Le guide ultime de la rouille de surface de l'acier et des grades de dérouillage
Vous êtes-vous déjà demandé comment enlever efficacement la rouille des surfaces en acier ? Dans cet article de blog, nous allons plonger dans le monde de la rouille et du dérouillage, en explorant les différentes qualités de surfaces en acier et les meilleures méthodes pour leur redonner leur gloire d'antan. En tant qu'ingénieur mécanique expérimenté, je vous ferai part de mes réflexions et de mes conseils pratiques pour vous aider à vous attaquer à ce problème courant en toute confiance.
Cette norme définit les critères d'évaluation visuelle de l'étendue de la rouille et de la qualité de l'élimination de la rouille à la surface de l'acier avant l'application de la peinture.
Elle s'applique aux surfaces d'acier qui ont subi un dérouillage par pulvérisation ou jet, par des méthodes manuelles ou mécaniques, et par un dérouillage à la flamme. Elle s'applique également à l'évaluation du degré de dérouillage des surfaces en acier laminé à froid.
Cette norme est équivalente à la norme ISO8501-1:1988 "Préparation de l'acier avant application de peintures et produits connexes - Évaluation visuelle de la propreté de surface - Partie 1 : Degré de rouille et degré de dérouillage de l'acier non revêtu et de l'acier après enlèvement global du revêtement d'origine".
1. Généralités
1.1 La présente norme classe le niveau initial de rouille sur les surfaces en acier non revêtues en quatre "degrés de rouille" et évalue la qualité du dérouillage des surfaces en acier non revêtues et de celles qui ont été complètement débarrassées de leur revêtement d'origine en plusieurs "degrés de dérouillage".
Le degré de rouille et le degré de dérouillage de la surface de l'acier seront déterminés par une combinaison de descriptions écrites et de photographies d'échantillons représentatifs.
1.2 Cette norme évalue le degré de rouille et le degré de dérouillage en se basant uniquement sur l'aspect visuel de la surface de l'acier.
Lors de ces évaluations, il convient de procéder à une observation directe à l'œil nu dans des conditions d'éclairage modérées, sans l'aide de loupes ou d'autres instruments.
2. Qualité de l'acier rouillé
Les quatre qualités de rouille des surfaces en acier sont désignées par les lettres A, B, C et D. Ces qualités sont définies comme suit :
A. La surface de l'acier est entièrement recouverte d'une couche d'oxyde et est pratiquement exempte de rouille.
B. La surface de l'acier présente un peu de rouille et des écailles d'oxyde se sont détachées.
C. La couche d'oxyde sur la surface de l'acier s'est détachée à cause de la corrosion ou peut être grattée et il y a une petite corrosion par piqûres.
D. La couche d'oxyde sur la surface de l'acier a été complètement décapée par la corrosion et la corrosion par piqûres est généralisée.
Degrés de rouille
3. Grade de dépoussiérage
3.1 Généralités
3.1.1 Le degré de dérouillage de la surface en acier est indiqué par les lettres "Sa", "St" ou "FI", qui représentent la méthode utilisée pour le dérouillage.
Si la lettre est suivie d'un chiffre arabe, elle indique le degré d'élimination de la calamine, de la rouille, de la couche de peinture et d'autres éléments.
3.1.2 Pour une description détaillée du degré de dérouillage de la surface de l'acier, voir les sections 3.2, 3.3 et 3.4.
Remarque :
(1) Dans les définitions des degrés de dérouillage du présent chapitre, le terme "pièce jointe" englobe des éléments tels que le laitier de soudure, éclaboussures de soudureet les sels solubles.
(2) Dans le présent chapitre, si la "peau d'oxyde, la rouille ou la couche de peinture" peut être enlevée de la surface de l'acier à l'aide d'un grattoir à métaux, elle est considérée comme n'étant pas solidement fixée.
