Les cisailles à tôles pivotantes sont largement utilisées en raison de leur structure simple, de leur faible taux de défaillance, de leur grande efficacité de coupe et de leur capacité à éviter le cintrage, le gauchissement et la déformation de la tôle après le cisaillement, contrairement aux cisailles à tôles ordinaires. Cela s'explique principalement par le fait qu'elles adoptent le plus souvent une arête de coupe oblique.
Pendant le processus de cisaillement, la tourelle de la cisaille pivotante tourne, ce qui modifie l'angle et le jeu de la lame. Cependant, lors de la conception, le calcul de la force de cisaillement Le calcul du cisaillement de la poutre pivotante est souvent basé sur la formule de calcul de la force de cisaillement du mouvement rectiligne du support de la lame. Cela peut conduire à des calculs inexacts, à des écarts par rapport à la taille de conception, et peut affecter davantage ses performances normales.
1. Calcul de la force de cisaillement
Le calcul de la force de cisaillement dans les machines de cisaillement à lames obliques qui déplacent l'outil en ligne droite utilise principalement la formule de Nosari, qui a été proposée par des chercheurs de l'ex-Union soviétique.
Dans la formule :
- σ - Limite de résistance de la plaque à découper, N / mnm ;
- δ - Ductilité de la feuille à découper ;
- H - Epaisseur de la plaque à couper, mm ;
- α - Angle de cisaillement, en degrés ;
- X, Y, Z - Les force de flexion la valeur relative du jeu latéral de la lame de cisaillement et le coefficient de pression du matériau.
Il est clair que la formule (1) ne tient pas compte du processus de cisaillement après la modification de l'angle de cisaillement, et que l'écart de cisaillement est également considéré sur la base d'une valeur ponctuelle. Par conséquent, elle ne convient qu'au cadre du couteau qui effectue un cisaillement à mouvement linéaire.
