Calculateur et formule de force de frappe (en ligne et gratuit)
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage. En tant qu'ingénieur mécanique expérimenté, je vous donnerai des conseils sur le calcul des forces d'emboutissage et sur la sélection des jeux optimaux de poinçons et de matrices. À la fin, vous aurez une solide compréhension de la façon de planifier votre projet d'emboutissage pour obtenir les meilleurs résultats.
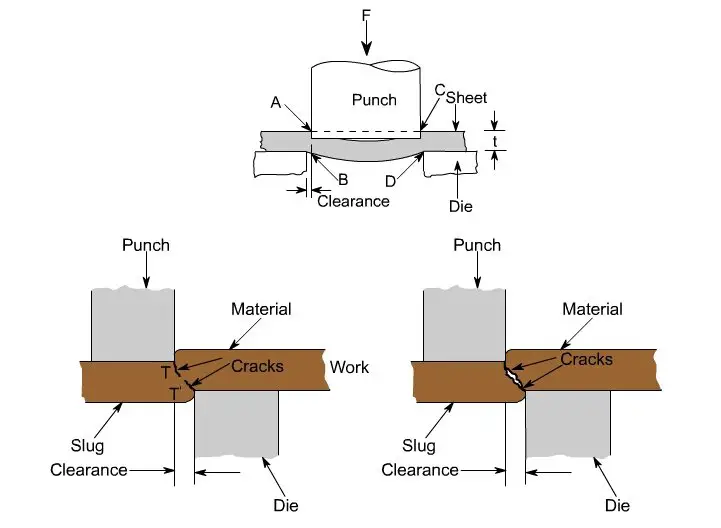
La force de poinçonnage est la quantité de force nécessaire pour cisailler un trou dans une pièce à l'aide d'un poinçon et d'une matrice. Elle est influencée par plusieurs facteurs, notamment les propriétés du matériau, l'épaisseur de la pièce et la géométrie du trou à perforer.
Facteurs clés influençant la force de frappe
Résistance au cisaillement du matériau
La résistance au cisaillement est une mesure de la capacité d'un matériau à résister aux forces de cisaillement. Elle varie d'un matériau à l'autre et est généralement indiquée dans les spécifications du matériau. Par exemple, la résistance au cisaillement de l'aluminium est d'environ 250 N/mm², tandis que celle de l'acier inoxydable varie de 400 à 700 N/mm². La résistance au cisaillement peut également être estimée à partir de la résistance à la traction, où elle représente environ 50-70% de la résistance à la traction.
Épaisseur de la pièce
L'épaisseur ((t)) du matériau à perforer a un impact direct sur la force requise. Les matériaux plus épais nécessitent plus de force pour être percés.
Périmètre du trou
Le périmètre ((L)) du trou, déterminé par la forme et la taille du trou, est crucial pour le calcul de la force de poinçonnage. Le périmètre est la longueur totale du bord à découper.
Formule de la force de frappe
Lors de la planification d'un projet d'emboutissage, l'un des facteurs les plus importants à prendre en compte est la force d'emboutissage requise. Le calcul de la force d'emboutissage correcte permet de sélectionner une presse au tonnage adéquat et de concevoir un outillage capable de supporter les forces en jeu.
Il existe plusieurs méthodes pour calculer la force d'estampage en fonction du processus d'estampage et du type de force. Nous aborderons ici quelques-unes des formules les plus courantes et fournirons un calculateur de force d'estampage pratique.
Il existe plusieurs méthodes pour calculer la force d'estampage, et celle à utiliser dépend du processus d'estampage spécifique et du type de force d'estampage à calculer. Voici quelques méthodes courantes de calcul de la force d'estampage :
Une formule de base décompose la force d'estampage totale en la somme de plusieurs parties :
Force de cisaillement
Force de déchargement
Force de poussée
Force de pression sur les bords
Force d'emboutissage
Les composants spécifiques impliqués dépendent de votre opération d'emboutissage particulière.
Calcul de la force de cisaillement et de poinçonnement
Pour de nombreux projets d'emboutissage, les forces de cisaillement et de poinçonnage constituent l'essentiel de la force d'emboutissage. Une formule courante pour calculer la force de cisaillement ou de poinçonnage est la suivante :
𝑃 = 𝑘 × 𝑙 × 𝑡 × Г
Où ?