3.2 Enlèvement de la rouille par pulvérisation ou jetting
3.2.1 La lettre "Sa" est utilisée pour désigner le dérouillage par pulvérisation ou par grenaillage.
3.2.2 Avant d'appliquer le dérouillage par pulvérisation ou par grenaillage, il faut éliminer une épaisse couche de rouille, ainsi que toute graisse et saleté visible. Après le dérouillage, la surface de l'acier doit être soigneusement nettoyée de toute cendre et de tout débris flottant.
3.2.3 Cette norme prévoit quatre degrés de dérouillage pour les surfaces en acier ayant subi un dérouillage par pulvérisation ou par grenaillage :
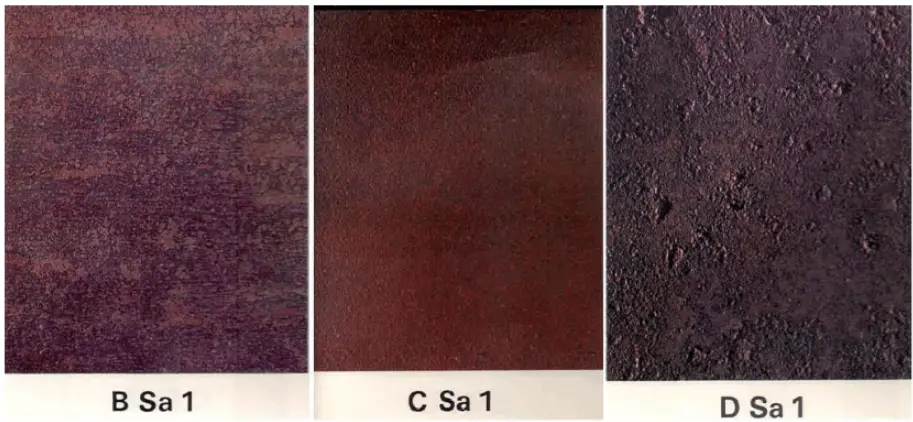
Sa1 Décapage doux par pulvérisation ou par grenaillage :
La surface de l'acier doit être exempte de toute graisse ou saleté visible et ne doit pas présenter de peau d'oxyde détachée, de rouille, de couche de peinture ou d'autres attaches.
Se référer aux photos BSa1, CSal et DSa1.
Sa1 dérouillage doux par pulvérisation ou par grenaillage
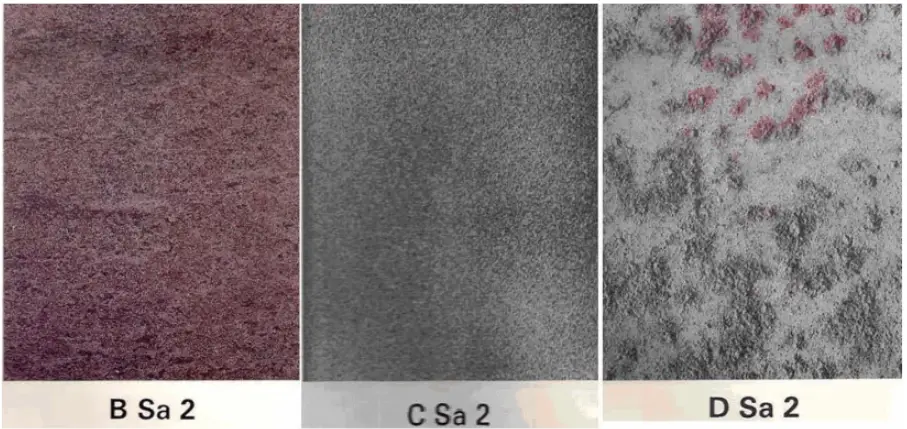
Sa2 Enlèvement complet de la rouille par pulvérisation ou sablage :
La surface de l'acier doit être exempte de graisse et de saleté visibles, et les dépôts tels que la calamine, la rouille et la couche de peinture doivent avoir été soigneusement enlevés. Les résidus éventuels doivent être fermement fixés à la surface.
Se référer aux photos BSa2, CSa2 et DSa2.
