Équipement de découpe de la tôle : Lequel vous convient le mieux ?
Comment choisir le bon équipement de découpe de tôle ? Avec de nombreuses options allant des cisailles traditionnelles aux découpeurs laser avancés, le choix du meilleur outil peut s'avérer décourageant. Cet article explore les caractéristiques, les avantages et les limites des différentes méthodes de découpe, telles que la découpe au chalumeau, au plasma et au jet d'eau. En comprenant ces facteurs, vous serez en mesure de prendre une décision éclairée et adaptée à vos besoins spécifiques. Plongez dans cet article pour découvrir quel équipement offre l'efficacité et la précision que vos projets exigent.
Avec les progrès de la technologie de transformation de la tôle, la technologie de fabrication chinoise évolue également et l'écart avec les pays étrangers développés se réduit.
De nombreuses entreprises étrangères de renom délocalisent leurs bases de production en Chine et apportent avec elles des idées novatrices dans le domaine de la transformation de la tôle.
Les équipements traditionnels de découpe de la tôle comprennent les cisailles à commande numérique et non numérique, les presses, l'oxycoupage, le découpage au plasma et le découpage à l'eau sous haute pression.
Ces appareils détiennent une part de marché importante et sont réputés pour leur prix abordable.
Bien qu'elles présentent certains inconvénients par rapport à la technologie moderne de découpe au laser, elles ont également leurs propres avantages.
Après avoir lu les descriptions suivantes des différentes tôle vous pourrez déterminer quel équipement de découpe des métaux est le mieux adapté à vos besoins avant d'apprendre à découper la tôle.
Ciseaux
Les cisailles à commande numérique (CN) sont principalement conçues pour la coupe en ligne droite et peuvent couper des feuilles d'une longueur maximale de 4 mètres. Cependant, elles sont limitées à la coupe de lignes droites et conviennent aux applications industrielles qui ne nécessitent qu'une coupe en ligne droite après l'aplatissement.
CNC/tourelle les poinçonneuses offrent une plus grande polyvalence dans l'usinage des courbes, car un poinçon peut être équipé d'un ou de plusieurs jeux de moules carrés, ronds ou d'autres moules de poinçonnage spécialisés. Ils sont généralement utilisés pour des travaux de tôlerie spécifiques, notamment dans l'industrie de l'ébénisterie. Les principales techniques de traitement comprennent la coupe en ligne droite, la découpe de trous carrés et ronds, et la production de modèles relativement simples et fixes. Ces presses sont principalement utilisées sur des tôles en carbone d'une épaisseur inférieure à 2 mm, et la zone de découpe est généralement de l'ordre de 2,5 m x 1,25 m.
Toutefois, l'utilisation de poinçonneuses pour coupe de l'acier inoxydable Les plaques d'une épaisseur supérieure à 1,5 mm ne sont pas recommandées car elles entraînent une consommation élevée de moule en raison de leur forte viscosité. En outre, il n'est pas recommandé d'utiliser des plaques d'une épaisseur supérieure à 1,5 mm, les poinçonneuses sont limités dans leur capacité à poinçonner des plaques d'acier épaisses, et la surface obtenue peut s'effondrer. Le coût élevé et le long cycle de développement des moules, ainsi que la faible flexibilité, sont d'autres inconvénients de cette méthode.
Dans de nombreux pays, acier de coupe Les plaques d'une épaisseur supérieure à 2 mm sont généralement découpées à l'aide d'un laser moderne plutôt qu'à l'aide d'une poinçonneuse. Cela s'explique par la qualité de surface inférieure du poinçonnage et du cisaillage des tôles épaisses, ainsi que par la nécessité d'un tonnage plus important pour poinçonner les tôles plus épaisses. Cette méthode est considérée comme un gaspillage de ressources et n'est pas non plus respectueuse de l'environnement en raison des niveaux de bruit élevés générés par le processus.
Coupe à la flamme
En tant que méthode traditionnelle de découpage, l'oxycoupage a encore un marché important en raison de son faible investissement et de ses exigences de qualité peu élevées (qui peuvent être résolues par un processus d'usinage supplémentaire).
Il est principalement utilisé pour couper de l'acier épais les plaques de plus de 40 mm d'épaisseur.
Cependant, ses inconvénients sont une déformation thermique excessive, des fentes larges, un gaspillage important d'acier et une vitesse de traitement lente, ce qui le rend uniquement adapté à la fabrication d'ébauches.
L'oxycoupage plasma et l'oxycoupage plasma fin sont semblables à l'oxycoupage à la flamme, mais ils ont une plus grande portée. zone affectée thermiquement. Cependant, ils offrent une meilleure précision et une plus grande rapidité par rapport aux l'oxycoupageLe découpage au plasma devient ainsi une force dominante dans le traitement des tôles de taille moyenne.
L'amende Machine de découpe plasma CNC a atteint les limites inférieures de la découpe laser en termes de précision lors de la découpe de tôles d'acier au carbone de 22 mm. La vitesse de coupe peut atteindre plus de 2 mètres par minute, ce qui permet d'obtenir une surface de coupe lisse, la meilleure inclinaison étant contrôlée à 1,5 degré près.
Le découpage au plasma présente toutefois certains inconvénients. La déformation thermique peut être excessive lors de la découpe de plaques minces, et l'inclinaison peut être plus importante. Lorsque des coupes de haute précision sont nécessaires, le découpage au plasma n'est peut-être pas la meilleure option. En outre, les consommables utilisés pour le découpage au plasma sont très coûteux.
