Manuel d'utilisation de la machine à cisailler hydraulique à poutre pivotante
Vous êtes-vous déjà demandé comment de puissantes machines transforment le métal brut en pièces précises et utilisables ? Cet article dévoile les secrets de la cisaille hydraulique, une merveille d'ingénierie. Apprenez comment elle découpe facilement des plaques d'acier et découvrez les principales caractéristiques qui en font un élément essentiel du travail des métaux. Préparez-vous à explorer son fonctionnement, son installation et son entretien, afin de vous assurer que vous exploitez tout son potentiel.
Il s'agit d'un manuel d'utilisation complet pour le machine de cisaillement des poutres oscillantesqui est également une machine de cisaillement hydraulique très populaire.
Caractéristiques de la machine à cisailler hydraulique
La machine de cisaillement hydraulique est conçue pour la découpe de précision de plaques métal-acier, avec une capacité nominale basée sur une résistance à la traction de 450 N/mm² (65 000 psi). Cette conception robuste permet une application polyvalente sur différents types de métaux.
Pour les matériaux ayant des propriétés de résistance différentes, l'épaisseur maximale de la tôle doit être ajustée en conséquence afin de maintenir des performances de coupe optimales et la longévité de la machine. Une règle générale consiste à diminuer l'épaisseur maximale proportionnellement à l'augmentation de la résistance du matériau.
La structure principale de la machine se caractérise par une conception en tôle soudée, offrant un équilibre entre la rigidité et l'optimisation du poids. Cette construction garantit la facilité d'utilisation, la fiabilité des performances et une meilleure atténuation des vibrations pendant les opérations de coupe.
L'action de coupe est alimentée par un système hydraulique à haute pression, qui fournit une force constante tout au long de la course de cisaillement. Le mécanisme de retour utilise un accumulateur d'azote, qui non seulement facilite la rétraction rapide de la lame, mais sert également de protection contre les conditions de surcharge en absorbant les pics de pression excessifs.
Pour répondre aux différents besoins de production, la machine peut être équipée soit d'un système d'affichage numérique pour le contrôle des paramètres en temps réel, soit d'un système de commande numérique (CN) plus avancé pour un fonctionnement automatisé et un contrôle de précision.
Un indicateur d'écartement de la lame est intégré dans la conception, ce qui permet des réglages rapides et précis pour s'adapter aux différentes épaisseurs de matériaux et maintenir une qualité de coupe optimale.
La machine comprend un dispositif d'alignement avec éclairage intégré, ce qui améliore la visibilité et garantit un positionnement précis du matériau. La course de coupe est réglable, une caractéristique particulièrement utile pour le traitement de plaques étroites, car elle optimise le temps de cycle et l'efficacité énergétique.
Les bras de support avant et le système de jauge arrière sont des caractéristiques standard. La butée arrière est réglable mécaniquement, sa position étant affichée numériquement ou contrôlée par un système NC utilisant des encodeurs à haute résolution. Le réglage fin s'effectue à l'aide d'un mécanisme à volant. Les bras de support avant sont équipés de règles de mesure pour une référence supplémentaire.
Pour faciliter la manipulation des matériaux, la table de travail est équipée de billes de support roulantes. Cette caractéristique minimise la déformation des tôles et réduit considérablement la friction, ce qui facilite la manipulation de pièces lourdes ou de grande taille.
La sécurité est primordiale dans la conception de la machine, avec un système de protection complet installé pour protéger les opérateurs pendant toutes les phases de fonctionnement, conformément aux normes de sécurité internationales pour les équipements de cisaillement des métaux.
Le châssis de la machine à cisailler hydraulique
Cadre de la machine
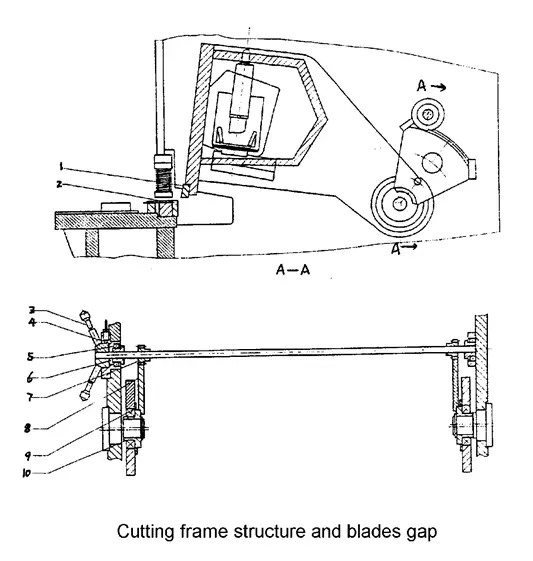
La plaque en acier soudé, d'une grande rigidité, comporte deux cylindres fixés sur les poteaux verticaux de gauche et de droite.
Une planche à découper en étau est installée sur la table de travail pour faciliter le réglage de la planche à découper inférieure, en veillant à ce que l'espace entre les planches à découper supérieure et inférieure soit aligné. Une bille d'alimentation est également installée sur la table de travail pour une utilisation pratique et rapide.