Sa2 Ebavurage minutieux par pulvérisation ou par projection
Sa2 1/2 Enlèvement de la rouille par pulvérisation ou par grenaillage :
La surface de l'acier doit être totalement exempte d'éléments visibles tels que la graisse, la saleté, la peau d'oxyde, la rouille et la couche de peinture. Les éventuelles traces résiduelles ne doivent être que de légères taches ou rayures.
Se référer aux photos ASa2 1/2, BSa2 1/2, CSa2 1/2, et DSa2 1/2 pour référence.
Sa21/2 Dépoussiérage très poussé par tir ou par jet
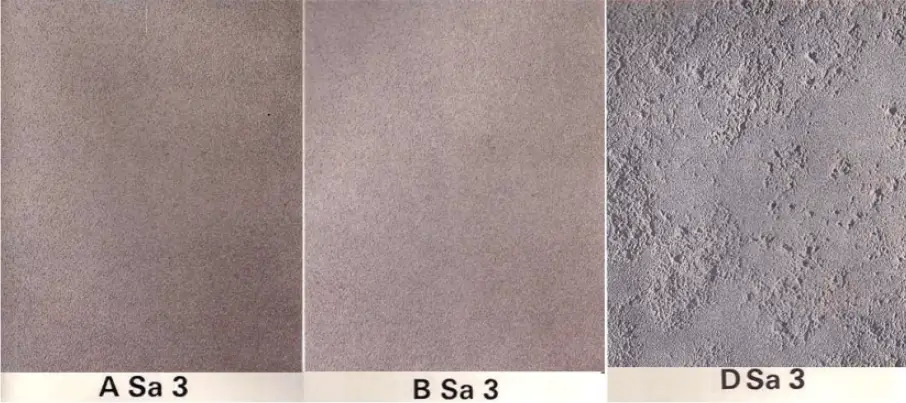
Sa3 Spray ou Jetting pour obtenir une surface d'acier propre :
La surface de l'acier doit être totalement exempte d'éléments visibles tels que graisse, saleté, oxyde, rouille et couche de peinture. La surface doit avoir une couleur métallique uniforme.
Se référer aux photos ASa3, BSa3, CSa3 et DSa3.
Sa3 Pulvérisation ou jet pour rendre la surface de l'acier propre
3.3 Dépoussiérage des outils manuels et électriques
3.3.1 Utiliser des outils manuels et électriques, tels que des lames, des brosses métalliques manuelles ou électriques, des plateaux de papier de verre électriques ou des meules, pour enlever la rouille, qui est indiquée par la lettre "St".
3.3.2 Avant le dérouillage à l'aide d'outils manuels ou électriques, il convient d'éliminer l'épaisse couche de rouille, ainsi que les graisses et saletés visibles.
Après le processus de dérouillage à l'aide d'outils manuels et électriques, la surface de l'acier doit être soigneusement nettoyée de toute poussière et de tout débris flottant.
3.3.3 Pour les surfaces en acier qui ont été dérouillées à l'aide d'outils manuels et électriques, la présente norme prévoit deux degrés de dérouillage. Les degrés sont décrits comme suit :
St2 Dépoussiérage manuel et mécanique minutieux des outils
La surface de l'acier doit être exempte de graisse et de saleté visibles, ainsi que de toute peau d'oxyde détachée, de rouille, de couche de peinture ou d'autres éléments attachés.
Veuillez vous référer aux photos BSt2, CSt2 et DSt2.
St2 Décapage manuel et mécanique minutieux des outils
St3 Désamorçage manuel et mécanique très minutieux des outils électriques
La surface de l'acier doit être exempte de graisse visible, de saleté, de peau d'oxyde détachée, de rouille, de couches de peinture et de toute autre fixation. L'élimination de la rouille doit être plus complète que dans le cas de St2, ce qui permet d'obtenir un éclat métallique sur les parties exposées du substrat.
Se référer aux photos BSt3, CSt3 et DSt3.
