1. Brève histoire du fil
Le concept de la forme en spirale, fondamental pour le filetage, est connu depuis l'Antiquité. Dès le 4e siècle avant J.-C., les naturalistes grecs ont utilisé ce principe dans des dispositifs d'extraction du vin et de l'huile, démontrant ainsi une compréhension précoce de la mécanique hélicoïdale.
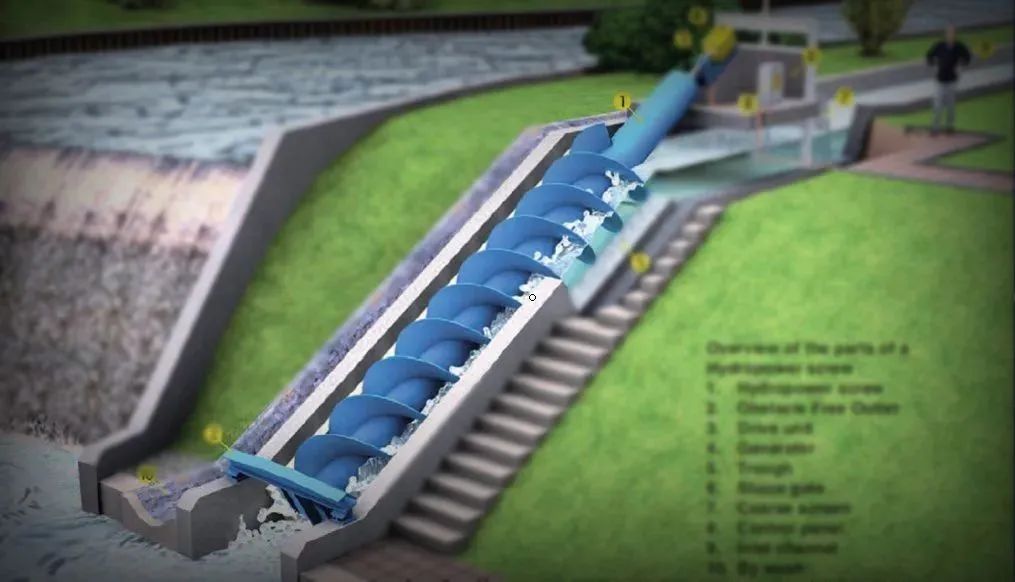
L'une des applications les plus durables de ce concept est la vis d'Archimède, un dispositif de levage de l'eau inventé au troisième siècle avant J.-C. Ce mécanisme ingénieux est toujours utilisé dans les systèmes modernes de gestion de l'eau et d'irrigation. Ce mécanisme ingénieux continue d'être utilisé dans les systèmes modernes de gestion de l'eau et d'irrigation, ce qui témoigne de son efficacité et de sa simplicité.
Fig. 1 Dispositif de prise d'eau en spirale d'Archimède encore utilisé aujourd'hui
L'évolution de la technologie du filetage a connu des progrès significatifs au XIVe siècle, avec l'apparition de filets et de vis fabriqués à la main. Ces premiers composants filetés, bien que rudimentaires, ont jeté les bases des futures innovations mécaniques.
La révolution industrielle a marqué un tournant dans l'histoire du filetage. Les machines devenant de plus en plus complexes, le besoin d'attaches mécaniques fiables s'est accru de façon exponentielle. Les boulons, en particulier, sont devenus essentiels pour l'assemblage et l'entretien de divers équipements industriels.
À l'origine, le filetage était un processus à forte intensité de main-d'œuvre. Les écrous, les boulons et les vis étaient fabriqués individuellement par des artisans qualifiés à l'aide d'outils manuels ou de tours rudimentaires. Cette méthode, bien que fonctionnelle, présentait des limites importantes :
- Manque d'interchangeabilité : Chaque composant fileté était unique, ce qui rendait les remplacements difficiles.
- Absence de normalisation : Les fils varient d'un fabricant à l'autre et même d'un lot à l'autre chez le même producteur.
- Évolutivité limitée : la production manuelle ne pouvait pas répondre à la demande croissante de l'industrie.
Fig. 2 Fils faits à la main il y a 200 ans et fils de machine modernes
Le besoin d'efficacité et de cohérence a conduit au développement de systèmes de filetage normalisés. Plusieurs pays ont commencé à établir leurs propres normes unifiées, ce qui a finalement conduit à des efforts de normalisation internationale. Cette normalisation a révolutionné la fabrication, en permettant la production de masse et l'interchangeabilité des pièces entre les industries et les frontières géographiques.
Aujourd'hui, deux normes principales de mesure des filets dominent la fabrication mondiale :
- Le système britannique (impérial) : Basé sur les pouces, il est couramment utilisé aux États-Unis et dans certains pays du Commonwealth.