Cadre de coupe
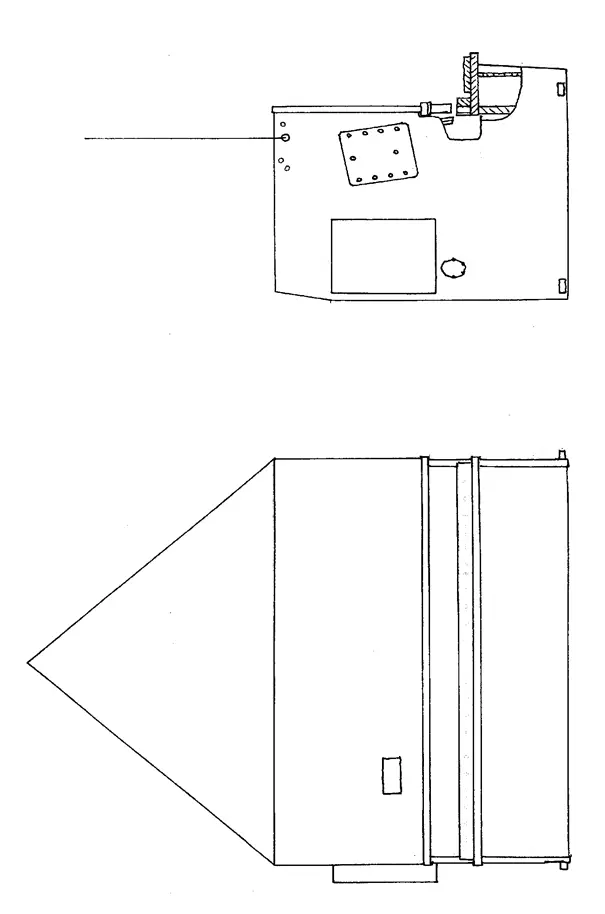
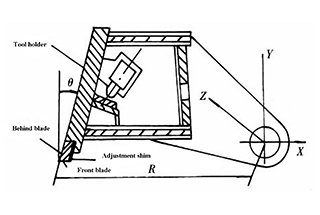
La plaque soudée à haute rigidité est supportée par le socle excentrique (9) et entraînée par les cylindres gauche et droit et le cylindre de course pour achever le processus de coupe par la répétition du pendule. (Voir la figure 1). La surface verticale du support de coupe ascendante est incurvée pour maintenir l'alignement de l'espace entre la coupe ascendante et la coupe descendante.
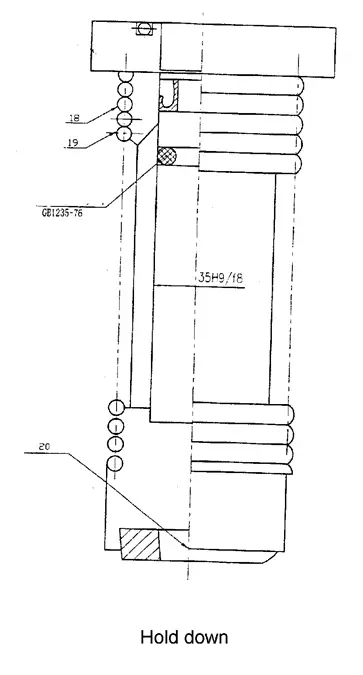
Dispositif de pression (Hold down)
Il se compose de cylindres d'alimentation sous pression installés sur le panneau de support à l'avant du châssis de la machine. Le flux d'huile dans le cylindre de pression crée une pression qui pousse vers le bas contre la force de traction du ressort de contrainte (18), fixant fermement la plaque de presse. Une fois la découpe terminée, les cylindres sont remis en place par la force de traction du ressort de contrainte. La pression augmente avec l'épaisseur de la plaque. (Voir Fig. 3)
Jauge avant et jauge arrière
Jauge avant :
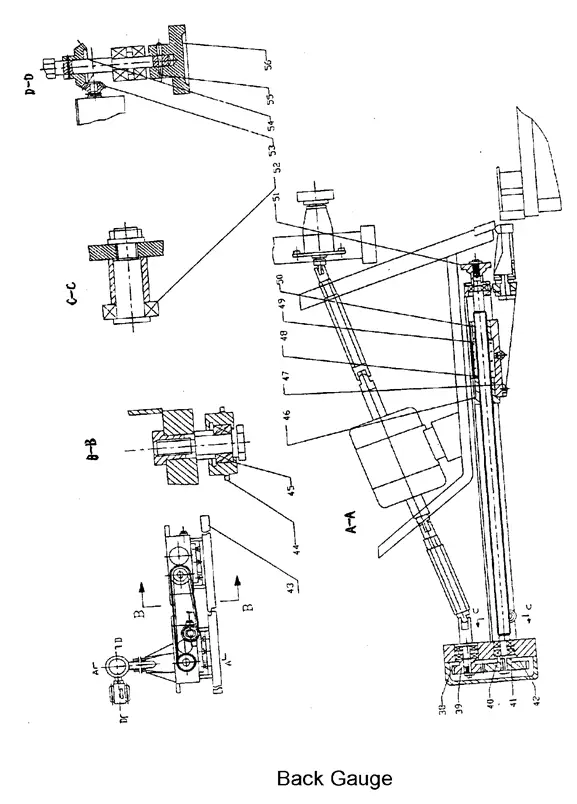
La table de travail est équipée d'un affichage de la valve sur la règle, ce qui permet d'ajuster la barre mobile à la valve souhaitée. La découpe de fines plaques d'acier peut être effectuée de manière pratique sur la jauge avant. La jauge arrière (voir image 5) est fixée sur la planche de coupe et se déplace de haut en bas avec elle.
