Machine à poinçonner : Développement et application
Vous êtes-vous déjà demandé comment une poinçonneuse est passée du travail manuel à des systèmes automatisés qui façonnent les métaux avec précision ? Cet article se penche sur le développement et les applications des poinçonneuses, en mettant l'accent sur leur histoire et leurs avancées technologiques. Vous découvrirez comment ces machines ont transformé le travail des métaux, les différents types de poinçonneuses et leurs utilisations spécifiques dans la fabrication. À la fin de l'article, vous comprendrez comment les poinçonneuses contribuent à une production de masse efficace et les subtilités de leur fonctionnement.
Applications : Utilisé pour le poinçonnage, la découpe, l'étirage et le formage par compression des matériaux métalliques.
Exclusions : Ne convient pas à la fabrication de matériaux fragiles tels que la fonte, le bois, le verre et la céramique, ou de matériaux inflammables tels que les alliages de magnésium.
Caractéristiques :
Mieux adapté à la production de masse, il n'est pas idéal pour les productions uniques.
Efficacité de traitement élevée et taux d'utilisation élevé des matériaux.
Doit être utilisé avec un moule, et chaque moule ne peut être utilisé que pour fabriquer un seul produit.
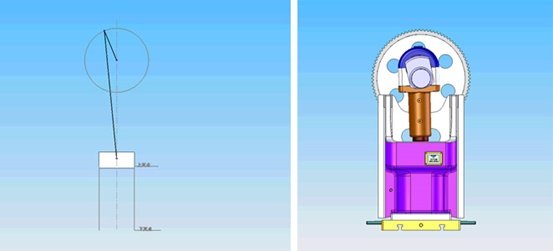
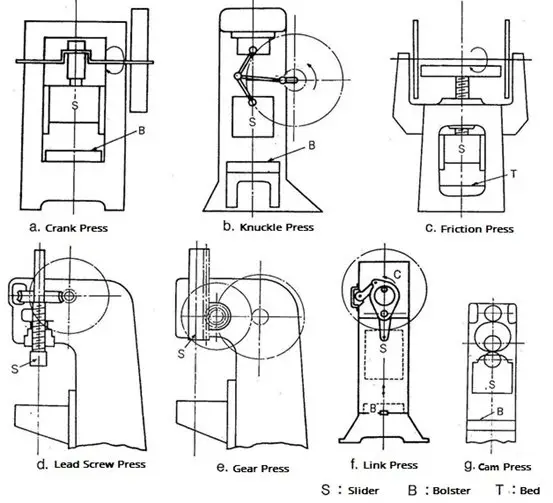
★ L'essence de la presse à poinçonner est de traduire le mouvement circulaire en un mouvement rectiligne.
★ Fonction : Utilise une structure de transmission pour générer la pression et l'énergie cinétique appropriées près du point mort bas, en combinaison avec un moule, faisant subir à la pièce une déformation plastique et produisant le produit final souhaité.
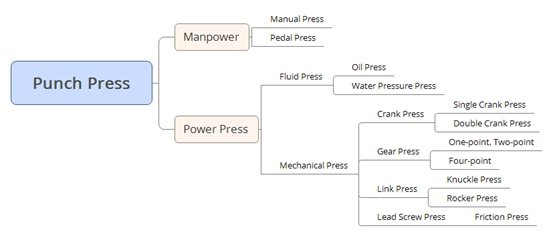
Classification de la presse à poinçonner en fonction du mouvement du curseur :
II. La structure de l'entreprise
Identification des points de rupture :
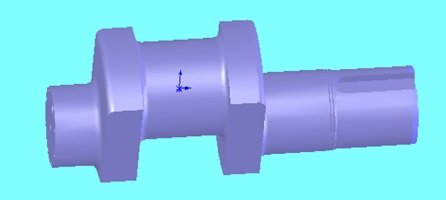
