Les alliages d'aluminium sont appréciés pour leur faible densité, leur grande solidité et leur bonne résistance à la corrosion, ce qui en fait un choix populaire dans diverses industries, notamment l'automobile, les nouvelles énergies, l'aérospatiale et la construction.
Le soudage au laser est aujourd'hui une méthode largement utilisée dans la production de produits en alliage d'aluminium, offrant plusieurs avantages par rapport aux méthodes de soudage traditionnelles. Ces avantages comprennent une plus grande efficacité de production, une meilleure qualité de soudure, la possibilité de réaliser des soudures de haute précision et d'automatiser des structures complexes.
Soudage au laser est une technologie qui utilise un rayonnement laser de haute intensité pour faire fondre et recristalliser le métal, formant ainsi une soudure par couplage thermique entre le laser et le métal.
Sur la base du mécanisme thermique du soudage au laser, on peut le classer en deux types : le soudage par conduction thermique et le soudage en profondeur. soudage par pénétration.
Le soudage par conduction thermique est principalement utilisé pour le soudage de pièces petites ou précises, comme le soudage d'emballages ou le soudage micro/nano.
Le soudage par pénétration profonde, quant à lui, est utilisé pour matériaux de soudage qui nécessitent une pénétration complète. Au cours de la processus de soudageLe matériau se vaporise et un phénomène de trou de serrure se produit dans le bain de fusion. Cette méthode est la méthode de soudage au laser la plus utilisée actuellement et la méthode préférée pour le soudage des alliages d'aluminium.
Caractéristiques du soudage au laser :
Avantages du soudage au laser des cordons de soudure :
- Cette méthode est utilisée pour le soudage des alliages d'aluminium sans nécessiter de matériaux supplémentaires.
- L'équipement de soudage est simple, sans consommables, ce qui facilite l'automatisation.
Inconvénients du soudage laser de joints :
- Exigences élevées en matière d'écart de soudure, car un petit écart peut entraîner l'effondrement de la soudure.
- Les points de départ et d'arrivée de la soudure sont susceptibles de former des trous de serrure.
- Le processus de soudage peut être instable, ce qui entraîne la production de défauts de soudure.
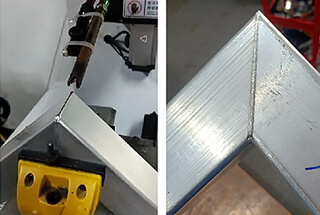
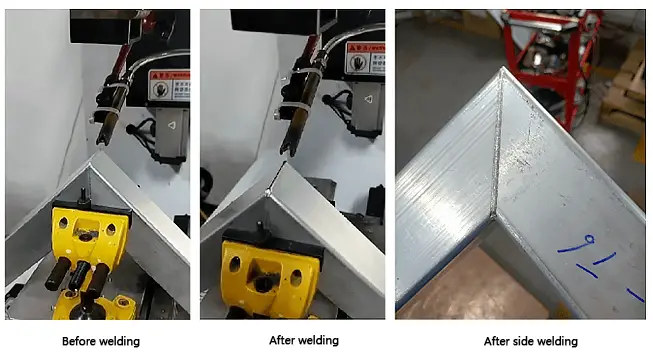
Exemple d'application : Industrie de la décoration du bâtiment - Soudage 5 Série Aluminium Encadrement de porte en alliage
Les propriétés physiques inhérentes aux alliages d'aluminium, telles que la faible absorption du laser, le faible point d'ébullition de l'aluminium et la résistance à la corrosion, permettent de réduire les risques d'incendie. éléments d'alliageLes produits de l'industrie de l'acier, la conductivité thermique élevée, le coefficient de dilatation thermique élevé, la plage de température de solidification relativement large, le retrait de solidification élevé, la faible viscosité et l'absorption élevée d'hydrogène dans le liquide peuvent rendre difficile la production de soudures au laser sans défaut.
L'un des défauts les plus courants dans les soudage au laser de l'aluminium La porosité est l'une des principales causes de la détérioration des alliages, car elle peut endommager l'intégrité du métal soudé, affaiblir sa section transversale et réduire ses propriétés mécaniques et de résistance à la corrosion. Pour prévenir la porosité et améliorer la qualité interne de la soudure, des mesures efficaces doivent être prises.
La façon d'empêcher le trou de gaz dans le soudage au laser
1. Inhibition de la porosité de soudage par un traitement de surface avant le soudage
Traitement de surface avant le soudage est un moyen efficace de contrôler les pores métallurgiques dans le soudage au laser des alliages d'aluminium. Ce traitement implique généralement un nettoyage physique et mécanique ou un nettoyage chimique.