La jauge arrière est réglée par un moteur de 0,55 kW, qui réduit le couple par l'intermédiaire d'un engrenage et entraîne la tige de commande. En appuyant sur le bouton "+" ou "-", la jauge peut être réglée vers l'avant ou vers l'arrière. Si le réglage mécanique ne permet pas d'obtenir la valve souhaitée, le volant (50) peut être tourné pour obtenir la valve souhaitée, ce qui rend le réglage de la jauge arrière à la fois pratique et fiable.
La plage standard de la butée arrière est de 20 à 750 mm. Si la longueur de la plaque à découper est supérieure à la distance maximale de la butée arrière, la butée arrière (43) peut être retirée jusqu'à sa position minimale et la plaque peut être soulevée à l'aide de la surface inclinée du cadre de support (47), ce qui permet de découper n'importe quelle longueur de plaque. (Voir Fig. 4)
Installation d'une machine à cisailler hydraulique
Emballage / Expédition de la machine à cisailler hydraulique
Toutes les machines quittant l'usine sont emballées avec un bras d'équerrage et un panneau de pied attaché au protège-main. Les outils de travail et un manuel d'utilisation sont emballés dans une boîte.
Toutes les surfaces exposées de la machine sont recouvertes d'un inhibiteur de rouille, qui peut être facilement enlevé avec du kérosène ou un solvant.
Levage de la machine à cisailler hydraulique
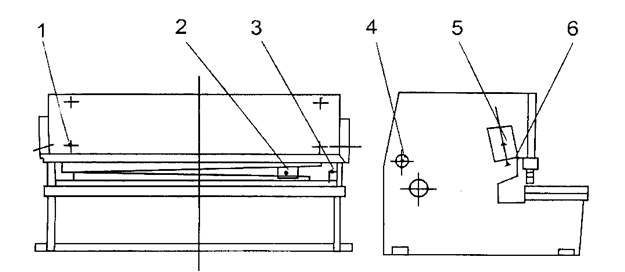
N'utilisez que des câbles homologués et sûrs pour soulever cette machine à partir des deux points de levage situés de part et d'autre de la machine. (Voir la figure 5)
Fondation
Toutes nos cisailles sont conçues pour être installées sur une fondation. Pour plus de détails, veuillez vous référer au plan de fondation ci-joint.
Installation
Ce système hydraulique machine à cisailler doit être correctement mis à niveau pour obtenir des performances de coupe optimales. Pour ce faire, il convient d'utiliser une jauge de nivellement de haute qualité sur la zone de maintien de la plaque.
Avant de procéder à la mise à niveau, veillez à placer cinq plaques de base (mesurant au moins 150 x 150 x 9 mm) sous les pieds de la machine afin d'éviter que les vis de mise à niveau ne s'enfoncent dans le sol en béton.
Une fois la machine mise à niveau, sécurisez sa position en remplissant l'espace sous et autour de ses pieds avec un mélange de coulis de ciment.
Installation électrique
Assurez-vous que l'alimentation électrique locale est compatible avec cette machine à cisailler hydraulique avant de la mettre sous tension.
Branchez le câble d'alimentation en bas à gauche du panneau électrique. Certaines machines peuvent nécessiter un fil neutre.
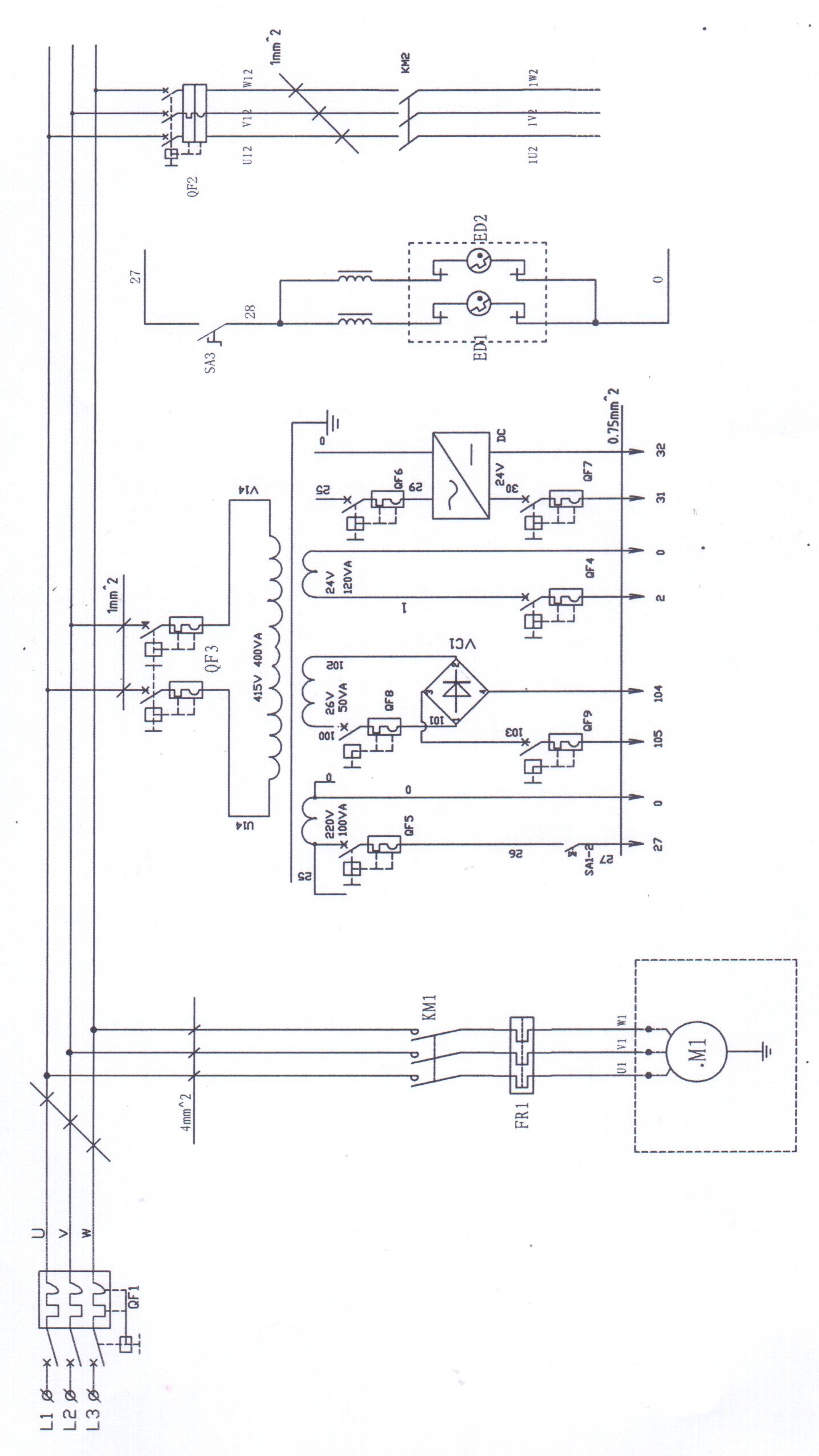
Schéma électrique de la machine à cisailler hydraulique
4.1 Les étapes suivantes doivent être effectuées par du personnel spécialisé et relèvent de la responsabilité du propriétaire.