P = force d'estampage (kg)
k = coefficient (généralement autour de 1)
l = périmètre de la pièce emboutie (mm)
t = épaisseur de la feuille (mm)
Г = résistance au cisaillement du matériau (kg/mm²)
Une autre version de cette formule est la suivante :
P = ltτ
Où ?
P = force de cisaillement (N)
l = périmètre d'emboutissage (mm)
t = épaisseur de la pièce (mm)
τ = résistance au cisaillement du matériau (MPa)
Pour les petites pièces estampées avec un poinçon plat, la formule peut être simplifiée comme suit :
F = Ltτ
Où F est la force de cisaillement en newtons.
Exemples de calculs
Calcul de la force de perforation pour un trou rond
Pour calculer la force nécessaire pour percer un trou rond, utilisez le diamètre du trou pour trouver le périmètre :
Appliquer ensuite la formule simplifiée :
Par exemple, pour percer un trou de 3 mm de diamètre dans un acier inoxydable de 5 mm d'épaisseur ayant une résistance au cisaillement de 400 MPa :
Calcul de la force de perforation pour un trou carré
Pour un trou carré, calculez le périmètre en vous basant sur la longueur du côté du carré :
Par exemple, pour percer un trou carré de 4 mm de côté dans de l'aluminium de 5 mm d'épaisseur avec une résistance au cisaillement de 250 N/mm² :
Considérations pratiques
Facteur de sécurité
L'utilisation d'un facteur de sécurité ((K)) est essentielle pour tenir compte de variables telles que l'usure de l'outil, les variations des propriétés du matériau et d'autres incertitudes. Un facteur de sécurité typique est d'environ 1,3.
Matériau Dureté
Les matériaux plus durs nécessitent généralement des forces de poinçonnage plus importantes. L'état du matériau, par exemple s'il est recuit ou écroui, influe également sur la résistance au cisaillement et, par conséquent, sur la force requise.
Conception des matrices
La conception du poinçon et de la matrice peut influencer la force requise. Le biseautage du poinçon peut réduire la force mais risque de déformer le matériau. Un dégagement et un entretien adéquats de la matrice sont également essentiels pour assurer l'efficacité des opérations de poinçonnage.
En tenant compte de ces facteurs et en utilisant les formules appropriées, vous pouvez calculer avec précision la force de poinçonnage nécessaire pour diverses opérations d'usinage des métaux, garantissant ainsi la précision et l'efficacité du processus de fabrication.
Calculateur de force de perforation en ligne
Pour faciliter le calcul de la force d'emboutissage, voici un calculateur en ligne. Il suffit de saisir le matériau, l'épaisseur et le périmètre de la pièce pour obtenir la force requise en tonnes métriques.
Si vous devez percer un trou rond, carré ou tout autre type de trou dans une épaisseur de métal donnée, vous devez déterminer la force de perforation nécessaire pour accomplir cette tâche.
Pour calculer le tonnage de la presse nécessaire, vous pouvez utiliser la formule de calcul de la force de poinçonnage suivante, qui s'applique également au calcul de la force de découpage.
Tonnage de la presse (KN) = Périmètre (mm) * Épaisseur de la plaque (mm) * Résistance au cisaillement (kn / mm)2)
Converti en tonnes métriques : en divisant le résultat de KN par 9,81
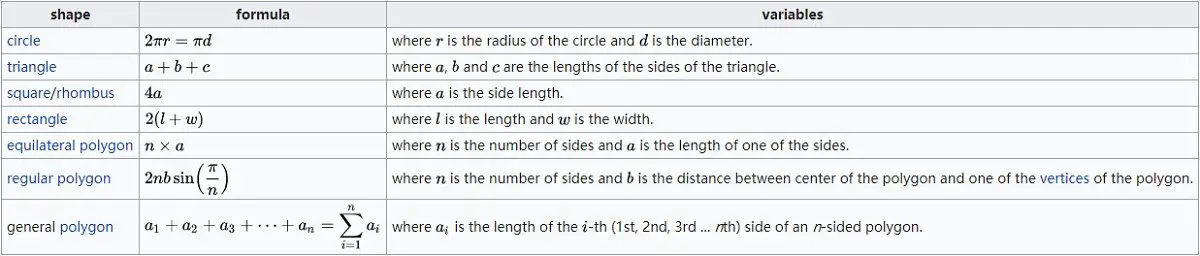
Périmètre: La longueur totale de la ligne continue formant la limite d'une figure géométrique fermée.