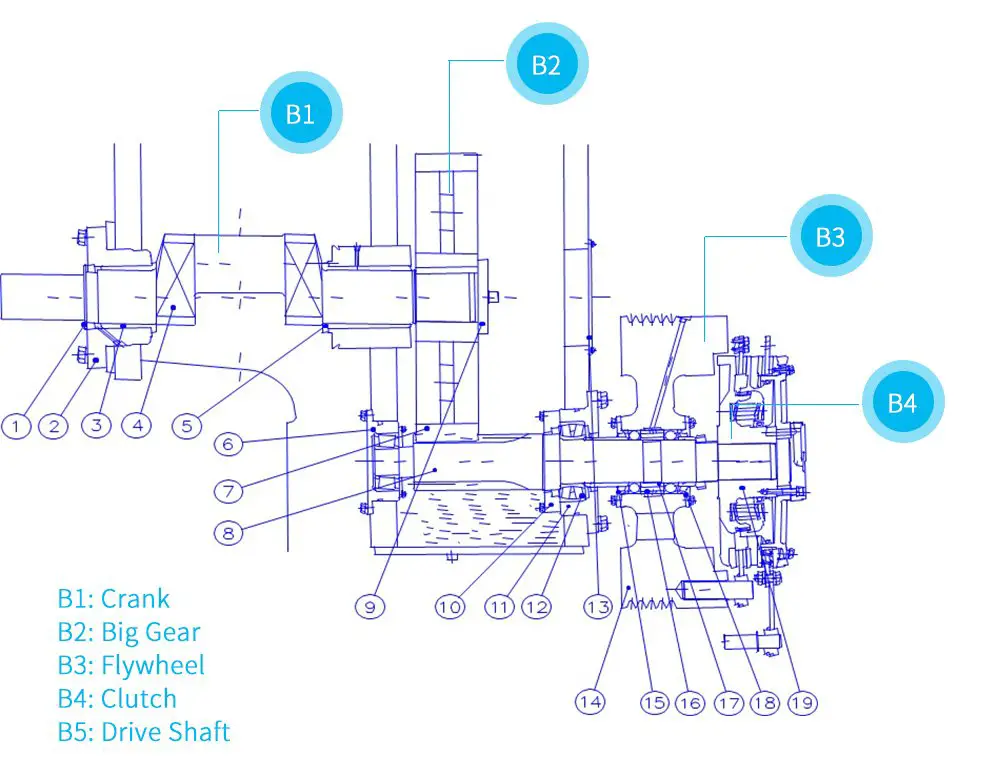
Vilebrequin et engrenage excentrique
Vilebrequin :
★ à utiliser lorsque le nombre de coups est inférieur à 400 ★ faible coût
Engrenage excentrique :
★ à utiliser lorsque la course est > 400
★ coût élevé
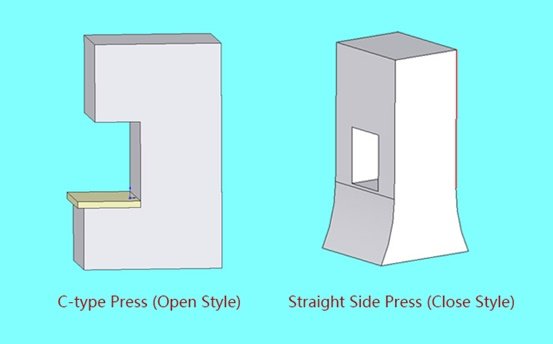
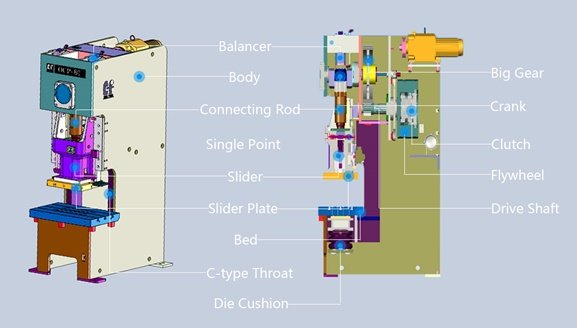
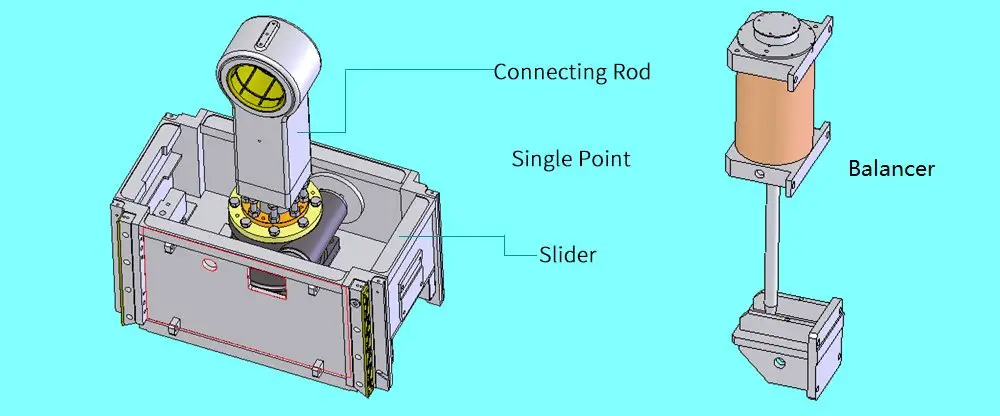
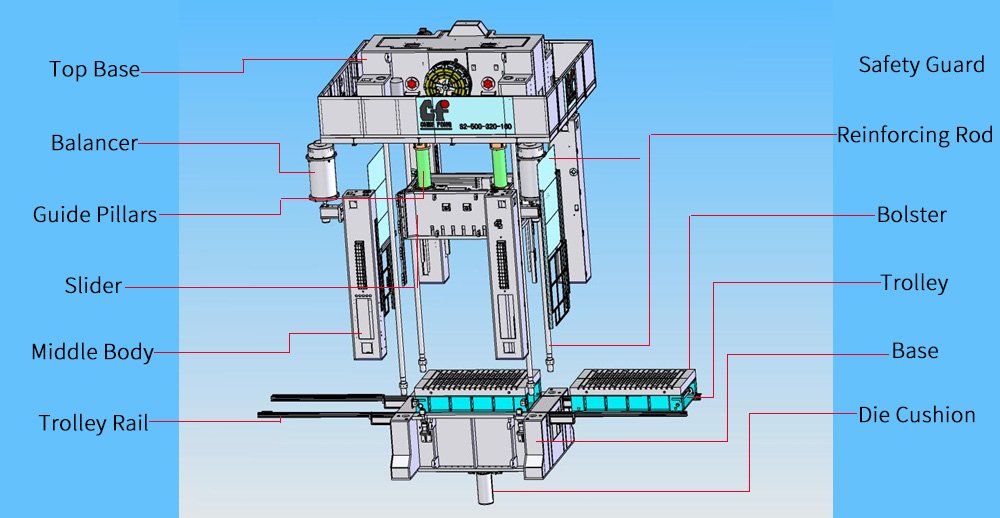
2.1 Présentation de la structure de la presse de type C (point unique de la manivelle)
Composant de la presse à cadre en C :
A1 : Composant Slider
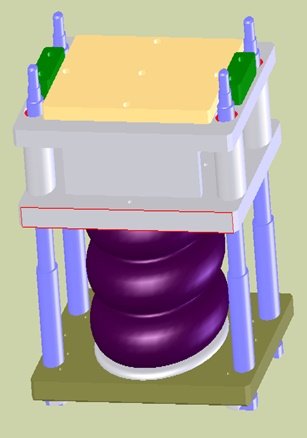
A2 : Équilibreur
A3 : Coussin de dé
Plan de la structure d'entraînement des poinçonneurs :
Apprenez à juger le coup de poing de la manivelle:
Le vilebrequin correspond à la bielle->La bielle à l'extérieur
Le vilebrequin correspond à la colonne de guidage à l'extérieur (La probabilité d'être vu sur le poinçon fermé du vilebrequin est seulement de 5% !)
