La trempe est l'étape la plus cruciale du processus de traitement thermique et détermine la qualité interne et l'étendue de la distorsion des composants trempés.
La technologie du refroidissement par trempe a connu des avancées constantes avec les progrès de la technologie du traitement thermique. Cependant, malgré ces progrès, le processus de refroidissement reste complexe et difficile en raison de sa nature instantanée et des limites de l'observation et de la mesure. Par conséquent, le refroidissement par trempe reste quelque peu mystérieux.
Pendant de nombreuses années, l'industrie des machines s'est rendue coupable de "mettre l'accent sur le froid et de négliger la chaleur", en mettant davantage l'accent sur le traitement à froid et en négligeant l'importance du traitement à chaud. Parallèlement, l'industrie du traitement thermique a tendance à "mettre l'accent sur la chaleur et à négliger le froid", en mettant davantage l'accent sur le chauffage et en ignorant le rôle crucial du refroidissement. Il s'agit d'un phénomène inhabituel et problématique.
Fort de ma longue expérience dans le domaine du traitement thermique, j'aimerais vous faire part de mes réflexions sur la compréhension et la sélection des fluides de refroidissement pour la trempe.
1. Propriétés de base du fluide de refroidissement de trempe
(1) Vitesse de refroidissement idéale
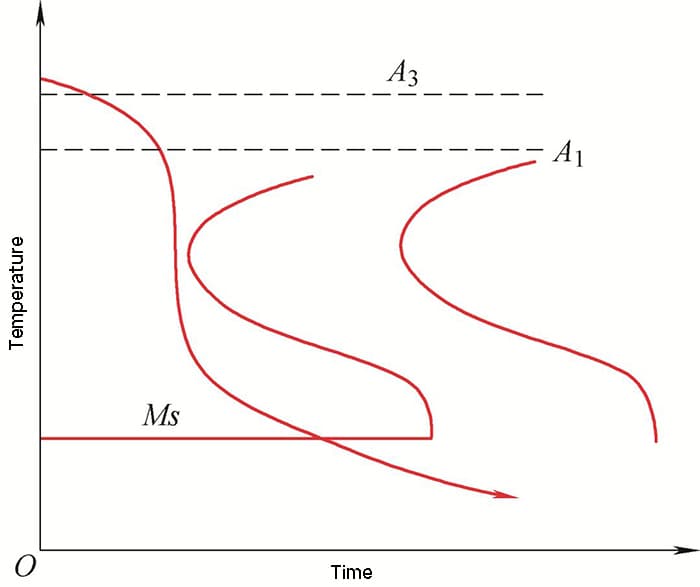
Le terme "vitesse de refroidissement idéale" fait référence à la vitesse de refroidissement attendue au nez de l'appareil. Courbe C pour un matériau spécifique et une pièce qui a été trempée. Cette vitesse doit être supérieure à la vitesse critique de refroidissement, qui est la vitesse minimale requise pour que la pièce subisse le refroidissement le plus rapide possible. martensite transformation réussie.
Dans d'autres plages de température, en particulier pendant la transformation en martensite (Ms → Mf), le refroidissement doit être effectué plus lentement. C'est ce que l'on appelle souvent le principe du "refroidissement rapide à haute température et lent à basse température".
Chaque type d'acier Chaque pièce a ses propres exigences en matière de refroidissement "rapide" et "lent". Le concept de "milieu de refroidissement idéal pour la trempe" existe théoriquement, comme l'illustre la figure 1.
Il convient de noter que la Courbe C pour différents types d'acier peut varier.
Malheureusement, il n'est pas possible de trouver un "moyen de refroidissement idéal" qui convienne à tous les types d'acier et à toutes les pièces de différentes tailles.
Au contraire, le milieu de refroidissement approprié doit être sélectionné en fonction des conditions spécifiques afin d'obtenir une pièce trempée dure avec une distorsion minimale et une bonne métallographie.