Vérifier la plaque signalétique du machine à cisailler hydraulique et veillez à ce que son câblage corresponde à la puissance disponible dans votre établissement.
Si la puissance requise ne correspond pas aux spécifications de la machine, veuillez contacter votre fournisseur d'électricité pour obtenir de l'aide.
Veillez à ce que l'alimentation électrique de la machine soit protégée par un fusible, afin de pouvoir la débrancher complètement en cas de réparation.
Veuillez vous référer aux schémas électriques ci-joints, car les diagrammes peuvent varier d'un contrôleur à l'autre.
4.2 Tous les boutons de commande sont fixés sur le panneau de commande avant, à l'exception de la pédale SF. Les symboles de chaque fonction sont affichés au-dessus des boutons.
Les étapes de fonctionnement du système d'affichage numérique sont les suivantes :
Ouvrez la porte du boîtier électrique et actionnez les interrupteurs QF1 et QF2 pour mettre la machine sous tension. Fermez le boîtier électrique.
Appuyer sur la touche SA1 pour mettre en marche le circuit de commande. Le voyant HL1 s'allume pour indiquer que la machine est sous tension.
Appuyez sur les boutons SB4 ou SB5 pour déplacer la jauge arrière vers l'avant ou vers l'arrière.
La position de la jauge arrière est affichée sur l'afficheur mécanique SICK. Les interrupteurs de fin de course SQ3 et SQ4 sont installés au niveau de la course maximale et minimale de la jauge arrière, avec une plage de course standard de 20 mm à 750 mm.
Appuyer sur le bouton d'éclairage SB3 pour démarrer le moteur de la pompe, que l'on entend fonctionner.
Utilisez le bouton SA3 pour sélectionner le mode de coupe, manuel ou automatique.
La lumière d'illumination est indiquée par SA4. Tournez-le sur 1 pour commencer le comptage, et tournez-le sur 0 pour arrêter le comptage.
Système hydraulique
Nettoyer l'huile hydraulique
La propreté de l'huile hydraulique dans le système hydraulique est de la plus haute importance. Le nettoyage du réservoir d'huile est crucial.
Lors du remplacement de l'huile hydraulique, il est nécessaire de retirer le couvercle du réservoir d'huile. Nettoyez le fond du réservoir à l'aide d'une serviette (ne pas utiliser de fil de coton), puis lavez-le avec de l'essence de nettoyage ou du kérosène.
En raison des limites du couvercle du réservoir, le bras peut ne pas atteindre l'extrémité du réservoir. Dans ce cas, enroulez la serviette autour d'un bambou ou d'un bâton pour essuyer chaque coin.
Pour éliminer l'huile sale, desserrez le bouchon ou la valve de frein qui fuit.
Utilisez une serviette de nettoyage pour sécher soigneusement les côtés et le fond du réservoir jusqu'à ce qu'il soit propre.
Si nécessaire, passez un chiffon sur le cordon de soudure ou sur les zones difficiles à nettoyer pour enlever toute saleté, puis remettez le couvercle en place.
Choisir l'huile hydraulique
L'indice de viscosité de l'huile hydraulique correspond à sa viscosité moyenne à 40°C. Si le système hydraulique fonctionne à une pression et une température plus élevées et à une vitesse plus lente, il convient de choisir une viscosité plus élevée.
Il est recommandé d'utiliser une huile hydraulique anti-usure de classe ISO VG46# (viscosité moyenne de 46 mm2/s à 40°C). Si la machine doit fonctionner à des températures inférieures à 5°C pendant une période prolongée, il est recommandé d'utiliser une huile hydraulique de classe ISO VG32#.
L'utilisation de la machine à des températures très basses (inférieures à -5°C) n'est pas recommandée, mais si cela s'avère nécessaire, il convient de laisser la machine tourner au ralenti pendant un certain temps. Un réchauffeur d'huile peut être installé dans le circuit si nécessaire.
Dans des conditions de fonctionnement normales, la température de l'huile ne doit pas dépasser 70°C. Si nécessaire, un refroidisseur d'huile peut être installé.