- Le système métrique : Largement adopté au niveau international, y compris en Chine.
La Chine, s'alignant sur les pratiques internationales, a pleinement adopté le système métrique. Dans la fabrication et l'ingénierie chinoises, les mesures et les spécifications des filetages sont systématiquement exprimées en millimètres métriques (mm). Cette adoption facilite l'intégration dans les chaînes d'approvisionnement mondiales et le respect des normes d'ingénierie internationales.
L'histoire du filetage reflète les tendances plus générales du progrès technologique, de la normalisation et de la coopération industrielle mondiale. De l'ingéniosité de la Grèce antique à la fabrication de précision moderne, l'évolution du filetage continue de jouer un rôle crucial dans l'ingénierie mécanique et le progrès industriel.
2. Définition du fil
Un fil est une arête hélicoïdale continue formée par l'enroulement autour d'une surface cylindrique ou conique selon un schéma en spirale. Cette structure hélicoïdale permet de convertir un mouvement de rotation en mouvement linéaire, facilitant ainsi le déplacement linéaire contrôlé d'objets.
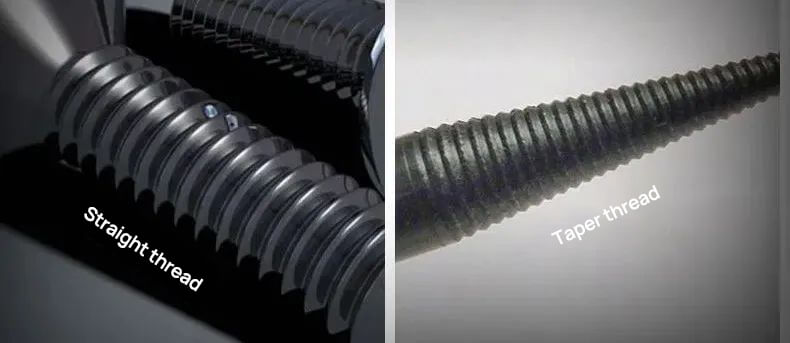
Les fils peuvent être classés en deux types principaux en fonction de la géométrie de leur surface :
Filets coniques : Créés sur des surfaces coniques, avec un diamètre qui varie progressivement.
Filets droits : Formés sur des surfaces cylindriques, ils conservent un diamètre constant sur toute leur longueur.
Fig. 3 filets droits et coniques
Les fils sont également classés en deux catégories : les fils externes et les fils internes :
- Filets extérieurs : Les arêtes saillantes sur la surface extérieure d'une pièce, que l'on trouve généralement sur les boulons, les vis et les goujons.
- Filets intérieurs : Rainures hélicoïdales creusées dans la surface intérieure d'une pièce, généralement présentes dans les écrous, les trous taraudés et d'autres composants nécessitant un assemblage.
L'accouplement des filetages extérieur et intérieur permet une fixation sûre ou un actionnement linéaire précis par engagement rotatif. Ce mécanisme de verrouillage constitue la base d'une large gamme de connexions mécaniques et d'applications de transfert de mouvement dans les domaines de l'ingénierie et de la fabrication.
3. Les cinq éléments du fil
Une description complète du fil doit comporter au moins cinq éléments, à savoir
- forme de la dent
- diamètre nominal
- nombre de lignes
- pitch (ou lead)
- sens de rotation
Le profil de la dent est le facteur clé pour déterminer l'utilisation finale du fil.
Forme des dents
La forme de la dent fait référence à la géométrie du fil.
Les différentes formes de dents déterminent si le filetage est utilisé pour la connexion ou la transmission.
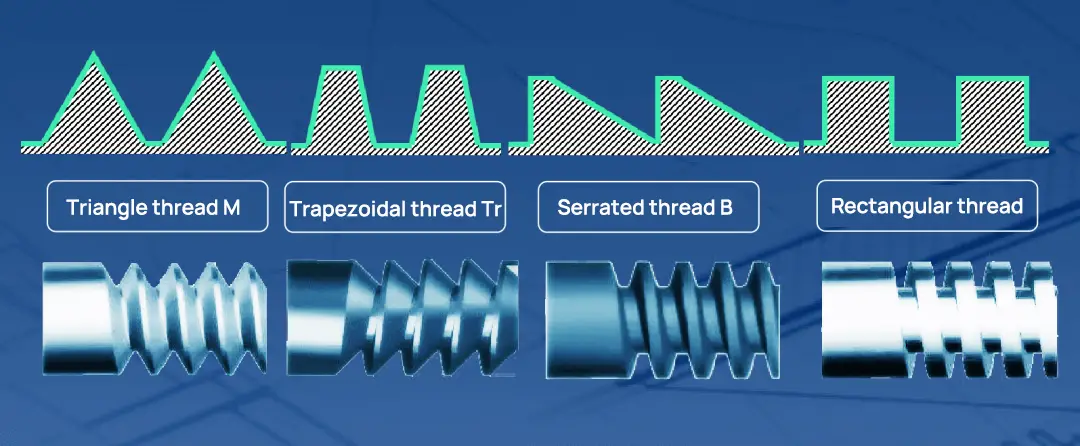
Actuellement, les types de dents les plus couramment utilisés sont le triangle, le trapèze, la dent de scie et le rectangle.