St3 : dérouillage manuel et mécanique très poussé
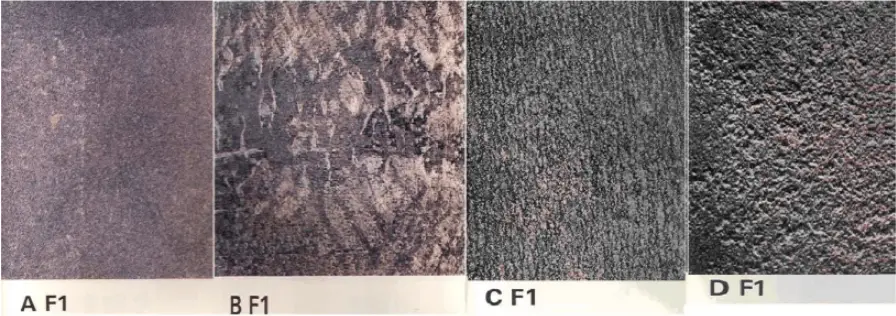
3.4 Dépoussiérage à la flamme
3.4.1 Le processus de dérouillage à la flamme est indiqué par la lettre "FI".
3.4.2 Avant le dérouillage à la flamme, l'épaisse couche de rouille doit être enlevée.
Le dérouillage à la flamme doit englober non seulement la surface de l'acier, mais aussi tous les produits qui y sont fixés après l'opération de chauffage à la flamme et nettoyés à l'aide d'une brosse métallique.
3.4.3 Le niveau de dérouillage atteint par le dérouillage à la flamme est défini comme suit :
La surface de l'acier doit être exempte de calamine, de rouille, de couches de peinture et d'autres éléments. Les traces restantes ne doivent être qu'une décoloration de la surface, apparaissant sous forme d'ombres de différentes couleurs.
Les photos AFI, BFI, CFI et DFI servent de référence visuelle.
FI derusting à la flamme
4. Évaluation visuelle du degré de rouille et du degré de dérouillage de la surface de l'acier
4.1 L'évaluation de l'état de rouille et du degré de dérouillage de la surface de l'acier doit être effectuée dans de bonnes conditions d'éclairage, soit sous la lumière diffuse du soleil, soit sous un éclairage artificiel de luminosité équivalente. L'inspecteur doit avoir une vision normale.
4.2 La surface d'acier inspectée doit être comparée visuellement aux photographies correspondantes, comme indiqué au chapitre 5. Les photographies doivent être prises aussi près que possible de la surface de l'acier.
4.3 Lors de la détermination du degré de corrosion, le résultat de l'évaluation est pris sur la photographie correspondant au degré de rouille le plus important.
Pour déterminer le degré de dérouillage, le résultat de l'évaluation est pris sur la photographie dont l'aspect est le plus proche de la surface de l'acier.
Remarque :
(1) Les résultats de l'évaluation visuelle du degré de rouille d'une surface en acier peuvent être influencés par plusieurs facteurs, notamment :
a. Le type d'abrasifs et d'outils utilisés pour l'élimination de la rouille, que ce soit par pulvérisation, par jet, manuellement ou à l'aide d'outils électriques ;
b. L'état de rouille de la surface de l'acier qui n'entre pas dans la catégorie de corrosion standard ;
c. La couleur intrinsèque de l'acier ;
d. La rugosité variable due aux différents niveaux de corrosion ;
e. Irrégularités de la surface, telles que des bosses ;
f. Rayures causées par des outils ;
g. Conditions d'éclairage inégales ;
h. Ombres causées par l'angle d'impact des abrasifs sur la surface lors de l'élimination de la rouille par pulvérisation ou projection.
(2) Le degré de rouille d'une surface d'acier revêtue doit être évalué visuellement.
Seules les photos comportant les symboles du degré de rouille C et D (par exemple DSt21/2 et CSt21/2) peuvent être utilisées à cette fin.
Le choix de DSt21/2 ou CSt21/2 dépend du degré de piqûre présent sur la surface de l'acier.
5. Les photos
5.1 La présente norme comprend 28 photos représentant des échantillons typiques des degrés de rouille de la surface de l'acier, qui sont conformes à la norme internationale ISO 8501-1:1988.