2. Angle de cisaillement et écart de cisaillement
Dans les cisailles à tôle pivotante, afin de maintenir un écart et un angle de cisaillement constants pendant le processus de cisaillement, la surface de montage de la lame sur le porte-outil doit être usinée en une surface en spirale dans l'espace.
Toutefois, dans la pratique, pour simplifier le processus d'usinage et tenir compte de la forme de la lame (qui est généralement rectangulaire avec une surface arrière plate), la surface de la spirale est directement usinée dans un plan parallèle à l'axe de rotation du porte-outil.
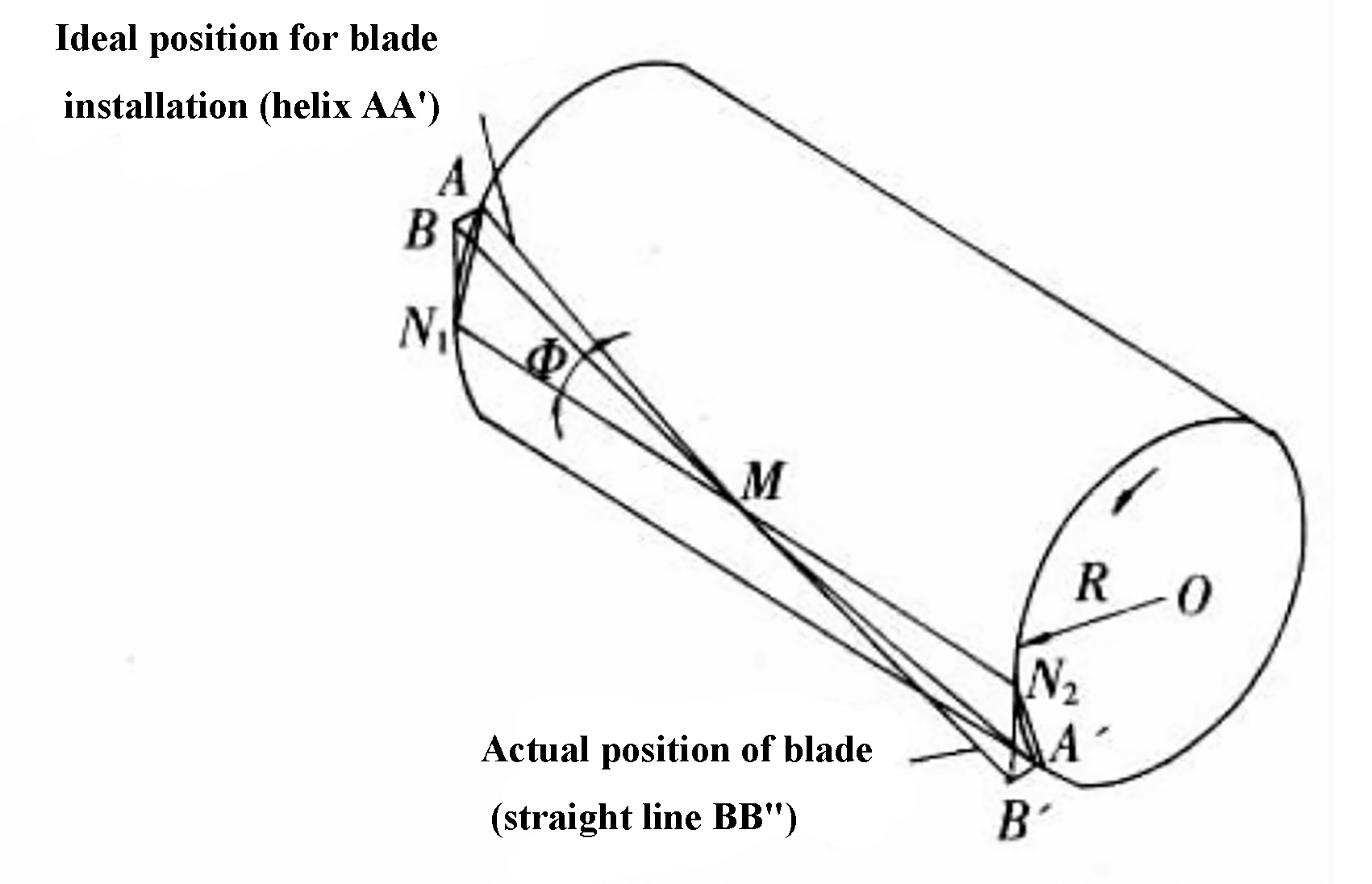
Comme le montre la figure 1, il existe une position d'installation idéale à AA' et une position d'installation réelle à BB' (où Ф représente l'angle de cisaillement dans la figure).
2.1 Angle de cisaillement
L'outil n'étant pas installé en fonction de la surface de la spirale, la méthode d'installation actuelle consiste à rendre la lame tangentielle à la surface d'installation à une certaine hauteur.
Cela signifie que lorsque la lame est montée sur le porte-outil à un certain angle de cisaillement Ф, la lame est toujours tangente à AA' (comme le montre la figure 1) en raison du serrage des vis.
Fig. 1 Schéma d'installation des lames dans les cisailles à plaques pivotantes
Pour garantir la qualité de la cisaille, la cisaille à plaques à balancier est surélevée par rapport au plan y de l'axe de rotation de la table afin de maintenir un angle de dégagement γ constant pendant le processus de cisaillement.
Toutefois, comme le plan de montage de la lame est parallèle à l'axe de rotation du porte-outil, une lame d'une certaine épaisseur et d'une certaine hauteur ne peut être installée qu'à BB' ou parallèlement à celui-ci.
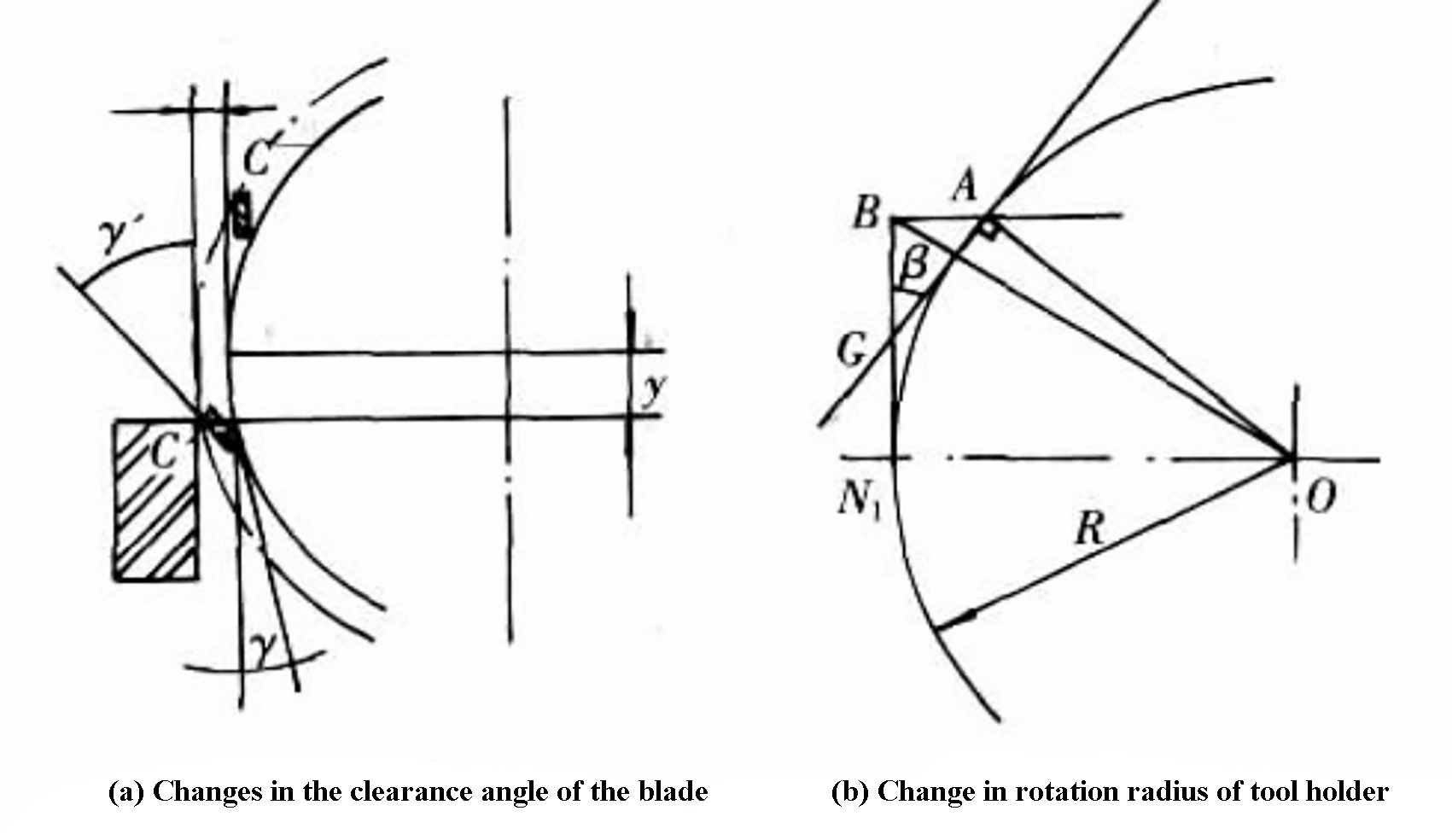
