Avez-vous déjà été confronté à des problèmes de pliage de tôle qui vous ont laissé perplexe ? Dans cet article de blog perspicace, un ingénieur mécanique expérimenté partage son expertise sur la façon de relever les défis courants du processus de pliage des tôles. De la prévention des fissures de pliage au positionnement précis des trous, vous découvrirez des solutions pratiques et des conseils précieux pour optimiser vos techniques de pliage de tôle et obtenir des résultats impeccables à chaque fois.
Les tôles sont pliées et formées à l'aide d'un machine à plier les plaqueségalement connu sous le nom de presse plieuse. La pièce est placée sur la machine et le levier de levage sert à soulever le bloc de freinage, ce qui permet de positionner la pièce avec précision. Une fois la pièce en place, le bloc de freinage est abaissé sur celle-ci et le levier de pliage est actionné pour plier la tôle à l'angle désiré.
Détermination du rayon de courbure minimal
Le rayon de cintrage minimum est un facteur critique dans le processus de cintrage, déterminé par la ductilité et l'épaisseur du métal formé. Pour les tôles d'aluminium, le rayon de cintrage doit être supérieur à l'épaisseur de la tôle. Cela permet d'éviter que le métal ne se fissure ou ne se brise pendant le processus de pliage.
Figure 1 Flexion normale
Élasticité et angle de flexion
En raison de l'élasticité du matériau, l'angle de flexion du métal est souvent légèrement supérieur à l'angle requis. Ce phénomène, connu sous le nom de dos d'ânedoit être pris en compte lors du processus de pliage afin d'obtenir l'angle précis requis.
Techniques de traitement des tôles
Le pliage n'est que l'une des nombreuses techniques utilisées dans le traitement des tôles, généralement dans un atelier de traitement des métaux. Parmi les autres techniques, on peut citer
Rivetage: Assemblage de tôles à l'aide de rivets.
Soudage: Fusionner des feuilles de métal à l'aide de la chaleur.
Problèmes courants et solutions en matière de cintrage des métaux
Au cours du processus de pliage, plusieurs problèmes courants peuvent se poser, notamment
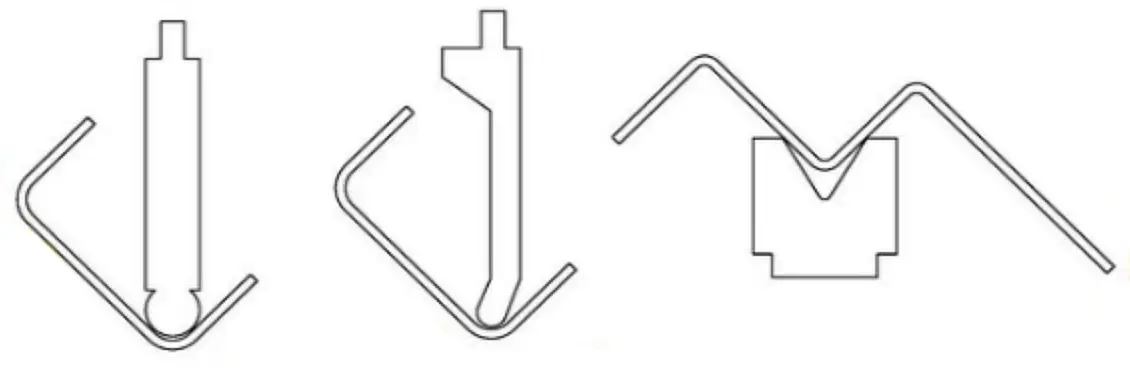
1. Défis posés par le pliage de pièces à rainures et à plis multiples
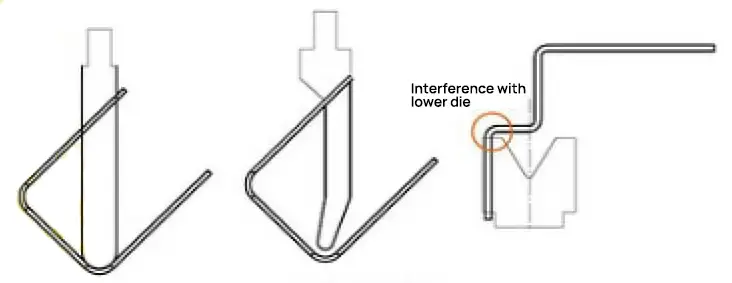
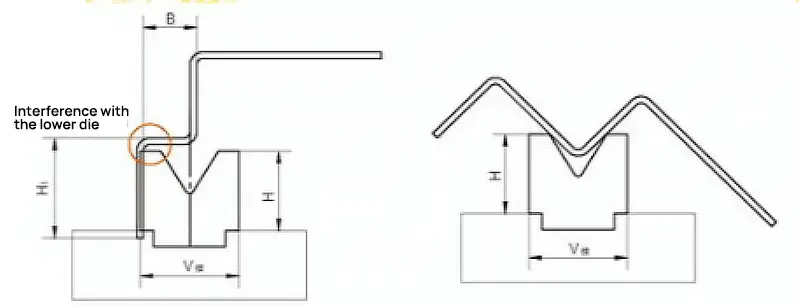
Pendant le processus de pliage de ces pièces, la largeur de la rainure est supérieure à la hauteur de la jambe, ce qui entraîne une interférence entre une extrémité de la pièce et la matrice supérieure ou le coulisseau sur la machine de pliage. presse plieuse. Il est donc impossible de garantir les dimensions de la pièce, comme le montre la figure 2.
