Comment réaliser des pliages précis dans la tôle ? Il est essentiel de comprendre les moules et les techniques qui sous-tendent ce processus. Cet article examine les différentes méthodes de pliage, du pliage libre au pliage correctif, en mettant en évidence leurs applications et leurs avantages. Il explique comment les différents moules, tels que les coudes en V et les coudes en U, influencent la précision et la qualité du produit final. À la fin, vous comprendrez l'essentiel de la sélection et de l'utilisation des techniques de cintrage pour améliorer l'efficacité de la fabrication et la qualité du produit.
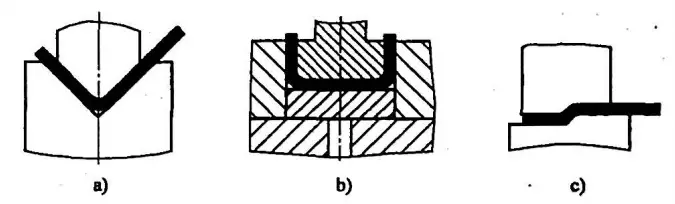
Les méthodes de déformation pour le cintrage des tôles peuvent être classées comme suit : cintrage libre, cintrage par contact et cintrage correctif, comme illustré dans la figure 1.
Figure 1 Méthodes de déformation par pliage de la tôle
a) Flexion libre
b) Flexion par contact
c) Pliage correctif
La flexion libre (figure 1a) nécessite moins de force de flexionLa forme et la taille de la pièce sont déterminées en ajustant la largeur de la matrice et la position du point mort du poinçon.
Cette méthode se traduit souvent par une précision moindre dans la forme et la taille des pièces traitées, en particulier dans le cadre d'une production à grande échelle, où la qualité des pièces pliées peut être irrégulière. C'est pourquoi le pliage libre est souvent utilisé pour la production en faible volume de pièces de taille moyenne à grande. tôle des composants.
En revanche, lors du pliage par contact (figure 1b) et du pliage correctif (figure 1c), la précision de la forme et de la taille des pièces pliées est garantie par le moule, ce qui permet d'obtenir une qualité plus élevée et plus stable.
Toutefois, ces méthodes nécessitent une force de pliage plus importante, des cycles de moulage plus longs et des coûts plus élevés. Elles sont généralement utilisées pour la production à grande échelle de pièces de petite et moyenne taille et de composants en tôle, pour lesquels une qualité supérieure est requise.
2. Méthodes de pliage
En règle générale, les méthodes de cintrage peuvent être divisées en deux catégories : le cintrage du moule (qui comprend le cintrage de la plaque supérieure et le cintrage sans plaque supérieure) et le cintrage de la plaque supérieure. pliage par presse plieuse.
Le cintrage par presse plieuse est un cas particulier de cintrage par moule (sans cintrage de la plaque supérieure), qui utilise généralement un moule de cintrage universel. Les deux méthodes de pliage ont leurs principes, caractéristiques et applications respectifs.
(1) Cintrage des moules
Le cintrage des moules est couramment utilisé pour pliage de tôles les pièces qui nécessitent des structures complexes, des volumes plus petits, une plus grande précision et un traitement à grande échelle. Le principe d'un moule de pliage simple et courant est illustré à la figure 2. Pour prolonger la durée de vie du moule, la conception de la pièce doit utiliser un rayon (r>0,5t) au point de flexion chaque fois que cela est possible.
Figure 2 Diagramme schématique des principes courants des matrices de pliage
Le pliage par presse plieuse est couramment utilisé pour le traitement des tôles. pièces de pliage qui sont de plus grande taille ou qui ne sont pas produites en grandes quantités. Les presses plieuses peuvent être divisées en deux catégories : les presses plieuses ordinaires et les presses plieuses à commande numérique. Presse plieuse CNC.
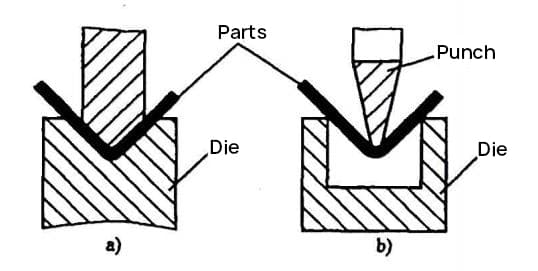
Pour la feuille cintrage des métaux Pour les pièces ayant des exigences de précision relativement élevées et des formes complexes, les presses plieuses à commande numérique sont généralement utilisées pour le pliage. Le principe de base du pliage, tel que le pliage à froid de pièces en acier à section ouverte et en tôle de châssis, d'armoires et de produits électroniques, consiste à utiliser la lame de pliage (poinçon supérieur) et la rainure en forme de V (poinçon inférieur) pour plier les pièces.filière inférieure) de la presse plieuse pour plier la plaque, comme le montre la figure 3.
Figure 3 Pliage à la presse plieuse
a) Préparation
b) Achèvement
Afin de réaliser le traitement de production de pièces pliées avec différents angles de centre de pliage, il existe généralement deux formes de pliage par presse plieuse, comme le montre la figure 4.
Figure 4 Formes de pliage à la presse plieuse
a) Pliage correctif
b) Flexion libre
3. Matrice de pliage universelle de la presse plieuse
Pour les pièces pliées de grande dimension structurelle, de forme transversale complexe ou qui ne sont pas produites en grandes quantités, ainsi que pour les pièces produites en pièces uniques, en petits lots et en production d'essai, la méthode de conception et de fabrication de matrices de pliage spéciales est limitée par de nombreux facteurs défavorables, tels que la variété et la quantité des pièces, la difficulté de fabrication des matrices, les coûts de production et les délais de livraison.
