Ces dernières années, l'utilisation de robots industriels a connu une croissance rapide, principalement dans les domaines du soudage, de la pulvérisation et de la manutention. Cependant, il existe relativement peu d'applications de robots industriels dans le domaine du pliage de tôles.
Le pliage de la tôle est une tâche très répandue et dangereuse, ce qui rend les perspectives du marché de la presse plieuse robotisée très positives, avec de nombreux cas de réussite à l'étranger.
Actuellement, 40-50% de pliage par presse plieuse dans les ateliers de transformation de la tôle en Europe et aux États-Unis sont équipées de systèmes de pliage automatique robotisés, tandis qu'en Chine, l'automatisation du pliage n'en est qu'à ses débuts. Au cours de la prochaine décennie, la demande de robots de pliage augmentera de façon linéaire dans le monde entier.
Le contrôle numérique Tôle La cellule de pliage flexible, dont l'élément central est un robot, est une combinaison d'équipements hautement automatisés qui se targue d'une efficacité, d'une qualité et d'une flexibilité élevées.
Dans cette cellule de pliage flexible, le choix de la bonne combinaison de composants peut améliorer l'efficacité et la flexibilité du pliage.
La précision du pliage dépend de la précision de la presse plieuse, de la précision du positionnement du robot et de la coordination des commandes entre le robot et la presse plieuse.
Le défi du contrôle collaboratif réside dans la synchronisation de la vitesse entre le robot et la presse plieuse, et dans le soutien par le robot de la trajectoire de déplacement de la pièce.
Une mauvaise performance de suivi peut avoir un impact sévère sur la angle de flexion et la planéité de la surface de la feuille, ce qui affecte la qualité du produit final.
Composition de la presse plieuse robotisée cellule
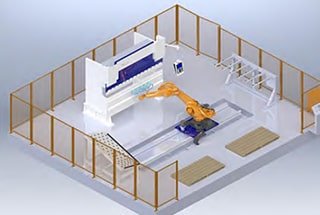
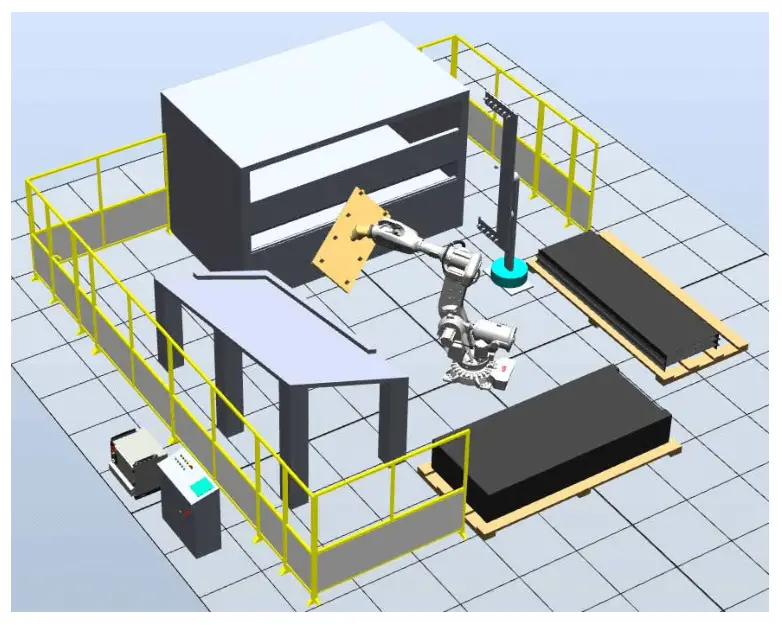
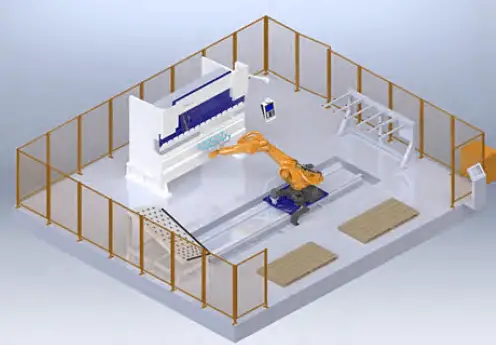
La cellule de pliage standard de la presse plieuse (figure 1) est un système qui s'appuie sur des robots et des systèmes d'entraînement. machines de presse plieuse sont ses principaux composants. Les autres éléments de soutien comprennent une pince, une table de chargement, une table de déchargement, une table de positionnement, un cadre de rotation, un dispositif de changement manuel et divers capteurs pour la détection.
