Améliorez votre presse plieuse hydraulique grâce à la technologie de contrôle de la pompe
La technologie de commande hydraulique des presses plieuses hydrauliques a connu trois étapes distinctes : la commande proportionnelle à la pression, la commande servo proportionnelle au débit et la technologie de commande hybride électrohydraulique. Cette évolution représente une progression du contrôle de base au contrôle précis, ce qui permet en fin de compte d'économiser de l'énergie et de réduire les coûts d'utilisation. Avec la mise en œuvre de [...]
La technologie de commande hydraulique des presses plieuses hydrauliques a connu trois étapes distinctes : la commande proportionnelle à la pression, la commande proportionnelle asservie au débit et la technologie de commande hybride électro-hydraulique.
Cette évolution représente une progression du contrôle de base au contrôle précis, ce qui permet en fin de compte d'économiser de l'énergie et de réduire les coûts d'utilisation.
Avec la mise en œuvre de la technologie hybride électro-hydraulique dans les cintreuses hydrauliques, on est passé d'une technologie grossière à une technologie raffinée.
Examen du développement de la technologie de mélange électro-hydraulique
Lorsque la technologie hybride électro-hydraulique a été introduite pour la première fois, elle a été fortement influencée par la supériorité de la technologie hybride. Systèmes CNC et des connaissances techniques. Cependant, elle a simplement remplacé le moteur asynchrone par un servomoteur et a utilisé une méthode de contrôle de la vitesse à plusieurs niveaux qui a estimé la demande de débit hydraulique pour chaque étape exécutive du cycle de pliage.
En raison de cette estimation, la pompe à huile entraînée par le servomoteur doit produire plus de débit que nécessaire. Le débit excédentaire est alors forcé de déborder par la soupape de décharge, ce qui entraîne une perte d'énergie. En outre, cette méthode de contrôle est instable et ne peut s'adapter aux exigences des différentes techniques de traitement. Le contrôle de la vitesse du vérin n'est pas flexible et les coûts de fabrication sont élevés.
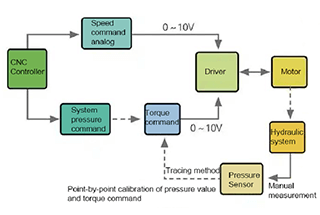
Heureusement, avec les progrès de la technologie de contrôle des pompes électro-hydrauliques et l'accumulation d'expérience dans de nombreuses industries, la technologie de contrôle des pompes électro-hydrauliques a été améliorée. presse plieuse hydraulique a encore été optimisé grâce à un système de contrôle de limitation du couple, comme le montre la figure 1.
Figure 1 Schéma de la commande de limitation du couple
Ce schéma de contrôle peut non seulement résoudre la situation de débordement de base, mais aussi réduire davantage la vanne proportionnelle de pression, ce qui permet d'économiser certains coûts du système hydraulique.
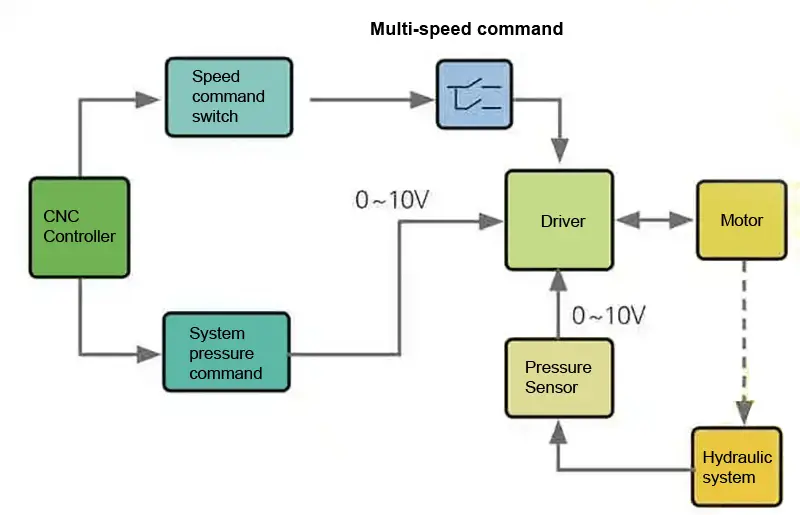
Actuellement, ce programme est principalement utilisé pour prendre en charge la commande analogique de débit hydraulique du système NC. Toutefois, il existe encore sur le marché des systèmes CNC qui ne prennent pas en charge le travail analogique double (débit hydraulique et pression hydraulique) et qui ne peuvent utiliser qu'une combinaison de commutations pour former une vitesse multi-étapes du contrôle du débit avec une commande analogique de pression.
Outre cette lacune apparente, le système de contrôle de la limitation du couple présente une autre limitation importante.