Comme le montre le côté gauche de la figure 1, la lame passe de la position idéale tangente au point A à la position BN tangente au point N. Il en résulte une modification de l'angle de cisaillement, comme le montre la figure 2.
Lorsque le point de cisaillement est déplacé du point M au point B, l'angle de cisaillement passe progressivement de γ (qui doit être maintenu à une valeur constante) à γ = γ' + β.
Lorsque le point de cisaillement se déplace du point B au point M, γ' = γ - β, comme le montre la figure 2(a).
Fig. 2 Variation de l'angle et du rayon de rotation de l'arête du couteau dans l'opération de cisaillement de plaques de type oscillant
Si la longueur du lame de cisaillement est l, l'angle de cisaillement est Ф et le rayon de rotation de la lame est R, la relation géométrique illustrée à la figure 2b est obtenue lorsque la lame entière est utilisée.
Si l'on utilise n lames et que l'on règle l'épaisseur à l'aide de cales d'ajustement, alors.. :
D'après la longueur totale, on peut observer que l'angle arrière de la lame pendant la coupe est de γ ± β.
2.2 Jeu de cisaillement
Afin de faciliter l'installation et d'améliorer la qualité du cisaillement, les cisailles à tôles pivotantes utilisent généralement des lames longues.
Lorsque la lame est installée dans le porte-outil le long de la direction de l'axe avec un angle de cisaillement Ф, si le point de cisaillement se déplace de B' à B (figure 1) pendant le processus de cisaillement, le rayon de rotation réel du porte-outil augmentera.
En supposant que le rayon de rotation est R, que l'angle de cisaillement est Ф et que la longueur du porte-outil est l, la différence entre le rayon de rotation maximal OB et R est illustrée à la figure 2(b) :
Pour que l'arête de coupe n'endommage pas la table pendant le processus de cisaillement, il est nécessaire de maintenir un écart de cisaillement △ supérieur à △R.