La pince agit comme la "main" du robot et s'occupe de saisir et de placer la pièce, remplaçant ainsi le rôle de l'opérateur humain.
Fig.1 Schéma d'ensemble de la cellule de pliage de la presse plieuse
La pince d'un robot de pliage est généralement constituée de plusieurs ventouses fixées à un cadre métallique.
Les plates-formes de chargement et de déchargement utilisent généralement des palettes empilées ou des bandes transporteuses ou des rouleaux pour transporter les matières premières et transférer les produits finis.
Les feuilles couvertes d'huile ont tendance à adhérer, ce qui peut entraîner la prise de plusieurs feuilles à la fois. Pour éviter cela, un dispositif de séparation tel qu'un séparateur magnétique et des capteurs de détection peuvent être installés près de la table de chargement afin de s'assurer que chaque feuille est saisie séparément.
La table de positionnement est une plate-forme inclinée dotée de brides et de microbilles convexes. Le robot transfère la tôle d'acier sur la table de positionnement, et la plaque glisse vers le bord de retenue sous l'effet de la gravité.
La position de la table de positionnement et du bord de retenue étant fixe, lorsque le robot reprend la feuille, la position de la plaque et de la pince est relativement précise, ce qui permet de disposer d'une référence pour le pliage suivant.
Le cadre de rotation est un cadre fixe pour le dispositif de préhension. Lorsque le robot doit changer de position pour saisir la pièce, celle-ci peut être placée sur le cadre tournant pour la stabiliser et le robot peut la saisir à nouveau dans la nouvelle position.
Dans certains cas particuliers, les matrices de la presse plieuse peuvent également être utilisées pour serrer la pièce et modifier sa position de préhension.
Processus de travail de la cellule de pliage robotisée
Le travail de la cellule de pliage est divisé en six processus, comme le montre la figure 2 :
- Alimentation
- Récupération
- Alignement
- Retourner
- Pliage
- Palettisation
Fig.2 Flux de travail de la cellule de pliage
(1) Alimentation
La pile complète de feuilles à traiter est placée manuellement sur la table d'alimentation. Un interrupteur de détection des feuilles est installé sur la table d'alimentation pour empêcher le robot de prendre le plateau une fois que toutes les feuilles ont été traitées.
(2) Récupération
Le robot se déplace jusqu'à l'emplacement de la table de chargement et utilise un capteur à ultrasons installé sur la pince pour détecter la hauteur de la plaque. En fonction des données détectées, le robot ajuste automatiquement sa position pour prendre la feuille.
Une fois la feuille saisie, son épaisseur est mesurée à l'aide d'un dispositif de mesure de l'épaisseur afin d'éviter que le robot ne saisisse plusieurs feuilles à la fois, ce qui entraînerait un échec du traitement.
Une fois la mesure de l'épaisseur terminée, le processus d'alignement peut commencer.
(3) Alignement
Le robot se déplace jusqu'à l'emplacement de la table de positionnement et y dépose la feuille pour la positionner avec précision (figure 3).
Fig.3 Positionnement de la feuille
Après le positionnement, le robot reprend la feuille et se prépare à la plier.
(4) Retourner
En fonction des exigences du processus, le robot détermine si un cadre de rotation est nécessaire.
Si nécessaire, le robot se déplace jusqu'à l'emplacement du cadre tournant et y place la feuille. Le robot relâche ensuite la feuille et se déplace de l'autre côté de la feuille pour la ramasser.