Épaisseur : L'épaisseur qui sera pénétrée par le moule de poinçonnage.
Résistance au cisaillement : Les propriétés physiques de la plaque, qui sont déterminées par le matériau de la feuille, sont indiquées dans le manuel des matériaux.
La résistance au cisaillement des matériaux courants est la suivante : unité : KN/mm2
Aluminium
Laiton
Acier à faible teneur en carbone
Acier inoxydable
0.1724
0.2413
0.3447
0.5171
Pour les différents tableaux de résistance au cisaillement, vous pouvez consulter l'article suivant :
par exemple Si l'on perfore un trou carré dans une feuille de papier à faible teneur en carbone de 3 mm d'épaisseur, on obtient des résultats très satisfaisants. tôle d'acier, longueur du côté 20mm, vous obtiendrez :
Périmètre = 20×4 = 80mm
Épaisseur = 3 mm
Résistance au cisaillement = 0,3447kn/mm2
Force de perforation (KN) = 80 x 3 x 0,3447 = 82,728 KN Conversion en tonnage : 82,728 KN ÷ 9,81 = 8,43 tonnes
Pour plus d'informations sur la résistance au cisaillement, y compris sur la manière de la calculer, vous pouvez vous référer à la section Article de Wikipédia.
La formule mentionnée peut également être appliquée en tant que formule de la force de coupe dans l'outillage de presse ou comme formule pour déterminer la force nécessaire pour perforer un trou.
Dégagement des poinçons et matrices
Le jeu entre le poinçon et les matrices est un facteur critique dans le processus de poinçonnage, et il est représenté par la différence totale.
Par exemple, supposons que vous utilisiez un outil supérieur ø12 et un outil supérieur ø12.25 filière inférieure. Dans ce cas, le jeu optimal doit être de 0,25 mm.
Si le jeu n'est pas correct, il peut réduire la durée de vie de la matrice, provoquer des bavures et entraîner une coupe secondaire. Une ouverture irrégulière peut également augmenter la force de démontage.
En outre, le jeu de la matrice dépend du matériau et de l'épaisseur, et pour les tôles en acier au carbone, il est recommandé d'utiliser une valeur comprise entre 12 et 18% de l'épaisseur.
S'il n'y a pas d'exigences particulières pour le Poinçon CNCVous pouvez vous référer au tableau suivant pour sélectionner le jeu de la matrice.
Tableau de dégagement des poinçons et matrices
Outre la force d'emboutissage, le jeu du poinçon et de la matrice est un autre facteur clé de la réussite de l'emboutissage. Un jeu correct, généralement exprimé en pourcentage de l'épaisseur du matériau, est essentiel pour la durée de vie de l'outil, la qualité de la pièce et la prévention des coupes secondaires.
Se référer à ce tableau pour les directives générales de dégagement :
Épaisseur
Acier doux
Aluminium
Acier inoxydable
0.8-1.6
0.15-0.2
0.15-0.2
0.15-0.3
1.6-2.3
0.2-0.3
0.2-0.3
0.3-0.4
2.3-3.2
0.3-0.4
0.3-0.4
0.4-0.6
3.2-4.5
0.4-0.6
0.4-0.5
0.6-1.0
4.5-6.0
0.6-0.9
0.5-0.7
/
Calculs de la force de poinçonnage en fonction du matériau
Pour calculer la force de poinçonnage requise pour différents matériaux, il faut comprendre leurs propriétés uniques, en particulier la résistance au cisaillement. Ce chapitre fournit des calculs détaillés pour différents matériaux, en tenant compte de leurs caractéristiques spécifiques et de leurs utilisations courantes.