Si l'on prend comme exemple la cisaille à plaques pivotante QC12Y-6×200, avec un rayon de rotation de R=469 mm, un angle de cisaillement de Ф=1,5° et une longueur de lame de 1100 mm avec 3 pièces, la substitution de ces valeurs dans les formules (3) et (4) donne β ≈ 5° et △R = 1,87 mm, respectivement.
3. L'impact
Au cours du processus de cisaillement des plaques, la qualité et la force du cisaillement dépendent fortement de l'écart de cisaillement. Les effets de cisaillement et d'arrachement coexistent pendant le processus, et l'augmentation de l'écart de cisaillement entraîne une plus grande proportion d'arrachement, mais en même temps, la qualité du cisaillement se détériore.
Pour le cisaillement de plaques épaisses, l'écart de cisaillement doit généralement être contrôlé dans une fourchette de 8% à 12%, d'après l'expérience acquise. Cependant, l'utilisation de la technologie simplifiée de la surface de montage des lames de la cisaille à plaques pivotante rend difficile le respect de cette exigence.
Lorsque l'écart de cisaillement dépasse la valeur empirique, il entraîne inévitablement des changements dans la force de cisaillement. L'équation (1) montre qu'une augmentation de l'écart de cisaillement entraîne une augmentation de la valeur relative du jeu latéral de la lame de cisaillement, ce qui se traduit en fin de compte par une augmentation de la force de cisaillement requise pendant le processus de cisaillement.
Au cours du processus de cisaillement, l'action de cisaillement augmente le mouvement de cisaillement de deux manières :
Premièrement, il augmente la force de cisaillement, ce qui se traduit par une perte de puissance accrue.
Deuxièmement, il augmente la déformation plastique de la plaque, ce qui entraîne une augmentation de la friction entre la lame et la plaque cisaillée. Cela augmentera la force de cisaillement nécessaire pour le cisaillement et réduira la durée de vie de l'outil.
Par conséquent, pour la cisaille à plaque pivotante, il convient de choisir une valeur relativement plus élevée du jeu latéral de la lame de cisaillement et du coefficient d'usure de la lame lors de l'utilisation de la formule (1) pour calculer la force de cisaillement afin de compenser l'impact des facteurs susmentionnés.
Pour garantir la qualité du cisaillement et éviter le frottement de la plaque entre la lame et la surface de la lame arrière, la conception de la cisaille à plaques à balancier exige que l'angle entre la lame arrière et la surface verticale de la table soit de 1,5° à 2,0° pendant le processus de cisaillement.