Certaines pièces ayant des dimensions structurelles plus importantes et des formes transversales plus complexes (telles que les pièces structurelles des châssis et des armoires) sont également limitées par la structure de la matrice et l'équipement de traitement de l'entreprise.
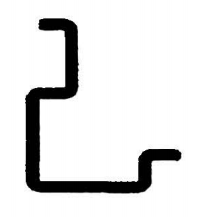
Le moyen le plus efficace de résoudre ces problèmes est d'utiliser la matrice de pliage universelle pour le pliage. La matrice de pliage universelle peut non seulement traiter des pièces simples en forme de L, de U ou de Z, mais aussi des pièces extrêmement complexes en combinant des moules convexes et concaves et des pliages combinés multiples en forme de V, comme le montrent les figures 5 et 6.
Figure 5 Acier à section creuse plié à froid (Axe vertical de l'armoire)
Figure 6 Exemple de pièces complexes pliées par la presse plieuse
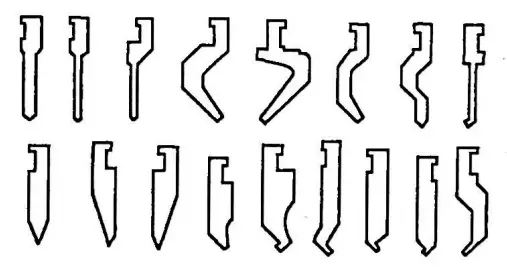
(1) Poinçon (lame de pliage)
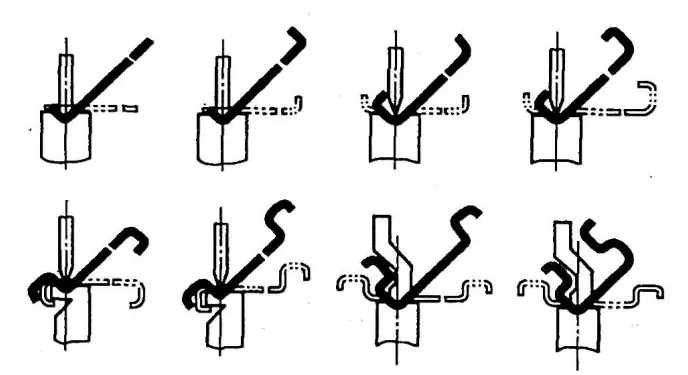
Pour répondre à la demande de production de pièces pliées complexes, de nombreuses formes et spécifications de lames de cintrage ont été développées ces dernières années, principalement divisées en deux types : les lames de cintrage à bras droit et les lames de cintrage à bras courbé.
Elles peuvent également être transformées en structures intégrales ou combinées, ce qui permet de répondre aux besoins de pliage de la plupart des pièces complexes (telles que les pièces en forme de boîte, de porte et d'autres pièces structurelles spéciales). Les usines professionnelles de fabrication de matrices ont normalisé et produit des séries de lames de cintrage. Les formes courantes des lames de cintrage sont illustrées à la figure 7.
Au cours de la transformation, la lame de pliage est choisie en fonction de la forme et de la taille des pièces pliées. En général, les entreprises de transformation de la tôle disposent d'une grande réserve de formes et de spécifications de lames de cintrage, en particulier les entreprises ayant un haut degré de spécialisation professionnelle dans la production de la tôle. Afin de répondre aux exigences de pliage de diverses pièces complexes, il est nécessaire de personnaliser de nombreuses formes et spécifications de lames de pliage.
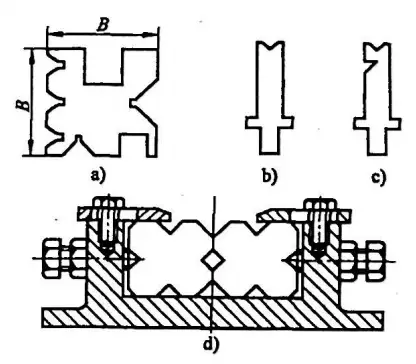
(2) Poinçon universel
La figure 8 montre les formes de section transversale des moules concaves couramment utilisés pour la presse plieuse. Le moule concave universel (voir figure 8a) est usiné sur quatre côtés pour plier des tôles d'épaisseur courante et des pièces de formes et de tailles différentes. La rainure est sélectionnée pour le pliage en fonction de l'épaisseur du matériau, de la forme et de la taille des pièces pliées. Les figures 8b et 8c montrent des formes courantes de faces de moules concaves, qui peuvent être transformées en structures intégrales ou combinées (voir figure 8d). Elles sont principalement utilisées pour le traitement par cintrage de pièces complexes (telles que les pièces en forme de boîte, de porte et d'autres pièces structurelles spéciales).
Figure 7 Moule convexe (lame de cintrage)
Figure 8 Moule concave couramment utilisé pour les presses plieuses
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé pourquoi les pièces de tôle se fissurent ou se déforment lors du pliage ? Cet article explore les principes essentiels de la conception des tôles, en mettant l'accent sur les techniques de pliage qui garantissent la précision...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà demandé comment calculer avec précision la surépaisseur de pliage pour vos projets de fabrication métallique ? Dans cet article de blog, nous allons explorer le monde fascinant des formules de surépaisseur de pliage et...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
Faites passer votre entreprise à la vitesse supérieure