Importance de la résistance au cisaillement dans les calculs de la force de poinçonnement
La résistance au cisaillement est une mesure de la contrainte qu'un matériau peut supporter avant de céder en cisaillement. Il s'agit d'un facteur essentiel dans les calculs de la force de poinçonnement, car il affecte directement la quantité de force nécessaire pour percer le matériau.
Aluminium
L'aluminium est léger et présente une résistance modérée au cisaillement, ce qui le rend relativement facile à poinçonner. Il est couramment utilisé dans les secteurs de l'aérospatiale, de l'automobile et de l'emballage.
Résistance au cisaillement : Environ 0,1724 kN/mm².
Diamètre du trou : 10 mm
Épaisseur du matériau : 2 mm
Étapes de calcul :
Périmètre (P) : (πx10)mm=31,42mm
Force de frappe (F) : (31,42x2x0,1724)= 10,82kN
Laiton
Le laiton offre une bonne usinabilité et une bonne résistance à la corrosion, avec une résistance au cisaillement supérieure à celle de l'aluminium. Il est souvent utilisé dans la plomberie, les applications électriques et les instruments de musique.
Résistance au cisaillement : Environ 0,2412 kN/mm².
Diamètre du trou : 8 mm
Épaisseur du matériau : 3 mm
Étapes de calcul :
Périmètre (P) : (πx8)mm=25.12mm
Force de frappe (F) : ( 25,12 x3 x0,2412)= 18,19kN
Acier au carbone
L'acier au carbone est couramment utilisé dans la métallurgie en raison de sa grande résistance et de sa durabilité. Il est très répandu dans les secteurs de la construction, de l'automobile et de l'industrie manufacturière.
Résistance au cisaillement : Environ 0,3447 kN/mm².
Diamètre du trou : 12 mm
Épaisseur du matériau : 4 mm
Étapes de calcul :
Périmètre (P) : ( πx12)mm=37,70mm
Force de frappe (F) : (37.70x4x0.3447)=51.93kN
Acier inoxydable
L'acier inoxydable est connu pour sa grande résistance à la corrosion et sa solidité, et nécessite une force importante pour être poinçonné. Il est utilisé dans les ustensiles de cuisine, les appareils médicaux et la construction.
Résistance au cisaillement : Environ 0,5171 kN/mm².
Diamètre du trou : 6 mm
Épaisseur du matériau : 5 mm
Étapes de calcul :
Périmètre (P) : (πx6)mm=18,85mm
Force de frappe (F) : (18,85 x5 x0,5171)= 48,79kN
Acier doux
L'acier doux, avec sa résistance modérée et sa bonne ductilité, est largement utilisé dans diverses applications industrielles, notamment dans la construction et les machines.
Résistance au cisaillement : Gamme de 0,31 à 0,52 kN/mm² en fonction du grade spécifique
Diamètre du trou : 15 mm
Épaisseur du matériau : 3 mm
Étapes de calcul :
Périmètre (P) : (πx15)mm-47.12mm
Force de poinçonnage (F) (avec 0,31 kN/mm²) : (47,12x3x0,31)= 43,84kN
Cuivre
Le cuivre est très conducteur et malléable, ce qui le rend plus facile à poinçonner que beaucoup d'autres métaux. Il est largement utilisé dans le câblage électrique et la plomberie.
Résistance au cisaillement : Environ 0,28 kN/mm².
Diamètre du trou : 7 mm
Épaisseur du matériau : 2,5 mm
Étapes de calcul :
Périmètre (P) : (πx7)mm=21,99mm
Force de frappe (F) : (21,99×2,5 x0,28)= 15,39k
Titane
Le titane offre un excellent rapport résistance/poids et une résistance à la corrosion, mais il faut une force importante pour le perforer. Il est couramment utilisé dans l'aérospatiale, les implants médicaux et les applications militaires.
Résistance au cisaillement : Environ 0,55 kN/mm².
Diamètre du trou : 5 mm
Épaisseur du matériau : 4 mm
Étapes de calcul :
Périmètre (P) : (πx5)mm=15,71mm
Force de frappe (F) : (15,71×4 x0,55)= 34,57kN
Calcul de la force de poinçonnage pour les formes complexes
Pour les trous non circulaires, tels que les carrés ou les rectangles, calculez le périmètre en additionnant les longueurs de tous les bords.
