de production spécifiques et d'une analyse complète des facteurs d'influence, élaborez un plan de processus de pliage techniquement réalisable et rentable.
Les processus de pliage Ce plan comprend principalement l'analyse du processus des pièces pliées et la formulation du schéma du processus de pliage. Les étapes générales sont les suivantes :
1. Analyser les données de conception originales relatives aux pièces pliées
Les données originales comprennent les dessins du produit et les conditions techniques des pièces pliées, les spécifications de taille, les performances et l'état d'approvisionnement des matières premières, le volume de production du produit, les conditions de l'équipement d'emboutissage existant dans l'usine, ainsi que d'autres données techniques.
Parmi celles-ci, le dessin du produit est la base la plus directe pour la conception du processus, d'autres données techniques servent de référence pour l'emboutissage. conception de la filièreLes données originales restantes sont utilisées pour déterminer la méthode de traitement des pièces estampées, formuler le plan du processus d'estampage et choisir le type de structure du moule.
2. Analyse de la pliabilité du produit
L'aptitude au pliage fait référence à l'adaptabilité d'un composant aux processus de pliage. Il s'agit d'évaluer si la structure, la taille, les exigences de précision et les matériaux du composant plié répondent aux exigences techniques de la fabrication par pliage.
En règle générale, les composants présentant une bonne aptitude à la flexion permettent de réduire la consommation de matériaux et le nombre d'opérations, de simplifier la structure de l'outil, de stabiliser la qualité du produit et d'en réduire le coût. Ils permettent également une préparation technique et une organisation de la production économiques et judicieuses.
L'analyse de l'aptitude au pliage a pour but de comprendre la facilité ou la difficulté de traitement du composant plié, jetant ainsi les bases de l'élaboration d'un plan de processus de pliage.
Avant d'analyser la pliabilité d'un produit, il convient d'effectuer une analyse économique de la production. La quantité de production de composants pliés est un facteur essentiel pour déterminer le caractère raisonnable du processus de pliage.
L'analyse de la pliabilité des produits doit être basée sur les dessins des composants. Une analyse approfondie de la forme, de la taille, des exigences de précision et de la formabilité du matériau utilisé est essentielle. Il s'agit également d'évaluer le potentiel de divers problèmes de qualité.
Une attention particulière doit être accordée aux dimensions limites du composant (telles que la taille minimale des bords pliés, la distance minimale entre les bords des trous, les dimensions minimales de l'enveloppe et les dimensions minimales de l'enveloppe). rayon de courbure), les tolérances dimensionnelles, les références de conception et d'autres exigences particulières.
Ces facteurs influencent considérablement la nature, le nombre et la séquence des opérations requises, ainsi que la méthode de positionnement, de pliage et d'assemblage. structure du mouleet la précision de la fabrication.
Après l'analyse ci-dessus, si la pliabilité du composant est jugée déraisonnable, il convient de consulter le concepteur du produit.
Sans compromettre les exigences d'utilisation du produit, des modifications appropriées peuvent être apportées à la forme, à la taille, aux exigences de précision et aux caractéristiques du produit. sélection des matériaux de la composante courbée.
3. Formulation du plan de cintrage
Sur la base de l'analyse du processus de pliage, plusieurs plans de processus de pliage sont proposés. Ensuite, en analysant et en comparant les différents plans en fonction du volume de production et des conditions de production existantes de l'entreprise, le plan de processus le plus optimal du point de vue technologique et économique est déterminé.
En règle générale, la formulation d'un plan de cintrage comprend principalement les éléments suivants :
Déterminer la nature, le nombre, la séquence et la combinaison des opérations de pliage, ainsi que la méthode de positionnement par l'analyse et le calcul ;
Détermination de la forme et de la taille de la transformation par pliage dans chaque opération ;
Organiser d'autres opérations auxiliaires sans flexion, etc.
En bref, tout en satisfaisant aux exigences du dessin de la pièce, nous nous efforçons de réduire le nombre d'opérations, de simplifier la structure du moule de pliage, de prolonger sa durée de vie et d'en faciliter l'utilisation.
4. Opération de pliage
4.1 Principes d'organisation des opérations de pliage
En règle générale, la disposition des opérations de pliage doit suivre les principes suivants :
1) Pour les pièces de forme simple, un moulage par pliage en une seule fois est adopté ; pour les pièces de forme simple, un moulage par pliage en une seule fois est adopté. formes complexesDeux ou plusieurs moulages par pliage sont adoptés.
2) Pour les pièces à plier en grandes quantités et de petites tailles, il est préférable d'utiliser des matrices progressives ou des matrices composées.
3) Pour les pièces à angles multiples, plier d'abord l'angle extérieur, puis l'angle intérieur. Le pliage suivant ne doit pas détruire la forme du pliage précédent. pièce de flexion. Le pliage précédent doit tenir compte du fait que le pliage suivant dispose d'une base de positionnement appropriée et qu'il peut être effectué en douceur.