Fig. 1 Courbe idéale du milieu de refroidissement de la trempe
(2) Bonne stabilité
Le milieu de refroidissement utilisé pour la trempe doit être stable et ne pas être sujet à la décomposition, à la détérioration ou au vieillissement pendant l'utilisation.
Les différentes huiles de trempe et les solvants organiques ont des degrés de vieillissement variables, et il est important de les ajuster, de les mettre à jour et de les entretenir régulièrement.
(3) Uniformité du refroidissement
Il est essentiel de refroidir les différentes parties et surfaces de la pièce aussi uniformément que possible afin d'éviter la formation de zones molles et de blocs pendant le processus d'usinage. processus de trempe.
(4) Non corrosif
Après la trempe, elle doit rester propre et être facilement nettoyée, et elle ne doit pas corroder la pièce.
(5) Respect de l'environnement
Au cours du processus de trempe, aucune quantité significative de fumée, de gaz toxiques ou irritants n'est produite, et les déchets liquides des pièces trempées n'entraînent pas de pollution de l'environnement.
(6) Sécurité
Le fluide de refroidissement utilisé dans le processus de trempe n'est ni inflammable ni explosif, ce qui permet de l'utiliser en toute sécurité.
(7) Économie
Le fluide de refroidissement utilisé dans la trempe doit être non seulement de haute qualité, mais aussi d'un prix raisonnable. Toutefois, s'il est trop cher, il risque de ne pas être bien accueilli par les entreprises de traitement thermique.
2. Facteurs affectant la performance de refroidissement de l'agent de refroidissement de trempe
Plusieurs facteurs peuvent avoir un impact sur la performance de refroidissement du fluide de refroidissement de la trempe, que l'on peut classer en neuf catégories.
(1) Température
La capacité de refroidissement de l'agent de refroidissement de trempe varie en fonction de la température. La capacité de refroidissement de l'eau et des agents de refroidissement à base d'eau diminue à mesure que la température augmente, tandis que celle des bains d'huile et de sel augmente.
À mesure que la température augmente, la fluidité du fluide s'améliore, ce qui favorise la dissipation de la chaleur et accroît sa capacité de refroidissement. Il est donc essentiel de comprendre les exigences spécifiques de la pièce en matière de température de refroidissement.
(2) Tension superficielle
La tension superficielle a un impact direct sur la vitesse de refroidissement. Généralement, les fluides de refroidissement à faible tension superficielle sont en contact étroit avec la surface des pièces trempées, ce qui permet une dissipation rapide de la chaleur et une meilleure capacité de refroidissement.
(3) Remuer
L'agitation du milieu de refroidissement de la trempe peut augmenter son coefficient de transfert thermique, briser rapidement le film de vapeur, accélérer la vitesse de refroidissement et assurer un refroidissement uniforme des pièces trempées.
(4) Conductivité thermique
La conductivité thermique est une propriété physique qui représente la capacité d'une substance à conduire la chaleur. Plus la conductivité thermique est élevée, plus la capacité de refroidissement du matériau est importante.
(5) Capacité thermique spécifique
Plus la capacité thermique spécifique de l'agent de refroidissement de la trempe est élevée, plus la vitesse de refroidissement est rapide.
(6) Viscosité
La viscosité représente la force de frottement entre les molécules d'un liquide au cours de son écoulement. Les fluides de refroidissement à haute viscosité sont peu fluides, ce qui entrave la dissipation de la chaleur par convection et entraîne une faible capacité de refroidissement. À l'inverse, les fluides de refroidissement à faible viscosité ont un meilleur effet de refroidissement.
(7) Chaleur de vaporisation
Le terme "chaleur de vaporisation" désigne la quantité de chaleur nécessaire pour convertir une unité de masse de liquide en gaz à température constante.
L'eau a une grande stabilité chimique et une grande capacité thermique, qui est 8 fois supérieure à celle de l'acier à température ambiante.
Malgré son point d'ébullition bas, la chaleur de vaporisation de l'eau diminue lorsque la température augmente.
Lorsque la température augmente, la capacité de refroidissement de l'eau diminue considérablement.
Cependant, une fois que la température de l'eau atteint 80℃, sa capacité de refroidissement reste relativement stable et maintient une intensité de trempe d'environ 0,72.
(8) Additif
L'ajout d'additifs est utilisé pour modifier les performances de refroidissement. L'ajout d'une petite quantité de sel ou d'alcali à l'eau peut augmenter considérablement sa capacité de refroidissement.
Lorsque de l'alcool polyvinylique est ajouté, une fine pellicule plastique se forme à la surface des pièces trempées, ce qui réduit la vitesse de refroidissement en raison de sa mauvaise conductivité thermique.
L'ajout d'huile et de savon à l'eau crée une suspension ou une émulsion qui favorise la formation d'un film de vapeur, augmente sa stabilité et diminue la capacité de refroidissement.
En outre, des oxydants, des azurants, des inhibiteurs de rouille et des antiseptiques sont souvent ajoutés pour modifier d'autres propriétés du fluide de refroidissement de trempe, chacun ayant des effets variables sur la performance de refroidissement.
Dans l'ensemble, l'ajout d'additifs a souvent des objectifs multiples.
(9) Environnement
L'impact de l'environnement sur la capacité de refroidissement est souvent négligé. L'effet de refroidissement d'un fluide à la même température peut varier entre l'hiver et l'été, et l'effet de refroidissement peut différer entre le jour et la nuit.
3. Principes de base pour la sélection du fluide de refroidissement de la trempe
De nombreuses preuves montrent que de nombreux incidents liés à la qualité du traitement thermique sont liés au choix du milieu de refroidissement de la trempe. Une sélection ou une utilisation incorrecte du milieu peut entraîner une perte de pièces trempées.
C'est pourquoi l'utilisation correcte du milieu de refroidissement de la trempe est essentielle pour garantir la qualité du produit. Quel que soit le milieu choisi, il est crucial d'obtenir des effets de trempe uniformes :
- Obtenir une dureté de surface élevée et uniforme et une profondeur de trempe adéquate.
- Éviter la surchauffe ou le suréquipement.
- Minimiser les distorsions dues à la trempe.
Le milieu de refroidissement approprié doit être sélectionné en fonction des exigences techniques du traitement thermique, du matériau, de la forme et d'autres conditions spécifiques des pièces trempées. Les cinq principes de base suivants doivent être pris en compte :
(1) Importance de la Teneur en carbone de l'acier
Le carbone est un élément crucial dans tous les types d'acier. La teneur en carbone a un impact significatif sur les propriétés et l'effet de trempe de l'acier.
Pour les aciers à faible teneur en carbone dont la teneur en carbone est inférieure à 0,5% (fraction de masse), la trempe peut être effectuée à l'aide d'eau salée, d'eau alcaline, de solvants organiques, etc.
Les aciers de construction moyennement et faiblement alliés sont généralement soumis à une double trempe ou refroidis à une vitesse relativement lente à l'aide d'un produit moyen.
L'acier à outils au carbone, qui nécessite un traitement thermique élevé et présente une faible trempabilité, est généralement trempé dans un bain alcalin ou un bain de nitrate, et le refroidissement à l'huile est rarement utilisé.
(2) Durcissement de l'acier et milieu de refroidissement de la trempe
La trempabilité de l'acier peut être déterminée par la courbe "C". Un acier à faible trempabilité nécessite un refroidissement plus rapide, tandis qu'un acier à bonne trempabilité nécessite un refroidissement plus lent.
Il est essentiel de choisir un moyen de refroidissement approprié en fonction de la trempabilité de l'acier.
(3) Diamètre effectif de la pièce à usiner
Chaque type d'acier a un diamètre critique pour la trempe. Lorsque la surface de la pièce trempée se refroidit jusqu'au diamètre critique, l'acier se refroidit jusqu'au diamètre critique. Mme pointla vitesse de refroidissement du fluide diminue considérablement et la chaleur à l'intérieur de la pièce diminue également. Le sous-refroidissement austénite à une certaine profondeur de la surface de la pièce, il est difficile de la refroidir en dessous du point Ms.
Pour les pièces plus épaisses, une vitesse de refroidissement à basse température plus rapide doit être sélectionnée pour obtenir une profondeur de couche de trempe suffisante. En revanche, pour les pièces minces, il est possible d'utiliser un milieu de refroidissement de trempe à basse température et à faible vitesse de refroidissement. La courbe de distribution de la vitesse de refroidissement maximale admissible indique que les pièces épaisses peuvent être refroidies à une vitesse élevée, tandis que les pièces minces doivent être refroidies à une vitesse faible.
(4) Complexité des pièces trempées
Sur la base de l'analyse de la courbe de distribution de la vitesse de refroidissement minimale admissible, les pièces avec formes complexesen particulier ceux qui présentent des trous intérieurs ou des surfaces concaves profondes, doivent être trempés à l'aide d'un agent de refroidissement dont le film de vapeur est court afin de réduire les déformations dues à la trempe et la nécessité de durcir les trous intérieurs.
Pour les pièces de forme relativement simple, il est possible d'utiliser un agent de refroidissement par trempe dont le film de vapeur est légèrement plus long. La courbe de distribution de la vitesse de refroidissement maximale admissible montre que la vitesse de refroidissement admissible pour les pièces de forme complexe est faible, alors qu'elle est élevée pour les pièces de forme simple.
(5) Déformation admissible
Les pièces trempées doivent présenter une distorsion minimale et une bande de vitesse de refroidissement étroite. Lorsque la distorsion admissible est importante, une large bande de vitesse de refroidissement est acceptable. Un milieu qui peut généralement atteindre la dureté de trempe peut être utilisé pour la bande de vitesse de refroidissement admissible. La bande de vitesse de refroidissement de la pièce peut être raccourcie par une trempe isotherme ou une trempe par paliers.
En raison de la variété des pièces à usiner et des différentes exigences en matière de traitement thermique, il existe de nombreuses options en matière de médias de trempe et de refroidissement. Même le même type de pièce trempée avec différents médias peut donner la même dureté de surface, ce qui rend difficile le choix du bon média de trempe et de refroidissement. Les principes d'économie et de rationalité permettent de sélectionner le moyen de trempe et de refroidissement le plus approprié.
4. Exemples d'application de l'agent de refroidissement par trempe
(1) Trempe au sel neutre pour la trempe de l'acier rapide
Ce qu'il est convenu d'appeler l'agent de trempe à base de sel neutre se réfère généralement à deux formulations :
Le premier type : 50% BaCl2 + 30% KCl + 20% NaCl (fraction de masse), point de fusion 560 ℃, température de service 580 ~ 620 ℃, adapté au diamètre effectif ≤ 20mm, peut assurer la vitesse de refroidissement dans la plage de température de 1000 ~ 800 ℃ de la pièce ≥ 7 ℃ / s, et empêcher la précipitation de carbure eutectique d'affecter la performance de l'outil.
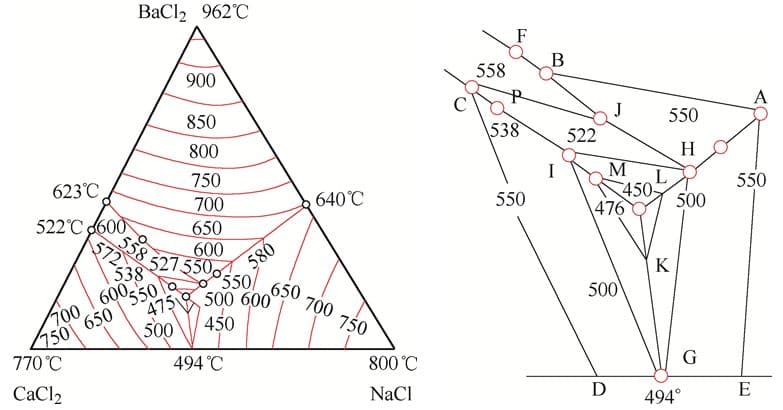
Le deuxième type : 48% CaCl2 + 31% BaCl2 + 21% NaCl, point de fusion 435 ℃, température de service 460 ~ 550 ℃.
Le diagramme de phase est illustré à la figure 2. Pour des raisons de commodité de dosage, l'usine l'a modifié en 50% CaC12 + 30% bac12 + 20% NaC1, avec un point de fusion de 440°C et une température de service de 460-550°C.
Applicable aux pièces en acier rapide d'un diamètre effectif inférieur à 40 mm.
Les sels neutres des deux formulations sont utilisés différemment.
Il est recommandé d'utiliser des sels à base de calcium lorsque le four est ouvert en continu plus de cinq jours par semaine, car ces sels ont une forte capacité d'absorption de la température et sont facilement déliquescents dans l'air.
Pour les petites pièces trempées et les ouvertures de four peu fréquentes, le sel à base de baryum est un choix approprié.
Fig. 2 : Diagramme de phase ternaire de CaCl2, BaCl2 et NaCl
(2) Bain de trempe au nitrate
Le terme "nitrate" désigne les quatre sels de NaNO3, KNO3, NaNO2 et KNO2.
Pour le quenchant, peu de composants uniques sont utilisés, et deux ou trois sels mélangés sont couramment employés.
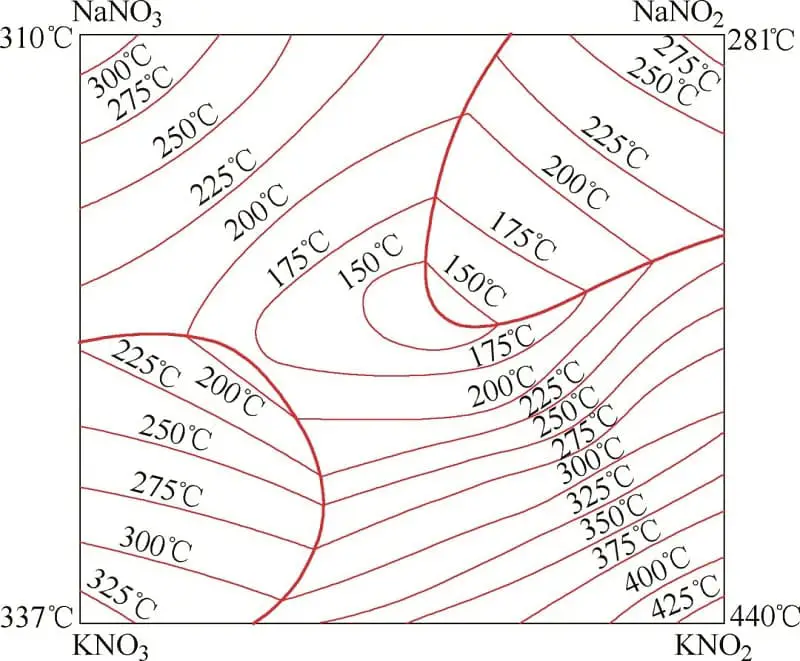
La formule et le point de fusion sont indiqués dans la figure 3.
La formule la plus utilisée est la suivante : 55% KNO3 + 45NaNO2Point de fusion 137 ℃, température d'utilisation 160-550 ℃ ;
50% KNO3 + 50% NaNO2Point de fusion 140 ℃, température de service 160-550 ℃.
Cette solution est utilisée pour la trempe des produits à faible teneur en acier allié et pour la trempe isotherme de pièces en acier rapide et en acier fortement allié.
Certaines entreprises utilisent un bain de sels de nitrate comme fluide de trempe après la cémentation des grands engrenages, ce qui permet de résoudre le problème du traitement thermique des grands engrenages.
Fig. 3 Courbe de fusion du système nitrate
(3) Quenchant de nitrate en solution aqueuse
Il existe principalement deux types d'eau nitrate et trois types d'eau nitrate.
① L'eau à deux nitrates est 25% NaNO3 + 25% NaNO2 + 50% eau, et la température de service est inférieure à 60 ℃.
L'utilisation d'un bain de sel de nitrate pour la trempe isotherme des tarauds, matrices et pièces de petite taille en acier 45 résout non seulement le problème des fissures de trempe, mais garantit également une dureté de trempe relativement uniforme.
Dans la production industrielle, on rencontre souvent des moules en acier à outils au carbone présentant des angles vifs, des rainures et des sections transversales de taille variable.
Le niveau de dureté souhaité est de 59-63HRC, mais trempe à l'eau peut entraîner des fissures et la trempe à l'huile n'est pas assez dure, ce qui fait qu'il est difficile d'obtenir la qualité souhaitée en utilisant uniquement l'une ou l'autre méthode.
La trempe isotherme dans un bain de sel de nitrate résout ce problème. Au cours de ce processus, la surface de la pièce présente des bulles de nitrate blanches, estimées à 1s/5mm dans l'eau nitratée, à une température d'environ 200°C.
La pièce est ensuite immédiatement placée dans un bain de nitrate à 180°C pour une trempe isotherme de 30 à 60 minutes, ce qui permet d'obtenir une pièce sans fissure, avec une déformation minimale et répondant au niveau de dureté requis.
(4) Trempe à l'eau bouillante
Certaines personnes ont utilisé la trempe à l'eau bouillante pour l'acier 45 comme alternative à la trempe à l'eau bouillante. trempe et revenuet d'obtenir des résultats positifs.
Pour 45 aciers d'un diamètre de 40 à 80 mm, le chauffage de l'acier à 840 °C et sa trempe dans l'eau bouillante permettent d'obtenir une dureté d'environ 250 HBW, qui est très uniforme.
La trempe à l'eau bouillante peut remplacer le traitement de normalisation de l'acier 45 en tant que dernière étape du traitement thermique.
L'acier rapide peut également être trempé dans de l'eau bouillante à 850-870°C au lieu du traitement traditionnel de trempe et de revenu.
Acier à roulements subit un double traitement d'affinage avec trempe à l'eau bouillante.
La vitesse de refroidissement de l'eau bouillante étant plus lente que celle de l'huile, il n'y a pas lieu de s'inquiéter des fissures causées par la trempe à l'eau bouillante.
Le processus consiste à tremper l'acier à roulements dans de l'eau bouillante immédiatement après le forgeage final, à refroidir la pièce à 500-400°C et à refroidir l'eau à l'air. Ensuite, l'eau est refroidie à l'air, recuit Le refroidissement de la pièce à 730-740°C pendant 3 à 4 heures et le refroidissement à l'air après la sortie du four permettent d'obtenir des grains ultrafins et des carbures fins.
Il existe de nombreuses autres applications de la trempe à l'eau bouillante, trop nombreuses pour être énumérées individuellement. Lorsqu'elle est utilisée correctement, elle permet d'économiser de l'énergie et d'améliorer l'efficacité.
(5) Bluing quenchant
Il s'agit d'un type de fluide de refroidissement de trempe préparé par l'usine et qui permet d'obtenir une pièce visuellement attrayante et résistante à la corrosion après la trempe.
Il existe deux formulations avec des couleurs distinctes :
① 70% NaNO3 + 20% KNO3 + 10% NaNO2qui se traduit par une pièce noire après la trempe.
② 70% NaNO2 + 20% KNO3 + 10% NaNO3ce qui donne une pièce bleue après la trempe.