Le filet triangulaire est principalement utilisé pour la connexion, tandis que les trois autres motifs de dents sont utilisés pour transmission de puissance.
Fig. 4 Comparaison de quatre types de fils courants
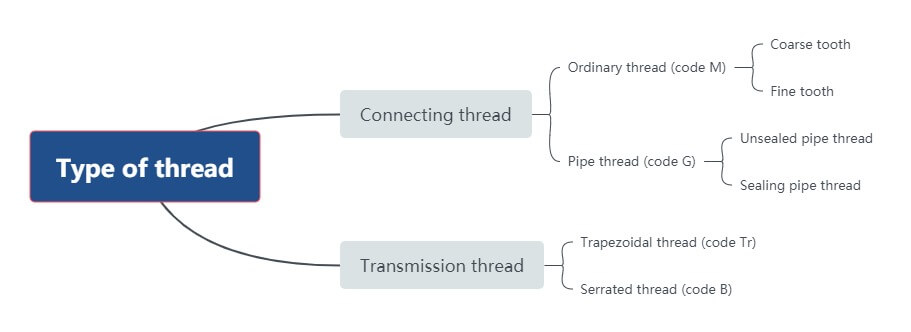
Le filetage triangulaire se compose de deux principaux types de filets : le filetage ordinaire (code M) et le filetage pour tuyaux (code G).
Le filet M est le filet d'assemblage le plus couramment utilisé, et il est classé en deux catégories : les dents grossières et les dents fines. Les dents fines sont généralement utilisées pour les pièces de petite taille ou à parois minces.
D'autre part, les filetages de tuyaux sont utilisés pour raccorder les conduites d'eau, les conduites de gaz et d'autres canalisations.
Le filet trapézoïdal avec le code Tr est utilisé pour la transmission de puissance dans diverses vis d'entraînement de machines-outils.
Le fil dentelé avec le code B est capable de transmettre la puissance dans une seule direction.
La figure 5 présente la classification des filets en fonction de leur utilisation et du type de dent.
Fig. 5 Classification des fils
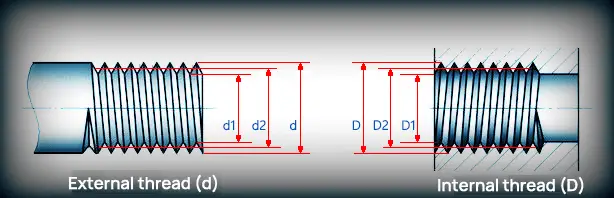
Diamètre
La taille du filetage est généralement déterminée par le diamètre nominal. Toutefois, pour les filetages de tuyaux, le diamètre nominal est le diamètre intérieur du tuyau (en pouces), tandis que pour les autres filetages, il s'agit du diamètre principal (en unités métriques).
Les filets extérieurs sont désignés par la lettre majuscule "D", tandis que les filets intérieurs sont désignés par la lettre minuscule "d". Le diamètre principal est le diamètre d'un cylindre imaginaire tangent à la crête d'un filet extérieur ou à la racine d'un filet intérieur. Inversement, le diamètre mineur est le diamètre d'un cylindre imaginaire qui est tangent à la racine d'un filet extérieur ou à la crête d'un filet intérieur.
Le diamètre primitif est un paramètre crucial pour obtenir l'ajustement et la résistance du filetage. Il s'agit du diamètre d'un cylindre imaginaire dont la largeur de dent sur la ligne de pas est égale à la largeur de la dent adjacente.
Fig. 6 : grand, moyen et petit diamètre du filetage extérieur et du filetage intérieur
Nombre de lignes
Le nombre de fils fait référence au nombre de lignes en spirale lors de la formation des fils, qui peuvent être divisés en lignes simples et lignes multiples.
Le fil simple désigne le fil formé le long d'une ligne de spirale, et le fil multiple désigne le fil formé le long de deux lignes de spirale ou plus.
Fig. 7 : Filet à une et deux lignes
Pitch (plomb)
La distance axiale P entre les deux points correspondants sur la ligne du diamètre primitif de deux dents adjacentes sur le filetage est appelée le pas ;
Sur le même filet, la distance axiale Ph entre les deux points correspondants de deux dents adjacentes sur la ligne du diamètre primitif est appelée avance.
Fig. 8 pas et plomb
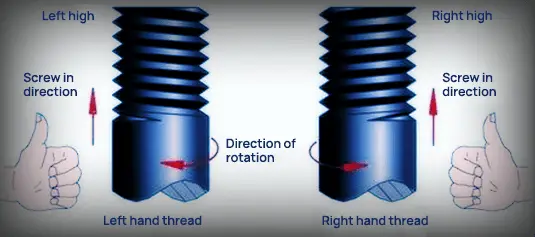
Fig. 9 Direction du fil
4. Normes générales des filetages dans différents pays
Les normes de filetage en vigueur dans les différents pays sont principalement les normes de mesure et d'identification des filets de classe 2 en unités métriques et en unités de pouce.
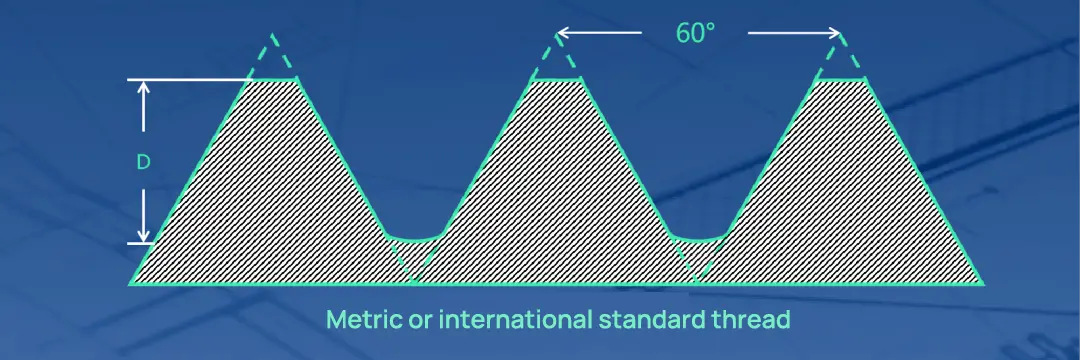
Filetage métrique ou international
Le filetage métrique a été adopté pour la première fois dans le centre de la France entre 1898 et 1908, puis il a été largement promu dans différents pays.
En Chine, la norme de filetage métrique GB est adoptée.
Le code de filetage métrique M s'applique à l'assemblage de pièces dont le diamètre est compris entre 0,25 mm et 300 mm.
L'angle du filet est de 60°, et la partie supérieure de la dent est plate, ce qui la rend facile à tourner, tandis que la partie inférieure de la dent est un arc de cercle qui renforce la solidité du filet.
Le filetage métrique peut être classé en deux catégories : le filetage grossier et le filetage fin.
Fig. 10 filetage métrique standard
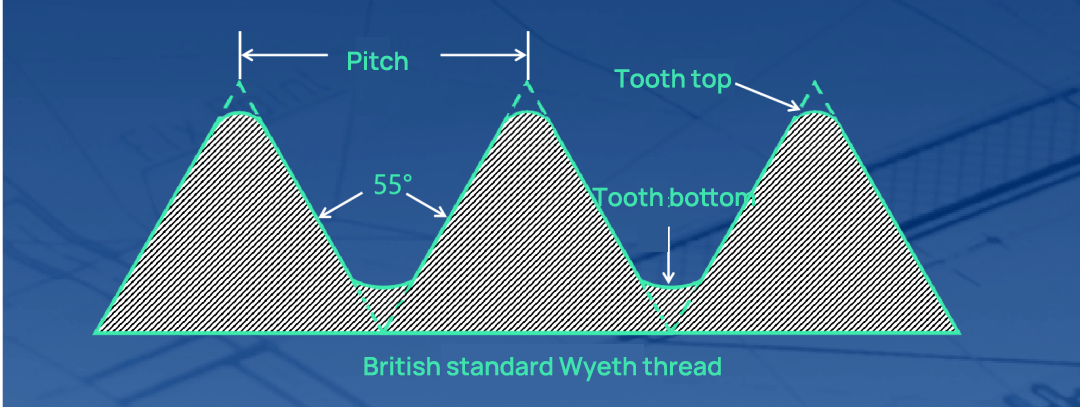
Filet Wyeth standard britannique
D'origine britannique, ce fil a été inventé par le citoyen britannique Joseph Whitworth en 1841, d'où son nom.
L'angle de fil de ce fil est de 55°, et le haut et le bas du fil sont en arc de cercle, également connu sous le nom de fil b.s.w.
Fig. 11 Norme britannique Norme de filetage Wyeth
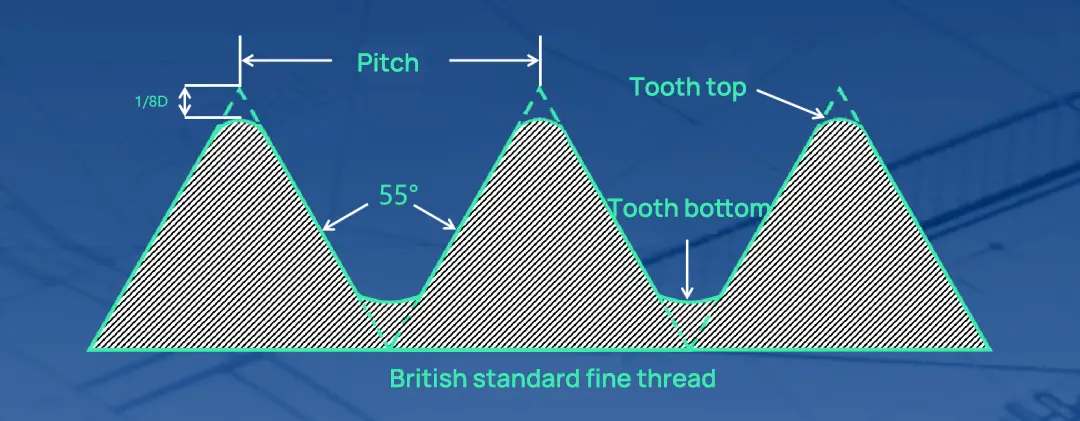
Filet fin standard britannique
La forme du filet de ce type est similaire à celle d'un filet B.S.W. et l'angle du filet est également de 55°. Toutefois, le nombre de filets par pouce est plus élevé, ce qui se traduit par une épaisseur de fil plus fine et une prise en main plus forte.
Ce type de filetage est généralement utilisé pour les pièces qui nécessitent un fort enracinement ou qui doivent résister à des niveaux élevés de vibration.
Fig. 12 Norme britannique filetage fin norme
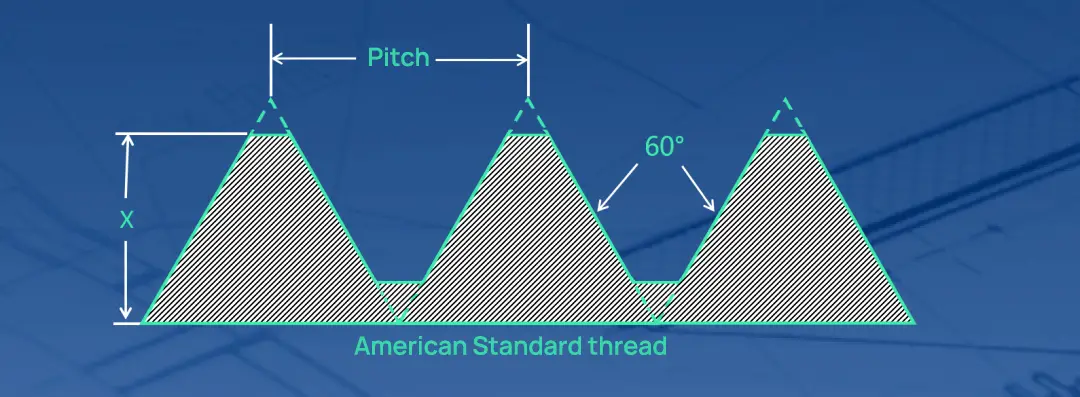
Filet American Standard
Le filet standard américain a un dessus et un dessous plats, ce qui lui confère une bonne solidité et une bonne résistance à la tension.
L'angle du filet est de 60° et sa spécification est exprimée en dents par pouce, classées en trois niveaux : dents grossières (NC), dents fines (NF) et dents super fines (NEF).
Fig. 13 Filetage American Standard
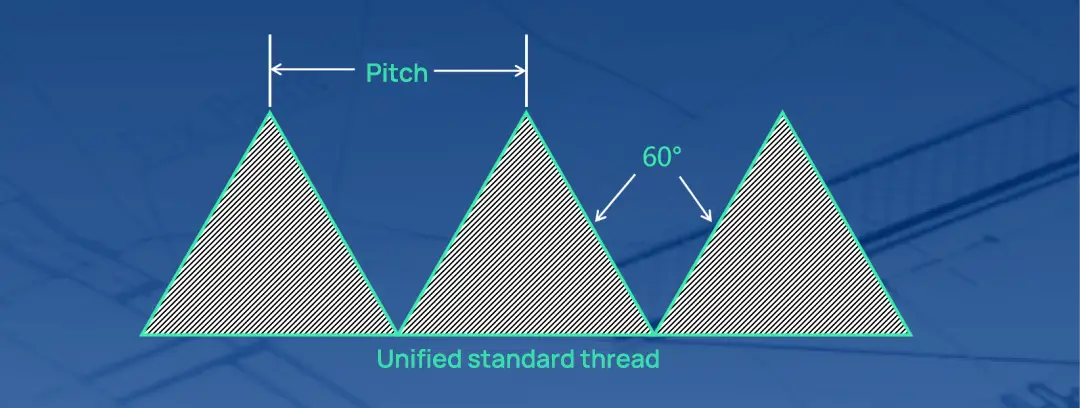
Filet standard unifié
Le fil britannique, qui est actuellement couramment utilisé, a été mis au point par les États-Unis, la Grande-Bretagne et le Canada.
Contrairement au filet standard américain, le filet britannique a un angle de 60° et ses spécifications sont exprimées par le nombre de dents par pouce. En outre, il est divisé en trois niveaux : dent grossière (UNC), dent fine (UNF) et dent ultrafine (UNEF).
Fig. 14 normes unifiées de filetage des Etats-Unis, de la Grande-Bretagne et du Canada
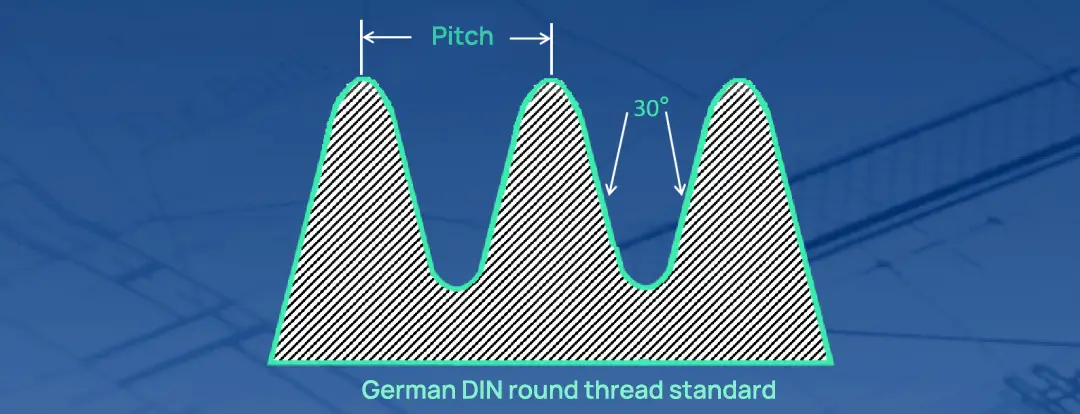
Norme allemande de filetage rond DIN
Il s'agit du filetage standard déterminé par din en Allemagne.
Le filetage est rond, ce qui permet de raccorder des ampoules et des tubes en caoutchouc.
Le code du fil est Rd.
Fig. 15 Norme allemande de filetage rond DIN
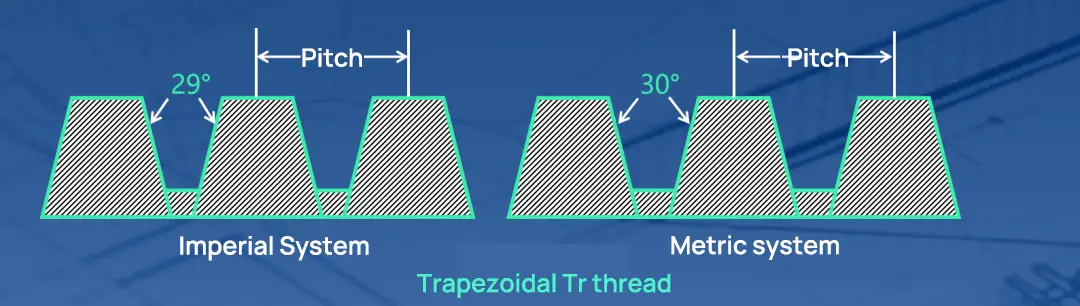
Filet trapézoïdal Tr
Le filetage trapézoïdal, également connu sous le nom de filetage acmé, est un filetage de transmission spécial qui peut être ajusté par l'écrou après usure.
L'angle de filetage lorsque le standard de filetage métrique est utilisé est de 30 °, et l'angle de filetage lorsque le standard de filetage britannique est utilisé est de 29 °.
Fig. 16 Filet trapézoïdal Tr
5. Identification des filets métriques standard de la Chine et exemples
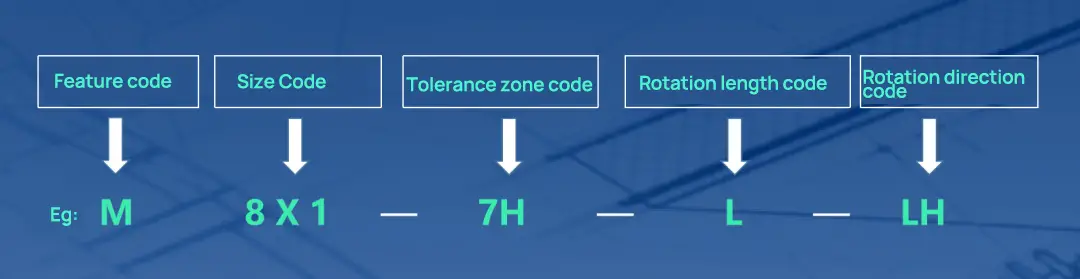
Selon la norme chinoise GB, l'unité de mesure pour le marquage des fils ordinaires est le millimètre. La première lettre indique le code du filet, tandis que le deuxième chiffre représente le diamètre nominal, également appelé diamètre principal du filet. Les autres symboles représentent respectivement le code de tolérance, le code de longueur de la vis et le code de direction de la vis.
Il est obligatoire de marquer le pas fin, tandis que le pas grossier peut être omis.
Fig. 17 : marquage du contenu de 5 parties de fil ordinaire
Notes de code de chaque partie :
Le code de caractéristique représente le type de filetage, M représentant un filetage ordinaire. Le code de taille indique le diamètre nominal × le pas. Par exemple, 8X1 signifie que le diamètre nominal est de 8 et le pas de 1.
Le code de la zone de tolérance comprend un degré de tolérance (nombre) et un écart de base. Le filetage extérieur est représenté par des lettres minuscules et le filetage intérieur par des lettres majuscules.
Le code de la longueur de vissage utilise L, N et s pour représenter respectivement la longueur longue, moyenne et courte. Lorsque le filetage est de longueur de vissage moyenne, le code N n'est pas indiqué.
Le code du sens de rotation est marqué LH pour le filetage à gauche et n'est pas marqué pour le filetage à droite.
Exemple d'interprétation
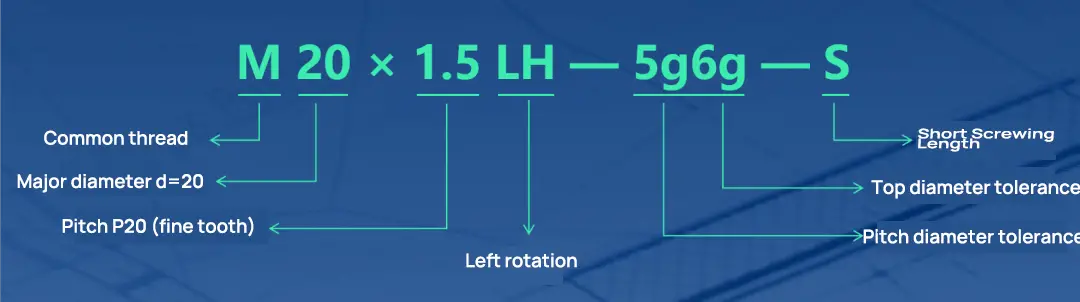
Exemple 1 : quel filet représente M20x1,5LH-5g6g-S ?
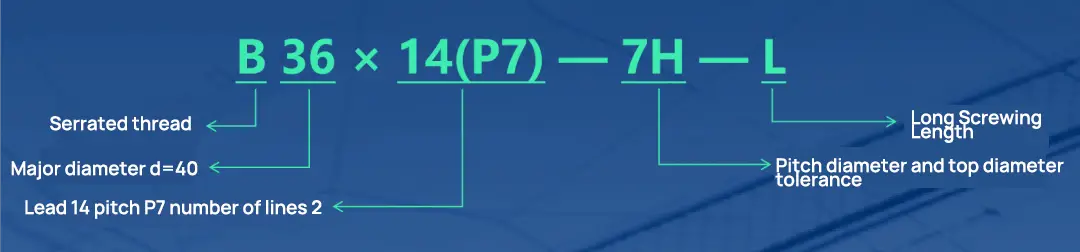
Exemple 2 : à quel type de fil B36x14 (P7) -7H-L fait-il référence ?
Exemple 3 : comment représenter le filetage simple gauche, le filetage fin et le filetage ordinaire avec un diamètre nominal de 20 et un pas de 1,5 ?
6. Méthode de traitement de la personnalisation du fil
Le filetage peut être personnalisé par trois méthodes : le tournage à commande numérique, le fraisage à trois axes, le taraudage et le filetage.