En cas de litige, les photos de la norme ISO 8501-1 serviront de base à l'arbitrage.
5.1.1 Quatre photos illustrent les degrés de corrosion et sont marquées A, B, C et D.
5.1.2 Vingt-quatre photos illustrent les degrés de dérouillage obtenus par pulvérisation ou projection, par dérouillage manuel ou à l'aide d'un outil électrique et par dérouillage à la flamme. Ces photos sont marquées de symboles indiquant le degré de rouille d'origine avant et après le dérouillage, comme BSa21/2.
5.2 Quatorze photos de dérouillage par pulvérisation ou par grenaillage illustrent l'état de la surface de l'acier après un dérouillage par pulvérisation à sec à l'aide d'un abrasif à base de sable de quartz.
Veuillez noter que la surface de l'acier après le dérouillage peut présenter des couleurs différentes lorsque d'autres types d'abrasifs sont utilisés pour le dérouillage par pulvérisation ou par grenaillage.
5.3 Cette norme n'inclut pas les photos de ASa1, ASa2, ASt2 et Ast3.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé ce qui rend la surface d'une plaque d'acier inoxydable miroir si lisse et si réfléchissante ? Le secret réside dans la rugosité de sa surface. Cet article présente les...
Vous vous interrogez sur le poids de votre projet acier ? Ne cherchez pas plus loin ! Dans cet article de blog, nous allons explorer le monde intrigant du calcul du poids de l'acier. En tant qu'ingénieur mécanique chevronné, je...
Vous êtes-vous déjà interrogé sur la différence entre les poutres en H et les poutres en I dans la construction ? Bien qu'ils se ressemblent, ces deux types de poutres en acier ont des caractéristiques distinctes qui les rendent...
Qu'est-ce qui distingue la nuance d'acier inoxydable 022Cr19Ni10 ? Connu pour sa faible teneur en carbone et sa grande résistance à la corrosion, cet alliage polyvalent est essentiel dans diverses industries. Cet article se penche...
Vous êtes-vous déjà demandé comment calculer avec précision le poids de l'acier ou du métal pour vos projets ? Dans cet article de blog, nous allons explorer le monde fascinant du calcul du poids de l'acier...
Vous êtes-vous déjà demandé pourquoi l'acier subit parfois des défaillances inattendues ? Dans cet article de blog éclairant, nous allons plonger dans le monde fascinant des défauts de l'acier. En tant qu'ingénieur mécanique expérimenté, je...
Êtes-vous fatigué des coûts croissants de l'acier inoxydable pour vos projets ? Cet article explore une alternative économique à l'acier inoxydable 304 : le SUS443. Découvrez comment le SUS443 offre une résistance supérieure à la corrosion,...
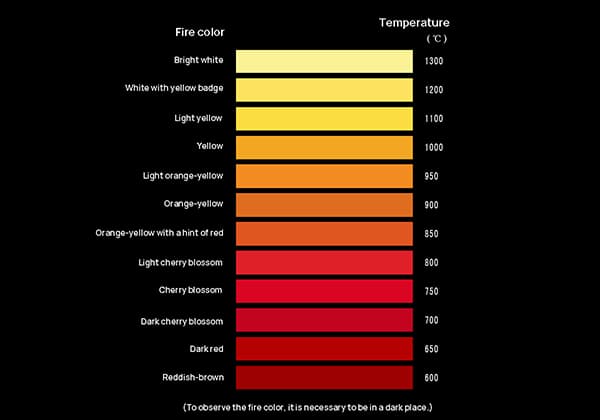
Vous êtes-vous déjà émerveillé devant les couleurs fascinantes de l'acier chauffé ? Les rouges, oranges et jaunes éclatants racontent une histoire fascinante sur la température. Dans cet article, nous allons explorer la science...
Vous êtes-vous déjà interrogé sur les différences entre le fer galvanisé et l'acier galvanisé ? Dans cet article, nous allons nous plonger dans les subtilités de ces deux matériaux, en explorant leurs propriétés uniques, leurs applications,...
Faites passer votre entreprise à la vitesse supérieure