Trou rectangulaire en acier inoxydable
Dimensions : 10 mm x 15 mm
Épaisseur du matériau : 3 mm
Étapes de calcul :
Périmètre (P) : (2x(10+15))mm=50mm
Résistance au cisaillement : 0,5171 kN/mm².
Force de frappe (F) : (50x3x0,5171)= 77,57kN
Trou ovale dans l'aluminium
Dimensions : Axe principal 20 mm, axe secondaire 10 mm
Épaisseur du matériau : 2 mm
Étapes de calcul :
Périmètre approximatif (P) : (π X ((20+10)/2))mm=47,12mm
Résistance au cisaillement : 0,1724 kN/mm²
Force de frappe (F) : ( 47,12x2x0,1724)= 16,26kN
En tenant compte des propriétés spécifiques des différents matériaux et en utilisant les formules appropriées, vous pouvez calculer avec précision la force de poinçonnage requise pour diverses applications d'usinage des métaux.
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Quels sont les facteurs qui influencent la force de poinçonnage dans l'usinage des métaux ?
La force de poinçonnage dans l'usinage des métaux est influencée par plusieurs facteurs critiques, notamment les propriétés des matériaux, les paramètres géométriques, la conception et le dégagement de l'outil, les facteurs de sécurité et de coefficient, ainsi que les forces additionnelles.
Les propriétés des matériaux jouent un rôle important, la résistance au cisaillement étant particulièrement cruciale. La résistance au cisaillement est souvent dérivée de la résistance à la traction du matériau (UTS), avec des pourcentages spécifiques appliqués en fonction du type de matériau, tels que 70-80% pour l'acier doux, 50% pour l'aluminium, et environ 90% pour l'acier inoxydable. En outre, la résistance à la traction et la limite d'élasticité du matériau doivent être prises en compte, car elles peuvent varier au sein d'un même type de matériau.
Les paramètres géométriques sont également essentiels, en particulier la longueur du périmètre du trou et l'épaisseur du matériau. La force de poinçonnage est directement proportionnelle à la longueur totale des périmètres concernés et à l'épaisseur du matériau, les matériaux plus épais nécessitant des forces plus importantes.
La conception du poinçon et de la matrice, y compris le jeu entre eux, influe considérablement sur la force de poinçonnage requise. Un jeu adéquat garantit un poinçonnage efficace et minimise la force excessive exercée sur la pointe du poinçon, réduisant ainsi l'usure et la casse. À l'inverse, un jeu insuffisant peut entraîner une mauvaise qualité des arêtes et une usure accrue de l'outil. La forme et la taille du trou ainsi que le rayon dans les coins de la matrice influencent également la force de poinçonnage.
Un facteur de sécurité est souvent inclus dans les calculs pour tenir compte de variables telles que l'usure de l'outil, les fluctuations de l'espace entre le poinçon et la matrice et les conditions de lubrification. Ce facteur garantit que la force calculée est suffisante pour faire face à ces variations.
La formule de base pour calculer la force de perforation (F) est la suivante
où ( K ) est le facteur de sécurité, ( L ) est la longueur du périmètre, ( t ) est l'épaisseur du matériau et ( τ ) est la résistance au cisaillement du matériau. Alternativement, la résistance à la traction (( σb )) peut être utilisée lorsque les données sur la résistance au cisaillement ne sont pas disponibles :
Des forces supplémentaires telles que la force de déchargement, la force de poussée et la force d'éjection doivent également être prises en compte. Ces forces dépendent des propriétés mécaniques du matériau, de la forme et de la taille de la pièce, du jeu entre les moules et des conditions de lubrification.
Enfin, la dureté et la résistance à la compression du matériau du poinçon sont importantes pour la longévité de l'outil. La charge du point de poinçonnage doit rester inférieure à 60% de la résistance à la compression du matériau du poinçon pour éviter toute défaillance. Le traitement thermique et les traitements de surface tels que la nitruration ou le revêtement PVD peuvent améliorer la dureté et la résistance à l'usure de l'outil, bien que ces traitements ne soient pas toujours nécessaires pour maintenir la durée de vie de l'outil.