4) Le pliage doit se faire du plus petit au plus grand.
5) Les formes spéciales doivent être pliées en premier, suivies des formes générales.
6) Pour les pièces à plier comportant des trous, ceux-ci peuvent généralement être perforés avant le pliage afin de simplifier la structure du moule. Lorsque le trou est situé dans la zone de déformation du cintrage ou à proximité de la zone de déformation, et que le trou a des exigences élevées par rapport à la surface de référence, le cintrage doit être effectué avant le poinçonnage du trou.
4.2 Exemples d'organisation du processus de production pour des pièces courbes typiques
1) Les pièces de pliage simples à usage unique, comme le montre la figure 1-1.
Figure 1-1 Pièces à plier en une seule fois
2) Pièces pliées en deux temps, comme le montre la figure 2-2.
Figure 2-2 Pièces à plier en deux temps
a) Modèle plat
b) Premier coude
c) Deuxième coude
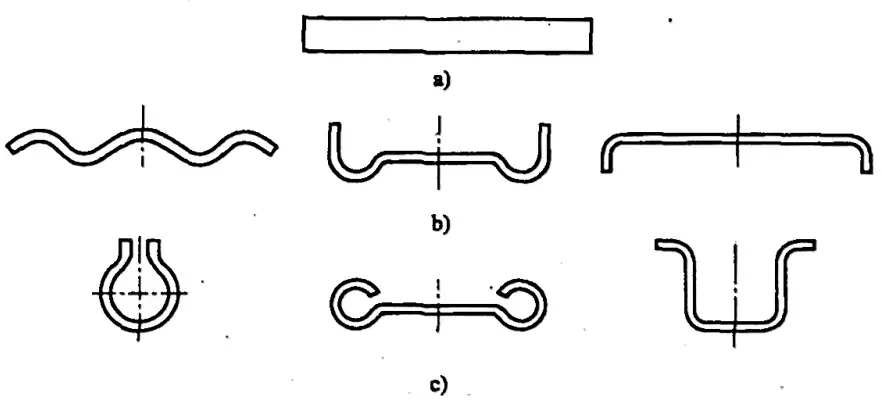
3) Pièces pliées en trois temps, comme le montre la figure 3-3.
Figure 3-3 Parties de la flexion à trois temps
a) Modèle plat
b) Premier coude
c) Deuxième coude
d) Troisième coude
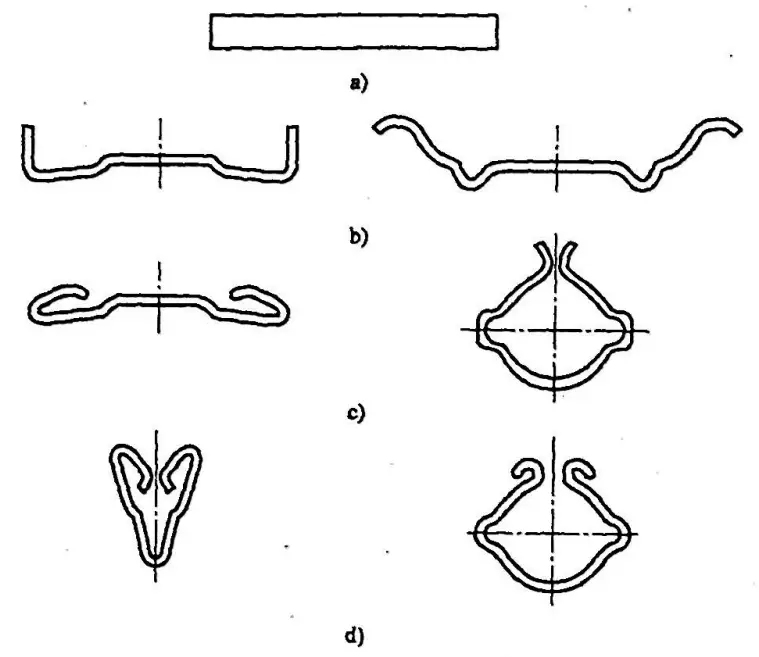
4) Pièces pliées en quatre, comme le montre la figure 4-4.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Une pièce étroite et longue se caractérise par un rapport longueur/largeur important et est positionnée à l'aide de son bord court pendant le pliage. Le problème courant des pièces hors tolérance...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Imaginez que vous parveniez à plier des tôles de façon parfaite, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Avez-vous déjà été confronté à des problèmes de retour élastique lors de l'emboutissage et du pliage des métaux ? Cet article présente des techniques pratiques pour minimiser ces problèmes courants et améliorer la précision de vos projets d'usinage des métaux. Découvrez les...
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Faites passer votre entreprise à la vitesse supérieure