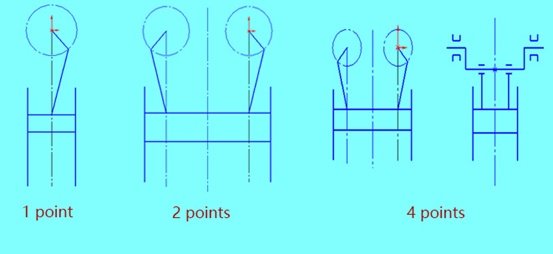
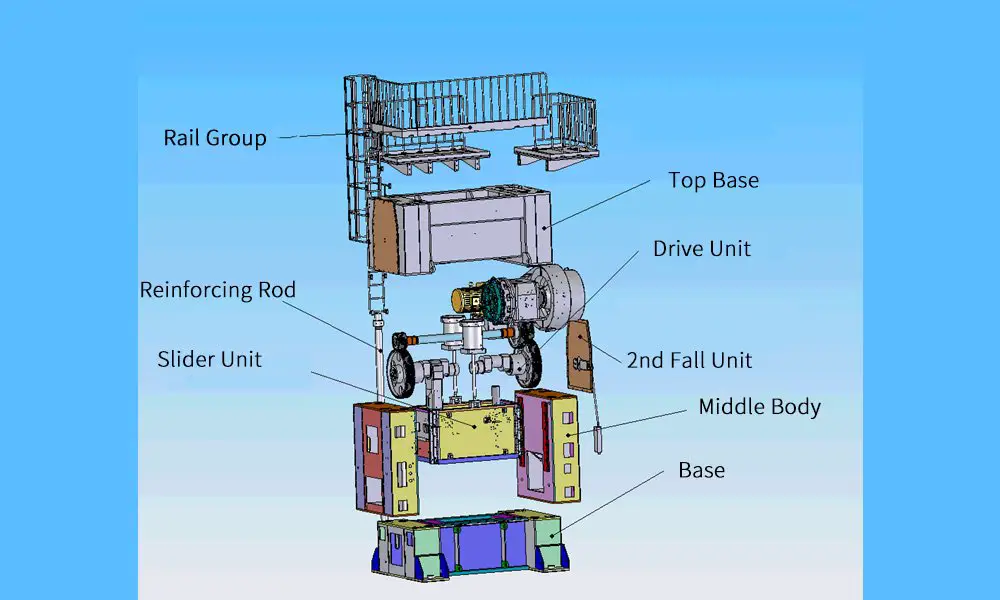
2.3 Structure de presse fermée (point unique du vilebrequin) :
2.4 Structure de presse fermée (double point du vilebrequin) :
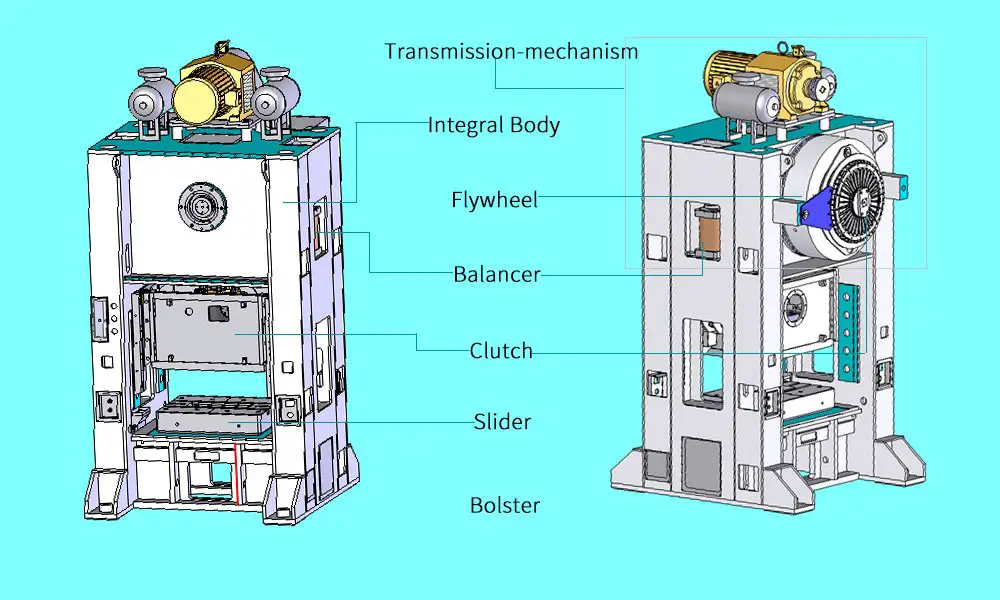
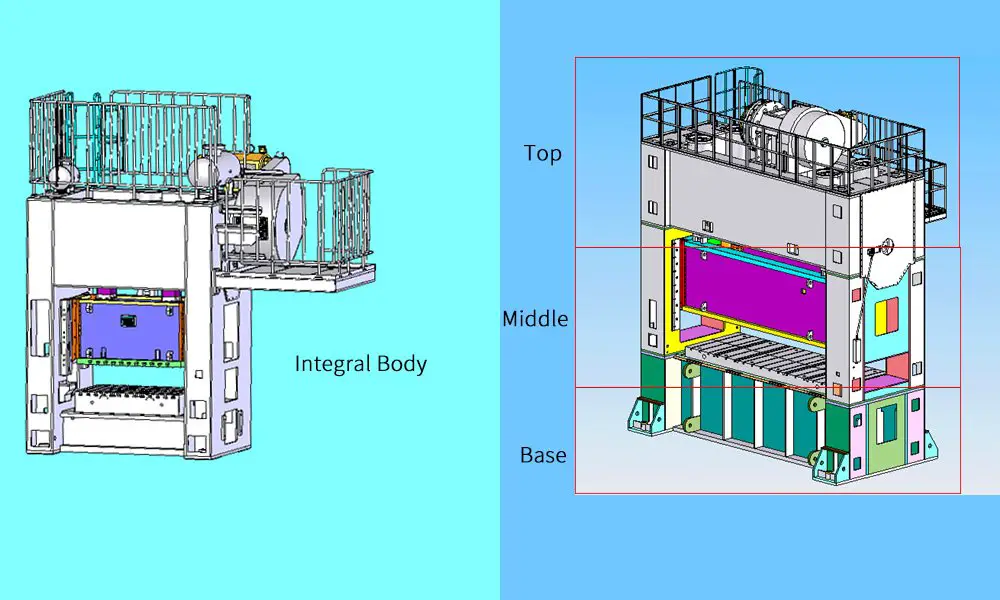
★ Corps intégré et corps en trois parties
Corps intégral :
- Le tableau applicable est relativement petit, le tonnage est relativement petit ; - Tablette généralement ≤ 2300 * 1250, tonnage ≤ 260T
Corps en trois parties
- La table applicable est relativement grande, le tonnage est relativement important ; - Tablette généralement ≥2500*1400, tonnage ≥300T