Sur la base de l'analyse ci-dessus, la variation de l'angle de dépouille de la plaque de cisaillement de type oscillant est de γ ± β pendant le processus de cisaillement.
Après avoir calculé β ≈ 5° dans le QC12Y-6×200 cisaillement d'une poutre oscillanteIl est donc difficile de respecter les exigences de conception de l'angle arrière. Dans le processus de cisaillement, même un angle arrière négatif peut intensifier l'usure et la chaleur de la lame, et même produire une extrusion, réduisant ainsi la résistance de la lame.
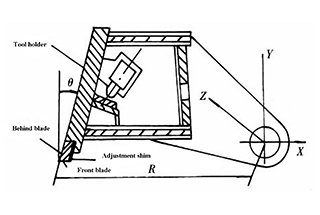
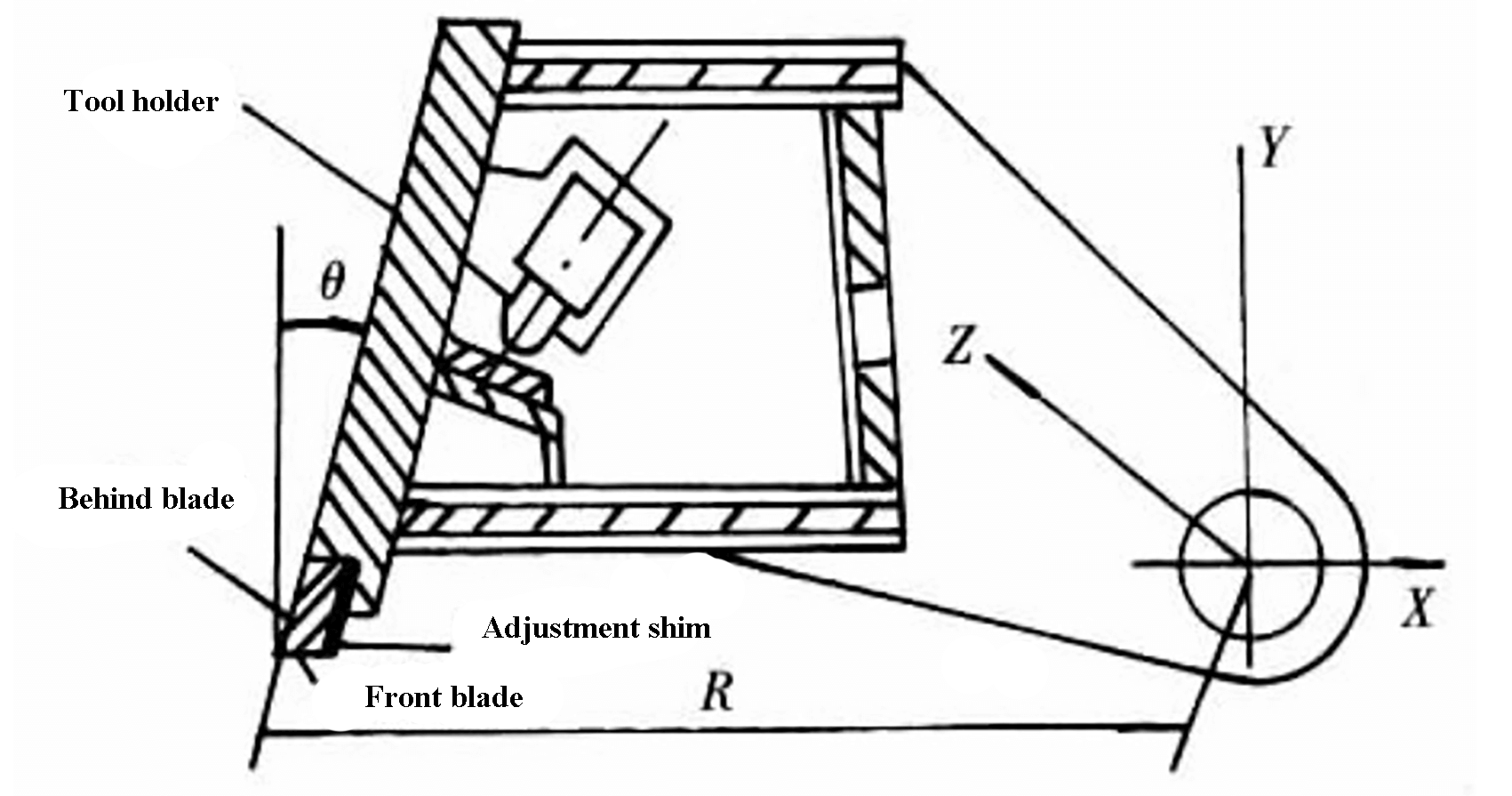
Pour éviter cette situation, un angle fixe θ entre l'avant de la lame et la surface verticale de la table est nécessaire dans la conception du porte-outil de la cisaille à plaque pivotante (voir figure 3). Tant que θ est supérieur ou égal à -β, il n'y a pas de phénomène d'écrasement entre la lame et la plaque. Cet angle n'est pas décrit dans certains documents et il est recommandé de le situer entre 5° et 7°.
Fig. 3 Schéma de la structure des lames d'une cisaille rotative hydraulique
4. Conclusion
Le calcul de l'effort de cisaillement dans les cisailles à plaques pivotantes est généralement effectué en utilisant le porte-outil pour obtenir un mouvement linéaire dans la formule de cisaillement à lames obliques.
Bien que cela soit théoriquement possible, le processus d'usinage réel implique de simplifier la surface de montage de la lame en la faisant passer d'une surface spatiale en spirale à un plan. Il en résulte des modifications du jeu de cisaillement et de l'angle de cisaillement arrière au cours du processus de cisaillement.
Les modifications du jeu de cisaillement peuvent affecter la force de cisaillement et diminuer la qualité du processus de cisaillement. D'autre part, les modifications de l'angle arrière après le cisaillement peuvent entraîner une usure, voire une extrusion entre la lame et la plaque, ce qui augmente en fin de compte la force de cisaillement.
Actuellement, le processus simplifié est couramment utilisé pour la fabrication de la surface de montage des lames des cisailles à plaques pivotantes. Il est donc essentiel de tenir compte de l'influence du jeu de cisaillement et de la variation de l'angle arrière lors du calcul de la force de cisaillement.