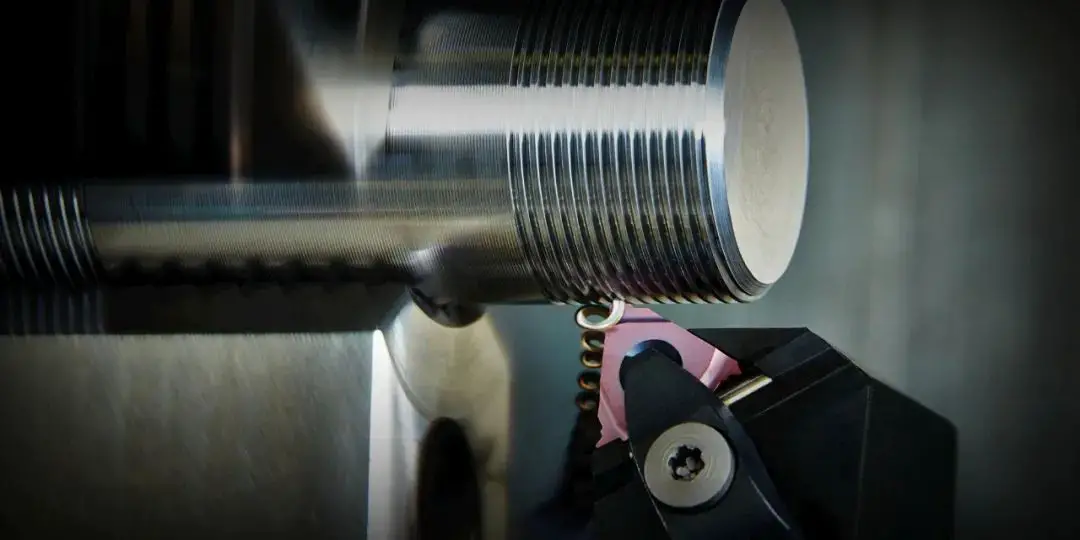
Méthode 1 Tournage NC
Tournage NC avec outil de tournage est la méthode de traitement personnalisé la plus couramment utilisée pour les pièces uniques et les petits lots de pièces filetées en raison de sa structure simple.
Fig. 18 Usinage personnalisé du filet de tournage
Méthode 2 Fraisage NC
En général, le fraisage est effectué à l'aide de fraises à disque ou de fraises à peigne.
Les fraises à disque sont principalement utilisées pour le fraisage de filets extérieurs trapézoïdaux sur des pièces telles que des tiges de vis et des vis sans fin. En revanche, les fraises à peigne sont utilisées pour le fraisage de filets ordinaires internes et externes ou de filets coniques.
Fig. 19 Traitement personnalisé d'un filet de fraisage à commande numérique
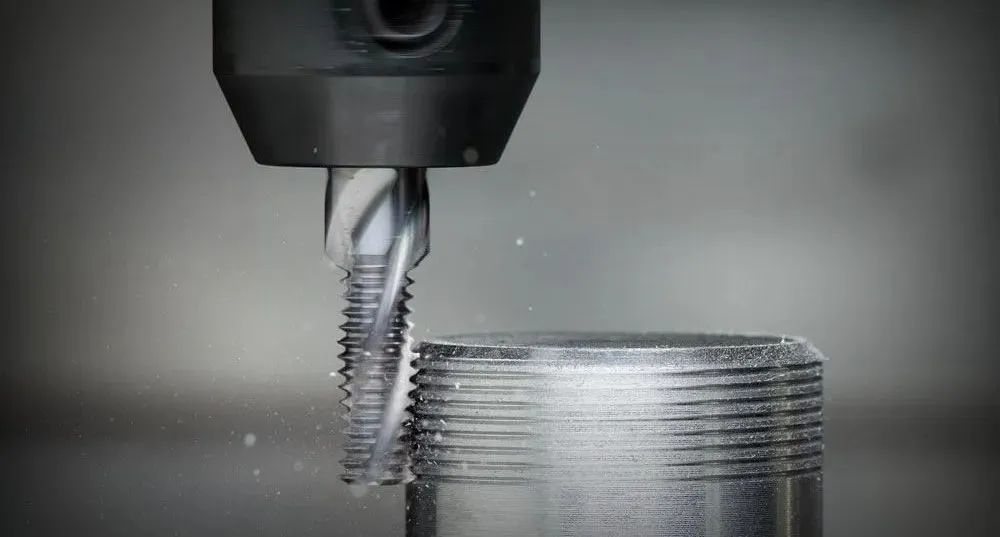
Méthode 3 : taraudage et filetage
Le taraudage consiste à utiliser un certain couple pour visser le taraud dans le trou inférieur prépercé sur la pièce à usiner, de manière à obtenir le filetage interne requis.
Fig. 20 : tapotements
Le filetage est une méthode de formage qui consiste à découper un filet extérieur sur une pièce en barre à l'aide d'une filière.
Fig. 21 filetage
La précision du taraudage et du filetage dépend d'une part de la précision du taraud ou de la filière utilisés, et d'autre part de l'expérience de l'opérateur qui exécute la tâche.
Pour plusieurs filets intérieurs non standard de petit diamètre, le taraudage est la seule méthode de traitement possible.
Le taraudage et le filetage peuvent être effectués manuellement ou à l'aide de machines telles que des tours, forage les machines à tarauder, les machines à tarauder ou les machines à fileter.