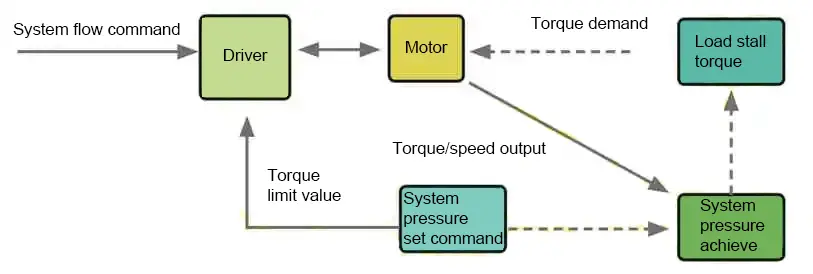
Avant d'entrer dans le vif du sujet, décrivons brièvement le principe de fonctionnement de la commande de limitation du couple d'un presse hydraulique la machine à freiner, comme le montre la figure 2.
Figure 2 Correspondance entre la pression et le couple
Le couple de sortie du moteur est contrôlé par la cartographie de la pression du système, ce qui est réalisé par un système de contrôle PID de base. Bien que le principe soit simple et facile à comprendre, il existe une relation non linéaire entre la commande de pression, la valeur limite du couple et la valeur réelle de la pression lors d'une mise en œuvre spécifique.
Pour corriger ce problème, le système CNC a besoin de points de traçage. L'exigence de précision de la pression détermine le nombre de points de traçage nécessaires, et les heures-hommes de réglage correspondantes augmenteront également en conséquence. Si les points de traçage sont réduits, l'écart de pression augmentera.
À la lumière des défauts d'application pratique mentionnés ci-dessus, nous proposons des solutions correspondantes.
Mode de contrôle de la pression en boucle fermée
Ajouter un capteur de pression au système de contrôle pour obtenir un retour d'information en temps réel sur la pression du système.
L'avantage de ce système est qu'il élimine complètement les débordements, ce qui permet au système de répondre plus précisément à la demande de débit en temps réel du processus.
Le capteur de pression ne délivre que la quantité nécessaire et peut maintenir une précision de 0,1 MPa, ce qui réduit considérablement le temps de réglage, comme le montre la figure 3.
Figure 3 Schéma du mode de contrôle de la pression en boucle fermée complète
Mode de pression en boucle fermée d'un écoulement multi-étagé
En réponse à la prévalence sur le marché des systèmes CNC pour les presses plieuses qui ne prennent en charge que les commandes de commutation de flux, notre équipe a optimisé le micrologiciel de commande du servomoteur hybride. Cette optimisation permet à la presse machine à freiner d'adopter un système de commande numérique qui permet un contrôle plus précis de la pression, sans débordement.
Notre solution vise donc à améliorer la précision, à réduire la consommation d'énergie et à diminuer les coûts pour nos clients.
Figure 4 Schéma du contrôle de flux en plusieurs étapes
Acas réel
La configuration spécifique et les exigences techniques du plan sont présentées dans le tableau 1.
Comme le montre la figure 5, au cours de la processus de pliageLa pression de sortie et le réglage de la demande s'alignent étroitement dans l'état de maintien de la pression. En outre, le débit de sortie s'ajuste automatiquement en fonction du processus réel.
Parmi eux :
Une section rapide vers le bas ;
section B - alimentation ;
Section C - maintien de la pression ;
Section D - décharge de pression ;
Section E - rapide.
Figure 5 Mode de contrôle de la pression en boucle fermée complète
ligne bleu clair : commande de pression ;
ligne rose : pression réelle ;
ligne bleue : flux de sortie ;
ligne marron : couple de sortie.
Comme le montre la figure 6, le même effet de contrôle permet de résoudre avec succès le problème du débordement dans divers processus dans le cadre d'un simple système de contrôle de la vitesse à plusieurs étages. Cette solution garantit la précision du contrôle de la pression et offre des avantages économiques significatifs.
Figure 6 Mode de contrôle de la pression du débit à plusieurs étages
Parmi eux :
Une section rapide vers le bas ;
section B - alimentation ;
Section C - maintien de la pression ;
Section D - décharge de pression ;
Section E - rapide.
ligne rouge : commande de pression ;
ligne verte : pression réelle ;
ligne bleue : commande de flux ;
ligne jaune : débit réel.
Conclusion
Par rapport à la technologie de commande électro-hydraulique couramment utilisée, la technique de commande de la pompe hydraulique de la presse plieuse de notre société offre un mécanisme de commande supérieur. Elle peut répondre simultanément aux exigences d'absence de débordement, de réduction de la température de l'huile, de réduction du bruit et d'amélioration de la précision sans augmenter les coûts de manière significative.
En outre, cette technique permet de réduire les coûts et d'augmenter les bénéfices pour les fabricants de presses plieuses et les utilisateurs finaux, ce qui en fait une solution idéale pour remplacer la technologie de commande électro-hydraulique de la presse plieuse hydraulique.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure