Les fissures de trempe sont un problème courant qui peut survenir au cours du traitement thermique et dont les causes sont multiples. Pour prévenir efficacement ces défauts, il est essentiel d'entamer le processus de prévention dès la phase de conception du produit. Cela implique de sélectionner soigneusement les bons matériaux, de réaliser une conception bien structurée et de proposer des exigences techniques appropriées pour le traitement thermique.
En outre, il est essentiel d'organiser l'itinéraire du processus de manière appropriée, notamment en faisant des choix raisonnables en ce qui concerne la température de chauffage, le temps de maintien en température et le milieu de chauffage, moyen de refroidissementLa méthode de refroidissement et le mode de fonctionnement.
En termes de matériaux
Le carbone est un facteur crucial pour déterminer la tendance à la trempe de l'acier. Au fur et à mesure que le teneur en carbone augmente, le point de fusion (MS) diminue, ce qui rend l'acier plus sensible à la fissuration par trempe. Pour minimiser ce risque, il est conseillé de choisir un acier dont la teneur en carbone est aussi faible que possible tout en conservant les caractéristiques souhaitées. dureté et résistance propriétés.
L'impact des éléments d'alliage sur la tendance à la trempe se manifeste principalement par leurs effets sur la trempabilité, Point MSL'effet des éléments d'alliage sur la trempabilité peut également affecter la probabilité de fissuration par trempe. L'effet des éléments d'alliage sur la trempabilité peut également affecter la probabilité de fissuration par trempe. Cependant, l'augmentation de la trempabilité tend également à augmenter la ténacité. Pour les pièces de forme complexe, il est recommandé de choisir un acier ayant une bonne trempabilité et d'utiliser un alliage d'aluminium. milieu de trempe avec une capacité de refroidissement plus faible pour éviter les déformations et les fissures.
Les éléments d'alliage ont un impact plus important sur le point MS. En général, plus le point MS est bas, plus la tendance à la fissuration par trempe est importante. Toutefois, si le point MS est élevé, la fissuration par trempe est plus fréquente. martensite formés au cours du processus de transformation peuvent s'auto-tremper, réduisant ainsi les contraintes de transformation et évitant les fissures de trempe. Par conséquent, lors du choix de l'acier, il est préférable de sélectionner une faible quantité d'éléments d'alliage ou un acier contenant des éléments qui ont moins d'influence sur le point MS.
Enfin, il est important de tenir compte de la sensibilité à la surchauffe lors du choix de l'acier. Un acier sensible à la surchauffe est plus susceptible de se fissurer, il est donc essentiel d'être très attentif lors de la sélection.
Conception structurelle des pièces
La taille des sections est uniforme.
Pendant le traitement thermique de pièces dont les dimensions transversales changent rapidement, stress interne peut provoquer des fissures. Pour minimiser ce risque, il est recommandé d'éviter les changements soudains dans la taille des sections et de maintenir une épaisseur de paroi uniforme.
Si nécessaire, des trous peuvent être percés dans des pièces à parois épaisses qui ne sont pas essentielles pour l'application, mais il est conseillé de transformer ces trous en trous débouchants dans la mesure du possible.
Pour les pièces d'épaisseur variable, il est possible d'utiliser une conception en deux parties et d'assembler les pièces après le traitement thermique. Cela permet de réduire stress interne et de minimiser le risque de fissuration.
Transition vers un coin arrondi.
Pièces avec coins, arêtes vivesLes angles vifs, les rainures et les trous transversaux sont susceptibles de concentrer les contraintes, ce qui peut entraîner des fissures. Pour réduire ce risque, il est conseillé de concevoir des pièces sans concentration de contraintes et d'arrondir les angles vifs et les marches.
Les variations de la vitesse de refroidissement pendant la trempe peuvent également résulter de facteurs liés à la forme. La vitesse de refroidissement peut varier en fonction de la forme de la pièce, et même différentes parties d'un même objet peuvent avoir des vitesses de refroidissement différentes en raison de divers facteurs. Pour éviter la fissuration par trempe, il est important de minimiser les différences excessives dans les vitesses de refroidissement.
Conditions techniques du traitement thermique
Il est conseillé d'utiliser le durcissement local ou la durcissement de la surface techniques. La dureté locale des pièces trempées doit être ajustée de manière appropriée en fonction de leurs conditions de service.
Lorsque l'exigence de dureté locale est faible, il n'est pas nécessaire d'imposer une dureté uniforme sur l'ensemble de la pièce. Il est également important de tenir compte de l'effet de masse de l'acier.
Lors du revenu, il convient d'éviter la zone fragile du premier type de revenu afin de prévenir les fissures. En prenant ces précautions, le risque de fissuration peut être minimisé et les performances des pièces trempées peuvent être optimisées.
Disposition raisonnable des itinéraires et des paramètres du processus
Une fois que le matériau, la structure et les conditions techniques des pièces en acier ont été déterminés, les techniciens du traitement thermique effectuent une analyse du processus afin de déterminer un itinéraire optimal.
Il s'agit d'organiser correctement les positions des processus de préchauffage, de travail à froid et de travail à chaud, et de déterminer les paramètres de chauffage. L'analyse du processus permet de s'assurer que le processus de traitement thermique est efficace et permet d'obtenir les résultats souhaités.
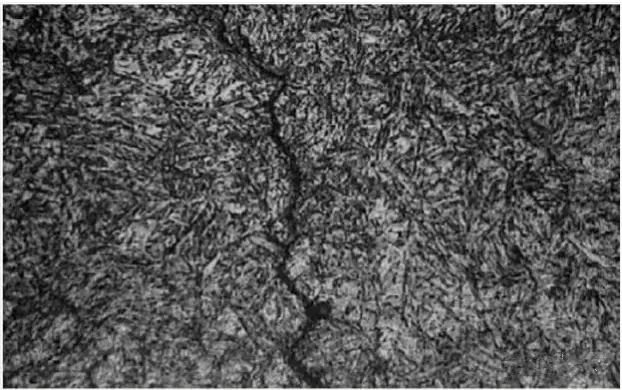
Fissure de trempe
Sous un grossissement de 500X, la surface semble avoir un aspect dentelé avec une large fissure au début et une petite fissure à la fin.
L'analyse microscopique a révélé des inclusions métallurgiques anormales et un motif en zigzag dans la morphologie des fissures. Après corrosion à l'alcool nitrique 4%, il n'y a pas eu de signe d'altération de la qualité de l'acier. décarburation et la micro morphologie est illustrée dans la figure ci-contre.
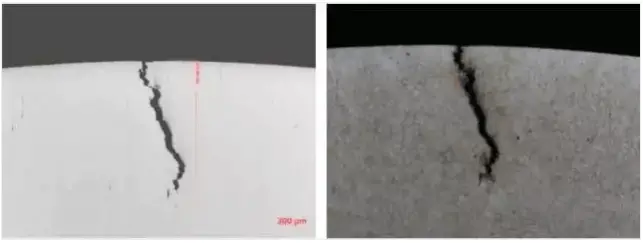
1 échantillon de #
Aucune inclusion métallurgique anormale n'a été détectée dans les fissures du produit, et il n'y avait aucune preuve de décarburation. Les fissures présentaient un motif en zigzag et les caractéristiques typiques des fissures de trempe.
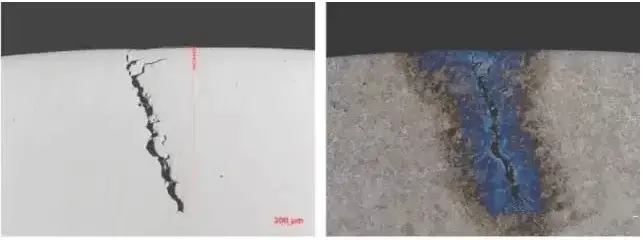
2 # échantillon
Conclusions :
La composition de l'échantillon est conforme aux spécifications standard et correspond à la composition du four d'origine.
L'examen microscopique n'a révélé aucune inclusion métallurgique inhabituelle dans les fissures de l'échantillon, et il n'y avait aucun signe de décarburation.
Les fissures présentent un motif en zigzag et possèdent les caractéristiques typiques des fissures de trempe.
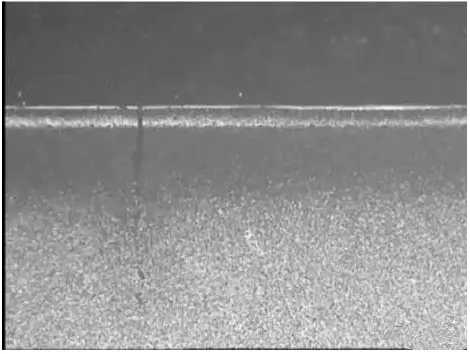
Fissure de forgeage
Fissures typiques causées par les matériaux, les bords sont des oxydes.
D'après l'observation microscopique, la couche blanche brillante à la surface est supposée être la couche de trempe secondaire, tandis que la couche noire foncée en dessous est la couche trempée à haute température.
Conclusions :
La présence de fissures décarburées permet de déterminer si les fissures résultent ou non de défauts de la matière première.
En règle générale, si la profondeur de décarburation au niveau de la fissure est égale ou supérieure à la profondeur de décarburation en surface, on considère qu'il s'agit d'une fissure de matière première.
En revanche, si la profondeur de décarburation au niveau de la fissure est inférieure à la profondeur de décarburation en surface, on considère qu'il s'agit d'une fissure de forgeage.