Les trois nitrates sont mélangés uniformément dans les proportions spécifiées, puis une quantité appropriée d'eau est ajoutée pour créer une solution sursaturée. La solution est ensuite chauffée à 40-60°C pour être utilisée.
(6) Polymère soluble dans l'eau - polyalkylène glycol (PAG)
Le PAG présente une caractéristique unique de solubilité inverse, ce qui signifie que sa solubilité dans l'eau diminue à mesure que la température augmente.
La vitesse de refroidissement peut être contrôlée en ajustant la concentration, la température et l'agitation de la solution.
Les liquides de refroidissement de la série PAG ont une capacité de trempe qui se situe entre l'eau et l'huile, ce qui les rend polyvalents pour une utilisation dans une large gamme d'applications.
Depuis son introduction aux États-Unis dans les années 1960, le PAG est devenu une solution largement utilisée dans l'industrie du traitement thermique et a remplacé avec succès l'eau alcaline et l'huile pour la trempe et le refroidissement de l'acier au carbone et de l'acier faiblement allié.
(7) Huile de trempe
Les huiles de trempe ont été classées en plusieurs catégories, notamment les huiles ordinaires huile de trempehuile de trempe brillante, huile de trempe rapide, huile de trempe brillante rapide, huile de trempe ultra-rapide, huile de trempe sous vide, huile de trempe graduée et huile de trempe isotherme.
Si l'huile de trempe présente de nombreux avantages en tant que moyen de refroidissement par trempe, ses inconvénients sont également importants. Par exemple, elle produit des fumées d'huile qui polluent l'environnement et présentent un risque pour la santé humaine, elle est susceptible de vieillir et de s'enflammer, et l'élimination des huiles usagées est un problème difficile.
Dans l'industrie des outils et des matrices, il est suggéré d'abandonner progressivement l'utilisation de l'huile de trempe et de développer et d'adopter de nouveaux moyens de refroidissement de la trempe qui sont économes en énergie et respectueux de l'environnement.
(8) Trempe au gaz
Les aciers à haute trempabilité de petites dimensions peuvent être trempés au gaz.
La capacité de refroidissement du gaz dépend du type, de la pression et du débit du gaz.
Les lames mécaniques en acier rapide d'une épaisseur inférieure à 20 mm peuvent être directement refroidies à l'air après le chauffage par induction, ce qui permet d'obtenir une dureté supérieure à 63 HRC.
L'acier fortement allié de type Cr12 peut également être trempé à l'air et, pour améliorer la vitesse de refroidissement, il peut être refroidi à l'aide d'une méthode de soufflage.
Les gabarits d'une taille effective supérieure à 50 mm peuvent même être refroidis sur une plaque de cuivre refroidie à l'eau.
Ces dernières années, le développement de la trempe gazeuse sous vide et à haute pression a connu une croissance rapide. Les gaz de refroidissement couramment utilisés sont les suivants : N2, He, H2et Ar.
Le H2 a la meilleure conductivité thermique, mais il est hautement inflammable et peut provoquer des explosions lorsqu'il est mélangé à l'air, ce qui en fait une option dangereuse. Il est également à l'origine de décarburation de l'acier au-dessus de 1000°C, ce qui limite son application.
N2 a de faibles capacités de refroidissement, mais il est abordable et sûr, ce qui fait qu'il est largement utilisé dans la trempe au gaz.
5. Conclusion
Le choix et l'utilisation d'un fluide de refroidissement pour le traitement thermique ont un impact significatif non seulement sur la qualité du produit et les bénéfices économiques, mais aussi sur la survie et la croissance de l'entreprise.
Il est important de sélectionner le meilleur fluide de refroidissement de trempe en fonction des exigences en matière de matériaux et de performances des pièces à tremper de l'entreprise, afin d'assurer une trempe réussie, de minimiser la déformation et d'atteindre les performances souhaitées.