(5) Pliage
Le robot se déplace jusqu'à l'emplacement de la machine à plier, place la feuille à plat sur la machine à plier. filière inférieureet le positionne avec précision à l'aide du capteur de doigt arrière de la presse plieuse.
Une fois le positionnement terminé, le robot envoie un signal de pliage à la presse machine à freiner et travaille avec lui pour compléter l'opération de pliage.
Le robot évalue ensuite si un autre pliage est nécessaire pour déterminer s'il faut procéder à des pliages consécutifs, comme le montre la figure 4.
Fig.4 Robotique pliage de tôles
Le cintrage est le processus critique.
Le défi technique du pliage réside dans la coopération entre le robot et la machine de pliage, appelée suivi de pliage.
Lorsque le robot saisit ou soutient la feuille pendant le pliage, la feuille est déformée. Le robot doit suivre le mouvement de la feuille et effectuer des mouvements circulaires selon un algorithme de trajectoire spécifique, tout en maintenant une position cohérente par rapport à la feuille.
(6) Palettisation
Le robot se déplace jusqu'à l'emplacement de la table de déchargement. En fonction des différences de forme de la pièce, il existe différentes méthodes de palettisation, notamment la palettisation matricielle traditionnelle, la palettisation croisée simple et double couche, la palettisation par boucles positives et négatives, etc., comme le montre la figure 5.
Fig.5 Palettisation de feuilles
Technique clé points de la cellule de pliage de la presse plieuse robotisée
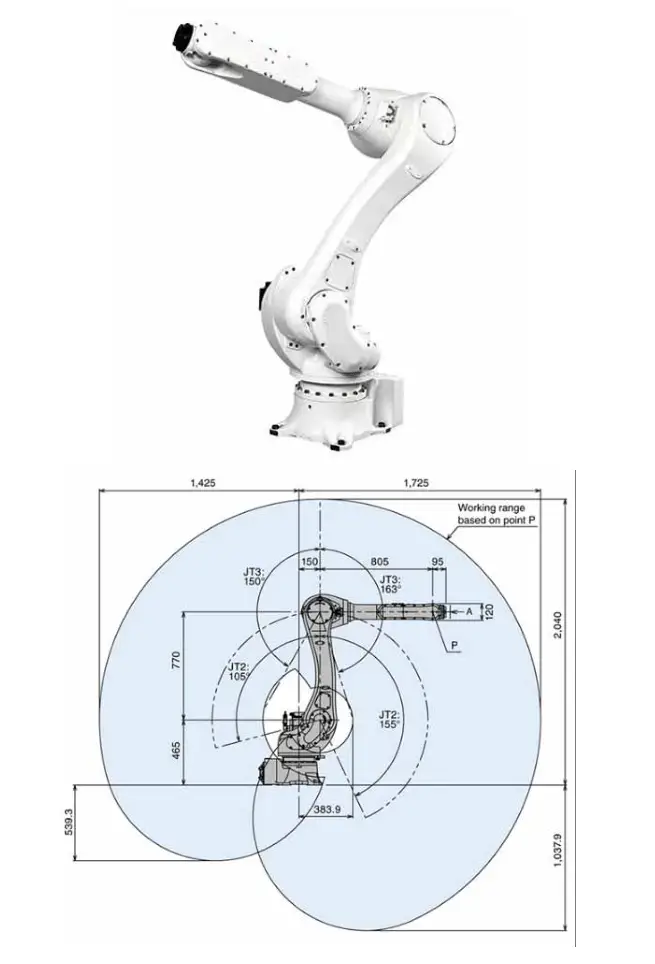
Actuellement, qu'il s'agisse d'un robot standard à six axes ou d'un robot de pliage optimisé pour l'industrie de l'automobile, il n'y a pas d'autre solution. processus de pliage en termes d'envergure ou de forme du bras, il nécessite le soutien d'un algorithme de suivi de la flexion, et il est rare de trouver un robot qui ne dispose pas d'une capacité de suivi de la flexion.