Remplir le réservoir d'huile
L'huile utilisée doit être propre. Serrez l'écrou du filtre à air et remplissez-le à travers le filtre à air.
Si vous utilisez un équipement de remplissage doté d'un filtre, vous pouvez ouvrir le couvercle du réservoir d'huile et le remplir directement.
Observer la jauge d'huile, lorsque le vérin s'arrête au point mort supérieur, l'huile hydraulique doit remplir 80-90% des interstices.
Démarrez la machine et laissez-la d'abord tourner au ralenti, puis faites-la fonctionner à la course maximale pour expulser les bulles d'air présentes dans le circuit hydraulique.
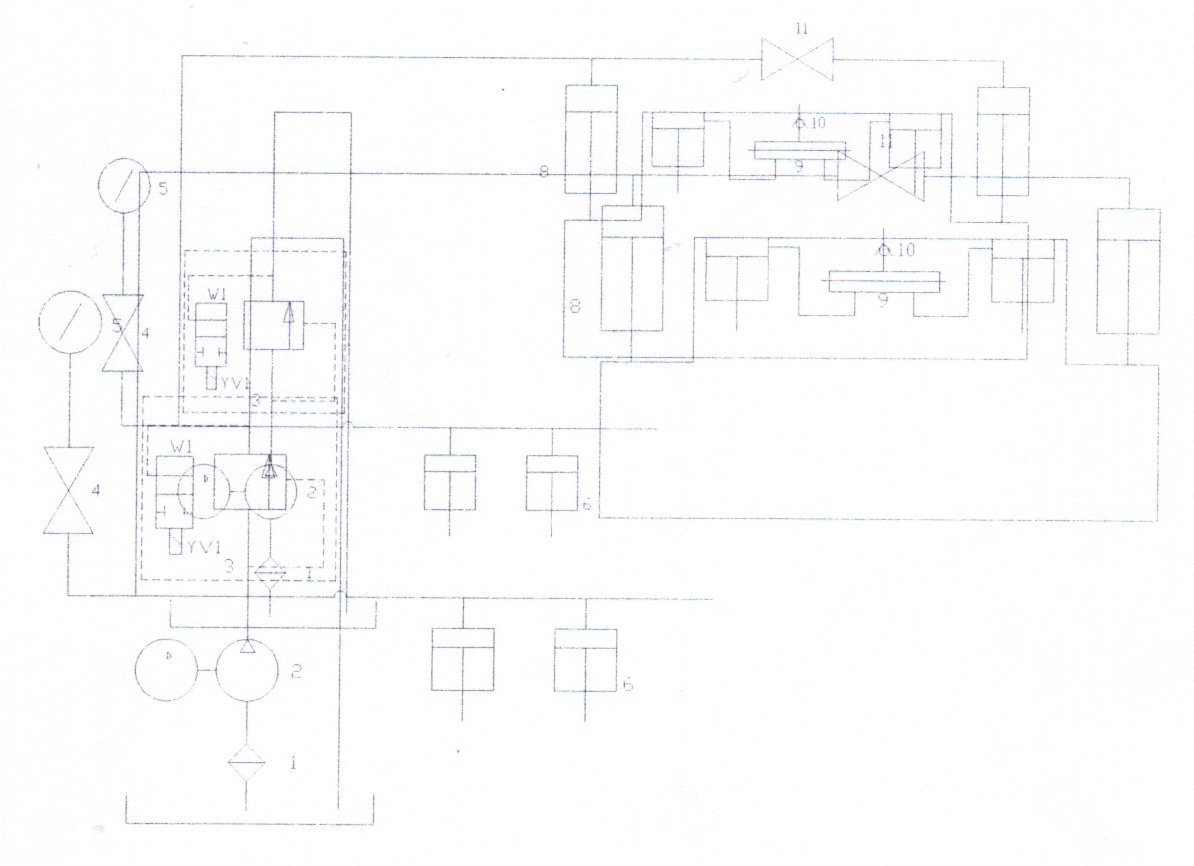
La règle de fonctionnement du système hydraulique est la suivante :
Le cadre de coupe s'abaisse :
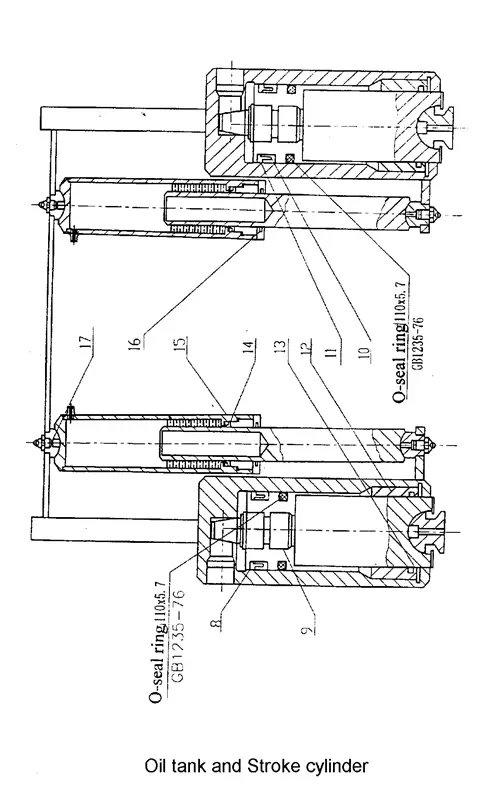
Lorsque la soupape de décharge magnétique 3 est activée, la pompe 2 aspire l'huile hydraulique, qui s'écoule à travers la soupape de décharge magnétique 3 et dans les dispositifs de retenue et la zone supérieure du cylindre d'huile principal. Le piston de retenue descend pour presser la plaque métallique contre la force du ressort, et la pression de l'huile commence à augmenter.