Le découpage à l'eau sous haute pression est une technique qui utilise un jet d'eau à grande vitesse mélangé à du carborundum pour découper la tôle.
Cette méthode présente très peu de restrictions quant aux matériaux qu'elle permet de découper et peut atteindre une épaisseur de 100 mm.
Il peut non seulement découper des matériaux facilement cassables, tels que la céramique et le verre, qui posent des problèmes pour la découpe thermique, mais il peut également découper des matériaux hautement réfléchissants, tels que le verre et le verre. cuivre et aluminiumqui sont difficiles à découper à l'aide de lasers. Cependant, découpe au laser a ses propres défis à relever.
L'un des inconvénients du découpage à l'eau sous haute pression est sa vitesse de traitement lente, et il peut générer beaucoup de déchets et de débris, ce qui le rend peu respectueux de l'environnement. En outre, il nécessite un grand nombre de consommables.
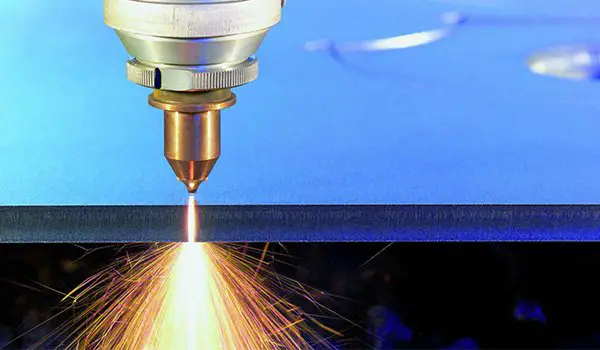
La découpe laser change la donne dans les domaines suivants transformation de la tôleLa découpe laser est la pierre angulaire de la fabrication de tôles. Grâce à sa grande flexibilité, à sa vitesse de coupe rapide, à sa production efficace et à son cycle de production court, la découpe laser a acquis une grande popularité auprès des clients.
L'un des principaux avantages de la découpe laser est l'absence de force de coupe et de déformation. En outre, elle ne nécessite pas d'usure de l'outil et présente une bonne compatibilité avec les matériaux.
Que les pièces soient simples ou complexes, la découpe laser peut produire rapidement des coupes précises. Elle offre des fentes étroites, des coupes de haute qualité, une automatisation élevée, une facilité d'utilisation, une faible intensité de main-d'œuvre et un environnement non pollué.
La découpe laser permet également la découpe et l'imbrication automatiques, ce qui améliore l'utilisation des matériaux et réduit les coûts de production, d'où un bon résultat économique.
Cette technologie a une longue durée de vie et est actuellement utilisée pour couper des plaques d'une épaisseur supérieure à 2 mm dans d'autres pays.
De nombreux experts étrangers prédisent que les 30 à 40 prochaines années seront l'âge d'or de l'économie européenne. technologie de traitement au laser, en particulier dans le domaine de la transformation de la tôle.
En conclusion
Il est généralement recommandé d'utiliser la découpe laser pour les plaques d'acier au carbone d'une épaisseur maximale de 20 mm, les plaques d'acier inoxydable d'une épaisseur maximale de 10 mm et les plaques d'acier non inoxydable d'une épaisseur maximale de 10 mm.matériaux métalliques tels que l'acrylique et les planches.
Pour les plaques d'acier de 20 à 50 mm, il est recommandé de procéder à un découpage au plasma.
Le découpage à la flamme est la méthode recommandée pour les plaques d'acier de plus de 50 mm.
Pour le traitement de matériaux non métalliques fragiles tels que le cuivre, l'aluminium, le verre et le marbre, il est recommandé d'utiliser un couteau à eau.
Dans l'industrie de la fabrication de tôles, où une seule variété est relativement courante, comme la production de lots d'armoires avec une épaisseur de tôle inférieure à 1 mm, Poinçonnage CNC sont recommandées, et d'autres méthodes de coupe peuvent être utilisées pour faciliter le processus de coupe.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi certaines tôles sont parfaitement planes alors que d'autres se déforment ? Cet article révèle les secrets des forces de coupe des cisailles à tôles rotatives. Vous apprendrez comment...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Comment s'assurer que votre cisaille guillotine fonctionne en toute sécurité et dure plus longtemps ? Cet article explore les pratiques d'entretien essentielles pour les cisailles guillotine, des contrôles quotidiens aux révisions annuelles. Vous apprendrez...
Vous êtes-vous déjà demandé quelles entreprises étaient à la tête de l'industrie des cisailles hydrauliques ? Cet article explore les 26 premiers fabricants mondiaux, en détaillant leur histoire, leurs spécialités et leur portée mondiale. Des entreprises établies de longue date...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Votre cisaille mécanique ne fonctionne pas comme elle le devrait ? Dans ce guide, vous trouverez des étapes de dépannage détaillées pour des problèmes courants tels que des largeurs de cisaillement incohérentes, des problèmes de rectitude de surface, des...
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment les usines pouvaient réaliser des coupes de métal précises avec un minimum d'effort ? C'est là qu'intervient la machine à gruger, un outil polyvalent utilisé pour découper des plaques de métal à différents angles. Cet article...
Faites passer votre entreprise à la vitesse supérieure