Corps en trois parties : utiliser 4 barres de renfort pour relier les parties supérieure, centrale et inférieure en un tout.
Trois pressions sur le corps pour le coup de poing :
2.5 Structure de presse fermée (engrenage excentrique à point unique) :
2.6 Structure de presse fermée (engrenage excentrique à double point) :
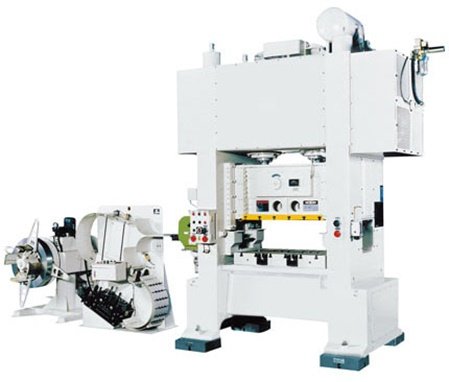
2.7 Poinçonneuse à grande vitesse
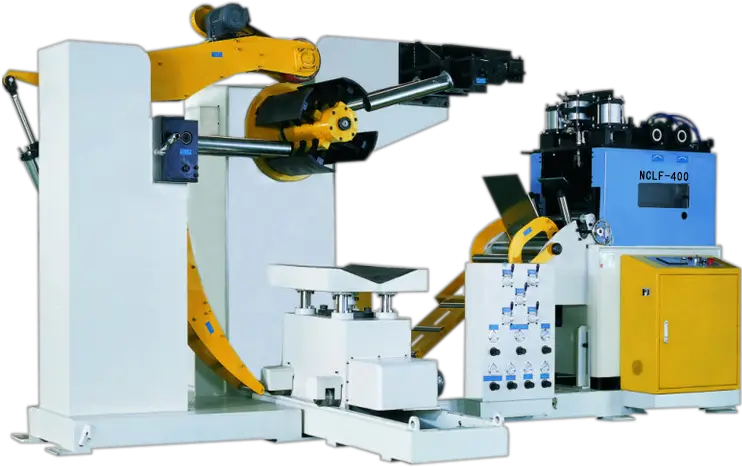
III. Équipements périphériques de la presse à découper
Dispositif de changement rapide de moule : comprenant la matrice de serrage supérieure, les matrices de serrage inférieures, le dispositif de levage de la matrice, le bras de la matrice, les unités d'alimentation hydraulique, etc.