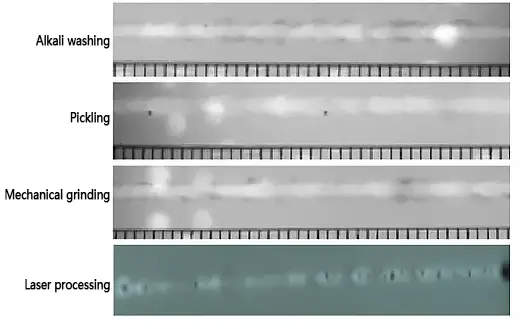
Porosité de la soudure après différentes méthodes de traitement de surface
Après comparaison, le meilleur procédé s'est avéré être le traitement chimique, qui comprend les étapes suivantes : nettoyage avec un agent de nettoyage des métaux, lavage à l'eau, lavage alcalin, lavage à l'eau, lavage acide, lavage à l'eau et séchage.
L'étape de lavage alcalin utilise une solution aqueuse d'hydroxyde de sodium (NaOH) 25% pour éliminer les matériaux de surface, et l'étape de lavage acide utilise une solution aqueuse d'acide nitrique (HNO3) 20% et d'acide fluorhydrique (HF) 2% pour neutraliser l'alcali résiduel.
Il est important de noter que la plaque d'essai doit être soudée dans les 24 heures suivant le traitement de surface. Si la plaque d'essai est restée assise pendant une période prolongée après le traitement, elle doit être essuyée avec de l'alcool absolu avant d'être soudée.
2. Contrôle de la porosité de soudage par les paramètres du processus de soudage
La formation de porosités dans les soudures dépend non seulement de la qualité du traitement de surface, mais aussi des paramètres du processus de soudage.
L'impact des paramètres de soudage sur la porosité de la soudure est principalement observé au niveau de la profondeur de pénétration, en particulier l'influence du rapport de la largeur du dos de la soudure sur la formation de la porosité.
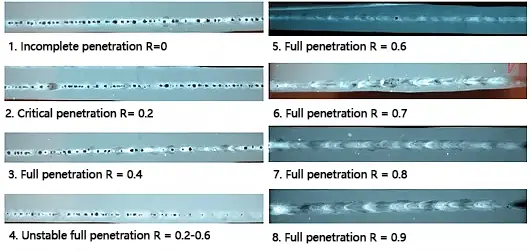
Effet de la pénétration de la soudure sur la porosité de la soudure
Les résultats indiquent que lorsque le rapport de largeur arrière (r) est supérieur à 0,6, la concentration des pores en chaîne dans la soudure peut être efficacement améliorée. Et lorsque le rapport de largeur arrière est supérieur à 0,8, l'apparition de grands pores dans la soudure peut être efficacement réduite et les pores résiduels dans la soudure peuvent être largement éliminés.
3. Contrôle de la porosité de la soudure par le choix d'une gaz de protection et le débit
Le choix du gaz de protection a un impact direct sur la qualité, l'efficacité et le coût du soudage.
Dans le cas du soudage au laser, un débit approprié de gaz de protection peut réduire efficacement la porosité de la soudure.
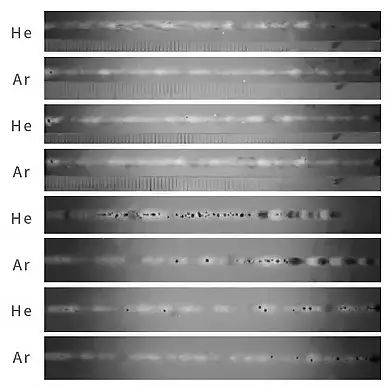
Effet de différents types de gaz de protection sur la porosité des soudures
Comme le montre la figure, l'argon (Ar) et l'hélium (He) sont utilisés comme gaz de protection pour protéger la surface de la soudure pendant le soudage au laser.
La différence de degré d'ionisation entre Ar et He pour le laser affecte la formation de la soudure. Les résultats montrent que la porosité de la soudure avec Ar comme gaz de protection est plus faible que celle de la soudure avec He comme gaz de protection.
Il est important de noter qu'un faible débit de gaz (< 10L / min) peut entraîner la production d'une grande quantité de plasma qui ne sera pas évacuée efficacement, ce qui conduira à un bain de soudure instable et à une plus grande probabilité de formation de porosités. Un débit de gaz modéré (environ 15L / min) contrôle efficacement le plasma et fournit un bon effet anti-oxydant sur le bain de solution, ce qui entraîne la porosité la plus faible. En revanche, un débit de gaz élevé accompagné d'une pression de gaz élevée peut entraîner le mélange d'une partie du gaz protecteur dans le bain de solution, ce qui entraîne une augmentation de la porosité.
Réduction de la porosité au laser soudage de l'aluminium est un problème difficile. En raison des propriétés des alliages d'aluminium, la porosité ne peut pas être complètement éliminée au cours du processus de soudage, mais elle peut être réduite. Grâce à l'optimisation du processus avant et après le soudage et à l'analyse expérimentale, trois méthodes de réduction de la porosité ont été proposées et peuvent être utilisées comme référence par les collègues de l'industrie.