Lorsque la pression atteint la pression de l'azote gazeux dans le cylindre de course, le cadre de coupe se déplace vers le bas pour couper.
Le cadre de coupe revient vers le haut :
Lorsque le cadre de coupe atteint le point mort inférieur, le fer magnétique YV1 de la soupape de décharge magnétique 3 perd de la puissance en raison d'un interrupteur de fin de course, et le cadre de coupe se déplace vers le haut sous l'effet de la pression exercée par la bouteille de gaz d'azote.
Dans le même temps, l'huile contenue dans la zone supérieure du cylindre principal retourne dans le réservoir d'huile par le biais de la soupape de décharge magnétique.
Le piston de retenue se déplace également vers le haut sous l'effet de la force du ressort, et l'huile retourne dans le réservoir d'huile par la soupape de décharge magnétique 3.
Lorsque le cadre de coupe atteint le point mort supérieur, un cycle de coupe est terminé.
6. Équipement de contrôle standard
Bouton de démarrage
Pour démarrer le moteur principal et le circuit de contrôle.
Bouton d'arrêt
Pour arrêter le moteur principal et le circuit de contrôle.
Sélecteur de mode Auto/Man
Sélectionner le mode de travail
En mode Auto
-Il suffit d'appuyer sur la pédale pour que le cadre de coupe continue à couper.
-Peut être commandé par une pédale uniquement.
En mode manuel
-Il suffit d'appuyer sur la pédale pour que le cadre de coupe ne fasse qu'une seule coupe.
-Régler la course de coupe en retournant le bouton rotatif sur le panneau.
Pédale
Pousser pour commander l'abaissement de la lame de coupe et relâcher pour faire monter le porte-lame supérieur en mode AUTO.
Lumière d'éclairage
Lampe de travail pour éclairer la zone de la lame de coupe, fonctionnant avec une alimentation électrique monophasée de 220V, 50Hz.
Réglage et fonctionnement de la machine à cisailler hydraulique
Régler l'écart entre les lames de la machine à cisailler hydraulique
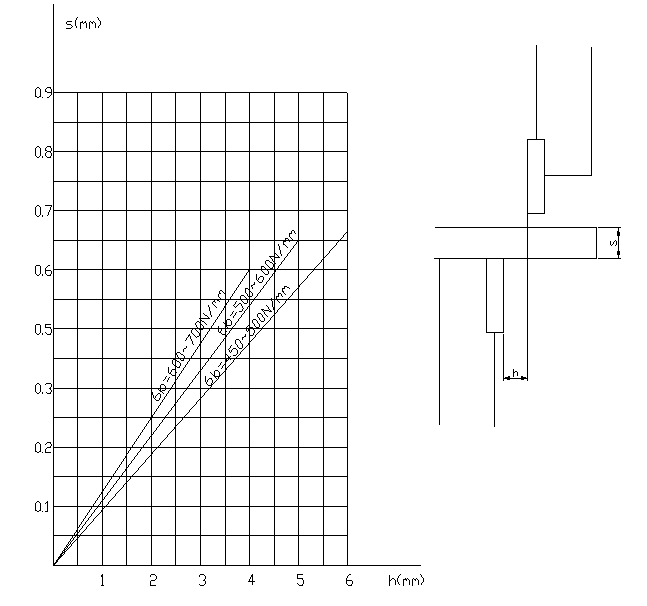
L'écartement des lames est crucial pour la qualité de la coupe et la durée de vie des lames. Veuillez l'ajuster conformément au tableau d'ajustement de l'écartement ci-dessous.
Pour régler l'écart (voir image 2), il faut desserrer la vis de serrage (4), puis tourner le volant (3) jusqu'à la valeur souhaitée, qui doit être calculée en fonction de l'épaisseur de la plaque, et enfin resserrer la vis (4).
Un robinet à boisseau sphérique (situé sur le côté droit de la machine, à l'extérieur du cylindre) est utilisé pour mesurer l'écart entre les lames supérieure et inférieure.
Pour plus de détails : en mode manuel, lorsque le châssis de coupe atteint le point mort inférieur, fermez rapidement le circuit d'huile, de sorte que le châssis de coupe reste au point mort inférieur. Ensuite, ouvrez lentement le robinet à boisseau sphérique, ce qui permet au cadre de coupe de se déplacer vers le haut, étape par étape, tout au long de la course. Cela vous permettra de mesurer la valeur de l'écart entre les lames.
Fonctionnement de la machine à cisailler hydraulique
7.2.1 Préparation de la machine
(1) Retirez le bras d'équarrissage et la pédale de la zone de protection des mains. Fixez le bras d'équarrissage sur le côté gauche de la table de la machine à l'aide des boulons et des deux trous latéraux. Le bras doit être proche du panneau électrique.
(2) Nettoyer les composants de toute huile sale, en veillant à ce que le robinet à boisseau sphérique soit en position ouverte.
(3) Lubrifier toutes les zones nécessaires.
(4) Remplir le réservoir d'huile avec 200L d'huile hydraulique HL46 pour chaque machine sous le modèle 12mm.
(5) Connectez la ligne de terre, mettez l'appareil sous tension et vérifiez le fonctionnement de tous les composants électriques.