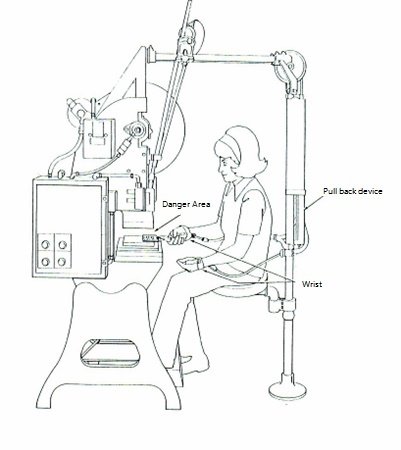
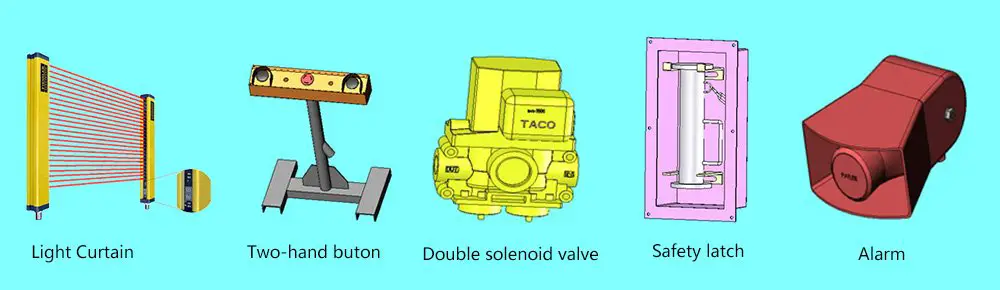
(1) Conception de la sécurité de la machine : Équipée de dispositifs de sécurité tels qu'un dispositif de commande à deux mains, un dispositif d'arrêt d'urgence, un dispositif de prévention du redémarrage, une double électrovanne et des dispositifs à chaîne.
(2) Sécurité d'exploitation : Comprend les clôtures de sécurité, les dispositifs de sécurité photoélectriques, les prises et arrêts de sécurité, les alarmes, etc.
Pour la sécurité des machines :
(1) Protection contre les surcharges : En cas de dépassement de la capacité de la machine, un dispositif de protection contre les surcharges s'arrête pour protéger la machine.
(2) Protection par relais thermique : Evite d'endommager le moteur en raison d'un courant excessif.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez votre main prise dans les mâchoires puissantes d'une machine - un cauchemar pour tout opérateur de poinçonneuse. Cet article présente 12 mesures de sécurité essentielles pour l'utilisation d'une poinçonneuse...
Les poinçonneuses à tourelle CNC vous intéressent ? Dans cet article de blog, nous allons plonger dans le monde fascinant de ces machines polyvalentes. En tant qu'ingénieur mécanique expérimenté, j'expliquerai comment les poinçonneuses à tourelle...
Comment s'assurer que les matrices de votre poinçonneuse à tourelle CNC fonctionnent de manière optimale et durent plus longtemps ? Cet article présente les pratiques essentielles d'utilisation et d'entretien de ces composants critiques. Du choix...
Le choix de la bonne presse à poinçonner peut s'avérer décourageant en raison de l'éventail d'options disponibles. Avez-vous besoin d'une presse mécanique ou hydraulique ? Qu'en est-il du type de mécanisme d'entraînement ou...
Avez-vous déjà été assourdi par le bruit d'une poinçonneuse ? Cet article présente des solutions pratiques pour réduire ce bruit incessant. De l'installation de revêtements insonorisants aux dispositifs d'amortissement des vibrations...
Pourquoi une poinçonneuse à tourelle traîne-t-elle de la matière et comment y remédier ? Ce problème courant peut endommager les moules et compromettre la précision. Dans cet article, vous découvrirez les...
Vous êtes-vous déjà demandé quel était le secret de la production de pièces embouties de haute qualité ? Dans cet article de blog, nous allons nous pencher sur le rôle essentiel que joue le jeu des poinçons et des matrices dans...
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Pourquoi le choix d'un chargeur de poinçons approprié est-il crucial pour votre processus de fabrication ? Dans cet article, nous explorons trois types principaux : les chargeurs à air, les chargeurs à rouleaux et les chargeurs à servocommande numérique. Vous apprendrez...
Faites passer votre entreprise à la vitesse supérieure