Si l'effet de suivi n'est pas bon, la pince ou la ventouse peut déformer la pièce en raison d'une mauvaise trajectoire de suivi, ce qui provoque des plis sur la feuille et affecte la qualité du formage.
L'élaboration d'un modèle précis de flexion et de suivi du robot peut contribuer à la création d'un algorithme de trajectoire de suivi solide, ce qui permet d'obtenir d'excellentes performances de suivi.
Fig.6 Schéma du processus de pliage
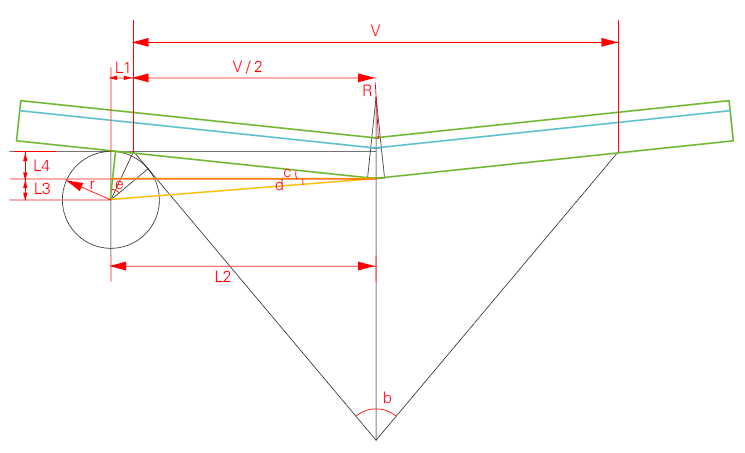
La figure 6 est une représentation schématique d'un processus de pliage, et un modèle mathématique de suivi du pliage en est dérivé, comme le montre la figure 7.
Fig.7 Modèle de mouvement de flexion
Chaque paramètre de la figure 7 est exprimé comme suit
- 1) Rayon d'arc du poinçon supérieur : R, unité : mm ;
- 2) Rayon d'arc de la matrice inférieure : r, unité : mm ;
- 3) Ouverture de la matrice inférieure : V, unité : mm ;
- 4) Angle inférieur du moule : ∠b, unité : ° ;
- 5) Epaisseur de la pièce : T, unité : mm ;
- 6) Épaisseur de la couche neutre à la surface supérieure de la pièce : λ, unité : mm ;
- 7) Angle de flexion de la pièce : ∠a, unité : ° ;
- 8) Le montant du coulisseau de la presse plieuse descendant du serrage point : S, unité : mm.
La relation entre l'angle de flexion et la quantité de flexion descendante calculée selon le modèle mathématique est la suivante :
S = [r×TAN(45°-1/4×∠b)+V/2)×SIN(90-1/2×∠a)-(r+R+T)]/COS(90-1/2×∠a)+(r+R+T)
Sur la base des paramètres mécaniques du tableau 1, une formule décrivant la relation entre l'angle de flexion et l'ampleur de la descente peut être utilisée pour calculer la courbe de trajectoire du changement de déplacement de l'angle de flexion de 180° à 10° dans les directions X et Z, comme le montre la figure 8.
Tableau 1 Filière de pliage informations et renseignements nécessaires sur la pièce à usiner
Fig.8 Relation entre l'angle de flexion et la trajectoire du robot
Réflexions finales
En tant que fabrication de tôles continue de progresser, l'utilisation du pliage robotisé est de plus en plus répandue.
Par rapport au développement de robots de pliage spécialisés, la création d'un algorithme de modèle de suivi de pliage robotisé compatible avec les robots généraux à six axes et pouvant être appliqué à une variété de robots aura des coûts de développement moins élevés.
En collaborant avec des marques de robots et d'autres équipements pertinents dans l'industrie, la mise en œuvre du pliage robotisé peut être rapidement encouragée.