7.2.2 Démarrage de la machine
(1) Appuyez sur la touche "START" et relâchez-la.
(2) Le voyant "moteur en marche" doit s'allumer.
(3) Changez le sélecteur de mode de "MAN" à "AUTO".
(4) Appuyer sur l'interrupteur au pied, ce qui fait descendre le cadre de coupe et permet d'effectuer une coupe.
(5) Si le cadre de coupe ne descend pas, il est probable que le moteur tourne dans le mauvais sens. Coupez l'alimentation et inversez l'un des deux fils de phase pour redémarrer le moteur.
(6) Le porte-lame supérieur se lève et s'arrête lorsqu'il atteint l'interrupteur de fin de course.
7.2.3 Jauge arrière motorisée
(1) L'affichage de la butée arrière motorisée doit être réglé avec précision en usine et doit correspondre à la distance entre la barre de butée arrière et l'arête de coupe.
(2) Appuyez sur le bouton "+" pour amener la barre de jauge vers l'arrière. La lecture augmentera et s'arrêtera lorsqu'elle atteindra le commutateur de fin de course maximale L/S 3.
(3) Appuyez sur le bouton "-" pour ramener la barre de jauge arrière vers l'avant. La lecture diminuera et s'arrêtera lorsqu'elle atteindra le commutateur de fin de course minimum L/S 4.
(4) Le parallélisme de la jauge arrière doit être réglé en usine, mais peut être étalonné si nécessaire.
(5) Déplacez la barre de jauge vers l'arrière pour enlever le revêtement antirouille avant la coupe.
Remarque :
(1) La table de pression doit être allumée pendant la découpe et la pression doit être vérifiée si elle semble incorrecte. Il peut être nécessaire de régler la soupape de décharge.
(2) En cas de bruit inhabituel ou de surchauffe du réservoir d'huile pendant le fonctionnement, la machine doit être arrêtée immédiatement. La température du réservoir d'huile ne doit pas dépasser 60°C.
Dépannage de la machine à cisailler hydraulique
La machine ne peut pas démarrer
Vérifier l'alimentation électrique.
Vérifier que l'arrêt d'urgence est déverrouillé.
Vérifier la sortie du transformateur.
La machine ne peut pas couper
Vérifier que l'interrupteur de fin de course est enclenché.
Vérifier que le moteur tourne correctement.
Vérifier que le câble de la pédale n'est pas cassé.
Vérifier que le micro-interrupteur situé à l'intérieur de la pédale fonctionne.
Le bélier bavarde sur le coup d'envoi de la descente
La pression de réglage du contrepoids est un peu trop élevée
Il suffit de desserrer légèrement la vis de réglage pour abaisser le réglage
La machine fonctionne toute seule
Assurez-vous que le micro-interrupteur situé à l'intérieur de la palette n'est pas endommagé.
Le câble de la pédale peut être court-circuité.
Le défaut et la résolution du système hydraulique
Défaut
Cause
Résoudre
Le système hydraulique n'est pas sous pression et le châssis de coupe ne fonctionne pas.
1. Le bouchon de la vanne d'échange magnétique est mal connecté.
1. Inspecter la fiche.
2. Le noyau de la soupape est bloqué par des déchets ou devient grossier. Tous les trous de la soupape d'étranglement de la soupape de coïncidence ne peuvent pas s'écouler.
2. Démonter la valve et la nettoyer.
1. le cadre de coupe revient lentement ou ne peut pas remonter à l'endroit où il est mort
La pression de l'azote gazeux n'est pas suffisante.
Fournir de l'azote gazeux pour augmenter la pression
2. L'action du cadre de coupe et des dispositifs de retenue n'est pas harmonieuse.
Entretien de la cisaille hydraulique
Huile de lubrification et huile hydraulique
Cette machine utilise de l'huile hydraulique de grade 46, qui ne doit être remplie ou remplacée que par de l'huile de même grade, par exemple :
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
SHELL-TELLUS S68
TOTAL-AZOLLA 46
Programme de lubrification
L'huile hydraulique de cette machine doit être changée après les 1500 premières heures de travail et vidangée complètement du réservoir d'huile afin d'éliminer toutes les impuretés qui ont pu pénétrer pendant l'assemblage. Le filtre à huile doit également être changé et remplacé par un filtre de même qualité. Par la suite, les vidanges doivent être effectuées toutes les 5000 heures de travail.
En outre, tous les points de graissage situés sur l'ensemble de la jauge arrière doivent être lubrifiés toutes les deux semaines.
Non.
nom
flux
Durée interne (h)
Type et marque
1
Un point supérieur et un point inférieur sur chaque cylindre de retour.
Petit
16
Huile de lubrification Ca ZG-3 GB491-65 Huile mécanique N46GB443-84B
2
Un point à gauche et un point à droite de l'écrou coulissant de la butée arrière
Moyen
8
3
Deux points d'appui pour l'oscillation du cadre supérieur du couteau, l'un à gauche et l'autre à droite
Petit
24
4
L'un à gauche et l'autre à droite de la douille de protection.
Petit
48
5
Chaque point de la tige de piston des cylindres gauche et droit
Moyen
8
4# carbone-lithium Q/SY1000-65
6
Chacune sur le bloc de remplissage du cylindre gauche et du cylindre droit
Moyen
8
Remarque :
Mélanger l'huile de lubrification 50% à base de calcium avec l'huile mécanique 50%.
Mélanger l'huile de lubrification 30% Carbon-Lithium avec l'huile mécanique 70%.