En tenant compte de ces facteurs, les ingénieurs et les métallurgistes peuvent déterminer avec précision la force de poinçonnage requise, sélectionner les machines appropriées et concevoir des moules pour des opérations de poinçonnage efficaces et fiables.
Comment le type de matériau influe-t-il sur la force de poinçonnage requise ?
Le type de matériau poinçonné influence grandement la force de poinçonnage requise en raison des variations de la résistance au cisaillement, de la résistance à la traction et des propriétés du matériau. La résistance au cisaillement est un facteur essentiel, qui varie considérablement d'un matériau à l'autre. Par exemple, l'acier doux a généralement une résistance au cisaillement de 70-80% de sa résistance à la traction (UTS), tandis que la résistance au cisaillement de l'aluminium est d'environ 50% de son UTS. L'acier inoxydable et les alliages de cuivre peuvent avoir une résistance au cisaillement allant de 50% à 90% de leur résistance à la traction, en fonction de l'alliage spécifique.
Lorsque des données précises sur la résistance au cisaillement ne sont pas disponibles, les ingénieurs peuvent utiliser l'UTS comme approximation, bien que cela entraîne souvent une surestimation de la force de poinçonnage requise. En outre, le jeu entre le poinçon et la matrice, influencé par le type de matériau, a une incidence sur la force de poinçonnage. Des jeux plus serrés peuvent augmenter la résistance et l'usure du poinçon, tandis que des jeux optimaux, adaptés à l'épaisseur et à la résistance à la traction du matériau, contribuent à réduire ces problèmes.
La force de poinçonnage (Fp) peut être calculée à l'aide de la formule suivante :
où ( L ) est la longueur du profil de la pointe du poinçon, ( t ) est l'épaisseur du matériau et ( st ) est la résistance au cisaillement du matériau.
Le type de matériau influe également sur la pression de la pointe du poinçon (Ft), calculée comme suit pour un poinçon à épaulement standard :
Le choix du matériau de l'outil est influencé par le matériau poinçonné, les différents aciers à outils offrant des degrés variables de résistance à l'usure, de résistance aux chocs et de ténacité. Le choix du matériau de l'outil en fonction du matériau découpé et des conditions de traitement est essentiel pour éviter la rupture de la pointe du poinçon et optimiser la durée de vie de l'outil. En résumé, le type de matériau a une incidence sur la résistance au cisaillement, la résistance à la traction et les jeux requis, qui sont tous essentiels pour calculer et gérer avec précision la force de poinçonnage.
Un calculateur de force de poinçonnage peut-il être utilisé pour différents matériaux ?
Oui, un calculateur de force de poinçonnage peut être utilisé pour différents matériaux, mais il nécessite l'ajustement de plusieurs paramètres clés spécifiques à chaque matériau. Le principal facteur de calcul est la résistance au cisaillement du matériau, qui varie considérablement d'un matériau à l'autre. Par exemple, l'acier doux, l'acier inoxydable, l'aluminium et les alliages de cuivre ont tous une résistance au cisaillement différente, généralement exprimée en pourcentage de leur résistance à la traction (UTS).
La formule générale de calcul de la force de poinçonnage est la suivante :
où ( F ) est la force de poinçonnage, ( L ) est le périmètre du trou à poinçonner, ( t ) est l'épaisseur du matériau et ( \tau ) est la résistance au cisaillement du matériau.
Pour faciliter le calcul, certaines calculatrices utilisent des coefficients de matériau (K), qui tiennent compte des caractéristiques spécifiques des différents matériaux. Par exemple, le coefficient pour l'acier doux peut être de 1, pour l'acier inoxydable de 1,5 et pour l'aluminium, le cuivre et le laiton d'environ 0,6.
Prenons l'exemple d'un trou de 3 mm de diamètre à percer dans un acier inoxydable d'une résistance au cisaillement de 400 MPa et d'une épaisseur de 5 mm. Commencez par calculer le périmètre du trou :
(π x3= 9,42)mm
Appliquez ensuite la formule :
Bien que ces calculs fournissent une estimation utile, les résultats réels peuvent être influencés par des facteurs tels que l'affûtage du poinçon, la lubrification et l'état de la poinçonneuse. Il est donc important d'utiliser les valeurs calculées comme un guide et de les compléter par l'expérience pratique et le jugement professionnel, en consultant un ingénieur si nécessaire.
Quelle est la formule de calcul de la force de poinçonnage dans l'usinage des métaux ?
La formule de calcul de la force de poinçonnage dans l'usinage des métaux est dérivée de la relation entre la résistance au cisaillement du matériau, l'épaisseur du matériau et le périmètre de la zone à poinçonner. La formule principale est la suivante :
où :
( F ) est la force de poinçonnage.
( P ) est le périmètre du trou ou la longueur totale des périmètres intérieur et extérieur du poinçonnage.
( t ) est l'épaisseur du matériau.
( S ) est la résistance au cisaillement du matériau.
Si la résistance au cisaillement est inconnue, elle peut être estimée à partir de la résistance à la traction ( T ) du matériau, en supposant que la résistance au cisaillement est généralement égale à 50-70% de la résistance à la traction. Dans ce cas, la formule devient :
Par exemple, pour calculer la force de poinçonnage d'un trou rectangulaire de 1/2 x 5/8 pouces dans une tôle d'acier d'une épaisseur de 3/16 pouces et d'une résistance au cisaillement de 60 000 PSI :
Calculez le périmètre du trou : P=2x(0,5+0,625)=2,25 pouces
Calculer la force de poinçonnage : F= P x t x S = 2,25 x 0,1875 x 60 000 = 25 312,5 1bs
D'autres facteurs tels que le type de matériau, le jeu entre le poinçon et la matrice et la lubrification peuvent influencer la force de poinçonnage réelle nécessaire. Ces facteurs peuvent être ajustés à l'aide de formules empiriques et de coefficients spécifiques pour différents matériaux et conditions.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que vous puissiez transformer de simples feuilles de métal en composants complexes et précis, avec facilité et efficacité. C'est la magie d'une poinçonneuse. Dans cet article, nous verrons comment ces machines permettent d'économiser de l'énergie,...
Vous êtes-vous déjà demandé comment une conception efficace de l'agencement peut révolutionner le poinçonnage de la tôle ? Cet article examine les différentes méthodes d'agencement et explique comment l'optimisation de l'utilisation des matériaux permet non seulement de préserver les ressources, mais aussi d'améliorer...
Comment une seule machine peut-elle rationaliser à la fois le poinçonnage et le cisaillage dans la fabrication des métaux ? L'unité combinée de poinçonnage et de cisaillage à commande numérique révolutionne l'efficacité et la précision dans les ateliers de tôlerie. Cette...
Vous êtes-vous déjà demandé quel était le secret de la production de pièces embouties de haute qualité ? Dans cet article de blog, nous allons nous pencher sur le rôle essentiel que joue le jeu des poinçons et des matrices dans...
Les poinçonneuses à tourelle CNC vous intéressent ? Dans cet article de blog, nous allons plonger dans le monde fascinant de ces machines polyvalentes. En tant qu'ingénieur mécanique expérimenté, j'expliquerai comment les poinçonneuses à tourelle...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces de précision ? Le découpage fin est une technologie qui change la donne et permet de produire des composants de haute qualité avec une précision et une rapidité inégalées. Dans cet article de blog, nous allons plonger...
Vous êtes-vous déjà demandé comment une machine massive peut poinçonner et façonner des tôles avec précision et facilité ? Dans cet article de blog, nous allons explorer le monde fascinant de la JH21 power...
Pourquoi le choix d'un chargeur de poinçons approprié est-il crucial pour votre processus de fabrication ? Dans cet article, nous explorons trois types principaux : les chargeurs à air, les chargeurs à rouleaux et les chargeurs à servocommande numérique. Vous apprendrez...
Vous êtes-vous déjà demandé comment l'industrie moderne parvenait à atteindre une telle précision et une telle efficacité ? C'est là qu'intervient la monteuse hydraulique, une machine polyvalente qui coupe, poinçonne, cisaille et plie le métal avec facilité. Dans cet article, vous explorerez...
Faites passer votre entreprise à la vitesse supérieure