Remplacer le réservoir d'huile tous les six mois.
Changement de lame de cisaillement
Le haut et le bas lames de cisailles sont identiques et interchangeables. Pour faire descendre le cadre de coupe jusqu'à l'angle mort inférieur, utiliser le robinet à boisseau sphérique et arrêter la machine.
Retirez d'abord la lame inférieure, puis la lame supérieure. Desserrez toutes les petites vis de réglage du porte-lame supérieur.
Nettoyez les lames et le logement/siège des lames. Fixez d'abord la lame supérieure, puis la lame inférieure. Si nécessaire, serrez les petites vis de réglage sur le porte-lame supérieur pour fermer le jeu de la lame. N'oubliez pas de vérifier le dégagement minimum et d'ajuster les petites vis de réglage pour fermer les lames si nécessaire.
ATTENTION : Faites toujours appel à du personnel qualifié et expérimenté pour effectuer ce travail, sous peine d'endommager les lames de la cisaille/la machine ou de provoquer des blessures corporelles.
Affûtage de la lame de cisaillement
La lame de la cisaille est de forme rectangulaire, et la lame supérieure possède deux tranchants, tandis que la lame inférieure en possède quatre. Il suffit d'affûter la lame lorsque les deux ou quatre tranchants ont été utilisés.
Lors du réaffûtage, n'oubliez pas de rectifier uniquement l'épaisseur et non la hauteur de la lame. La perte d'épaisseur de meulage des lames de la cisaille peut entraîner la nécessité de refermer le porte-lame supérieur en réglant la vis du boulon de tension (à côté du levier de dégagement rapide de la lame).
Lames supérieures et inférieures
(Dessins d'outillage Voir les dessins ci-joints)
Prévention de la sécurité et construction principale de la machine de cisaillement hydraulique
Remarque !
Cette section ne s'applique qu'aux machines ayant des exigences particulières et ne doit pas être référencée pour d'autres machines.
Pour assurer la sécurité des personnes et de l'équipement, nous avons conçu des équipements de sécurité. L'opérateur ne doit pas modifier, retirer ou déconnecter l'équipement de sécurité.
10.1 Faisceau lumineux/faisceau laser
Il y a un faisceau lumineux ou un laser (selon la demande du client). Si l'opérateur bloque le rideau lumineux, le module de sécurité s'active et le vérin ne peut pas descendre pour éviter que l'opérateur ne se blesse.
10.2 Grille de sécurité
Une grille de sécurité est située sur le côté et à l'arrière de la machine afin d'éloigner l'opérateur des zones dangereuses. La grille de sécurité est reliée au système électrique par un interrupteur de sécurité. Si la grille de sécurité est ouverte, le système électrique se met en marche et la machine ne peut pas fonctionner.
10.3 Arrêt d'urgence
Un bouton d'arrêt d'urgence est situé sur le poste de commande de la poignée et sur le poste de commande de la suspension. En cas d'erreur de manipulation ou d'accident, le fait d'appuyer sur le bouton d'arrêt d'urgence entraîne l'arrêt de toutes les actions de la machine.
10.4 Système hydraulique
Pour éviter la chute dangereuse du vérin, le système est équipé d'une soupape de levage de sécurité. Les noyaux de la vanne d'échange et de la vanne de levage de sécurité sont dotés d'un signal de contrôle. Si le noyau de la valve est anormal, le signal de contrôle arrêtera le système électrique pour éviter les blessures dues à la chute. Si le cœur de la valve de la vanne d'échange et de la valve de levage de sécurité ne peut pas être réinitialisé, la valve doit être vérifiée.
10.5 Dépannage
Le fonctionnement normal est sûr. En cas d'accident étrange, ou lors de l'entretien ou de la réparation de la machine, verrouillez la grille de sécurité, appuyez sur le bouton d'arrêt d'urgence situé à l'intérieur des montants et demandez de l'aide. Si vos mains ou toute autre partie du corps sont coincées par le poinçon ou la feuille, appuyez sur le bouton d'arrêt d'urgence, vérifiez l'état de la machine, puis redémarrez-la. Mettez le mode de fonctionnement en position "pouce", puis appuyez sur le bouton de retour de la poignée, le coulisseau revient et vous permet d'extraire les pièces serrées.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Qu'est-ce qui différencie les cisailles guillotines hydrauliques des cisailles à longerons oscillants, et pourquoi ces distinctions sont-elles importantes pour vos projets d'usinage des métaux ? Cet article explore les principales différences, notamment le mouvement de la lame, la...
Comment assurer des coupes précises sans endommager le matériau dans les cisailles hydrauliques à balancier ? Cet article examine les facteurs critiques du calcul de la force de cisaillement, de l'angle de cisaillement et du cisaillement...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Vous êtes-vous déjà demandé pourquoi certaines tôles sont parfaitement planes alors que d'autres se déforment ? Cet article révèle les secrets des forces de coupe des cisailles à tôles rotatives. Vous apprendrez comment...
Quelles sont les causes de défaillance du système hydraulique d'une cisaille guillotine ? Cet article explore les problèmes courants tels que la perte de pression, les dysfonctionnements des soupapes et la chute automatique du pied presseur. ....
Vous êtes-vous déjà demandé comment la précision et l'efficacité se conjuguent dans la découpe industrielle ? Cet article explore le monde fascinant des cisailles guillotines, en détaillant leurs avantages et leurs défis. Apprenez comment les...
Faites passer votre entreprise à la vitesse supérieure










{kind=link}
{kind=link}