Figure 2 : Diagramme détaillé des interférences
Prévision des interférences dans le pliage de la tôle
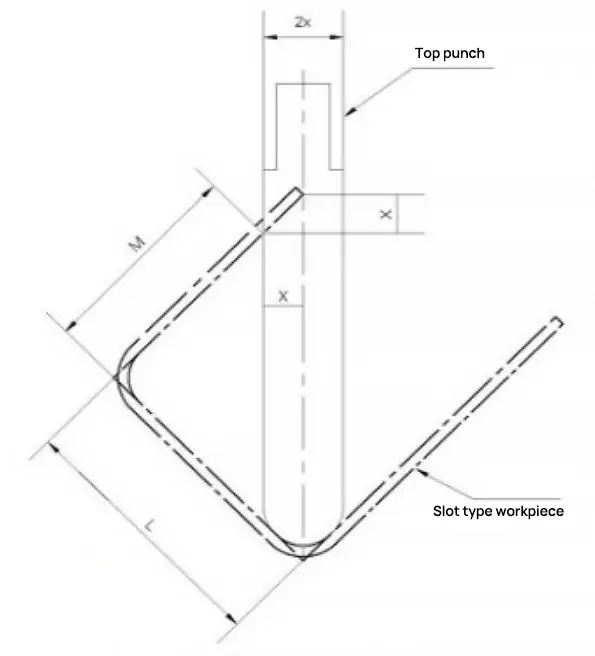
Lorsqu'il s'agit de pièces de tôlerie de précision à pattes élevées, la détermination de la possibilité d'effectuer un pliage nécessite plusieurs calculs, les dimensions correspondantes étant indiquées dans la figure 3.
Figure 3 : Dimensions pertinentes des pièces à rainurer Pliage
Si L-M1,5x, la pièce ne peut pas être pliée car elle provoquerait des interférences.
Solutions aux problèmes d'interférence
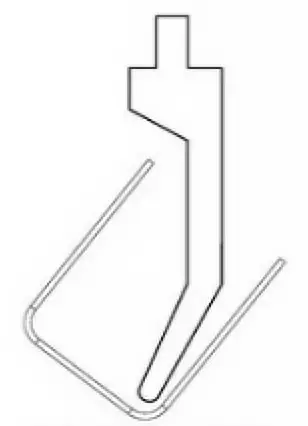
(1) Si une pièce à rainurer subit des interférences lors du pliage, il est possible de choisir une matrice supérieure à col de cygne pour le pliage. Cela permet d'éviter les interférences entre le bord de pliage de la pièce et la presse plieuse ou la matrice supérieure, et de garantir les dimensions de pliage de la pièce, comme le montre la figure 4.
Figure 4 : Pliage à l'aide d'une filière supérieure en col de cygne
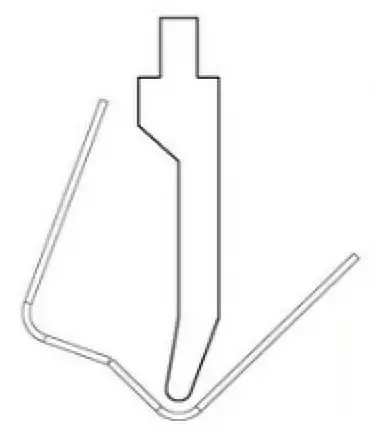
(2) Si une pièce à rainurer subit des interférences de pliage et qu'il n'existe pas de matrices supérieures à col de cygne appropriées, un pré-pliage inversé peut être effectué au milieu du pliage sans affecter les exigences d'utilisation, comme le montre la figure 5. En augmentant artificiellement l'angle de pliage, la pièce peut être pliée normalement. Ensuite, une matrice pour pneu plat peut être utilisée pour presser ponctuellement la zone de pré-pliage afin de s'assurer que les exigences de qualité du produit sont respectées.
Figure 5 : Pré-pliage
(3) Lors du pliage de pièces à plis multiples, si H1>H ou B<V/2, des interférences peuvent se produire entre la pièce, l'ouverture de la matrice inférieure et l'établi. Le choix de la matrice inférieure et de la séquence de pliage devient très important, et les méthodes suivantes peuvent être utilisées :
① Choisir un outil inférieur de grande dimension avec H>H1 pour assurer un pliage normal de la pièce ; ② Choisir une ouverture de filière inférieure avec B>V/2 pour assurer un pliage normal de la pièce ; ③ S'il n'y a pas de matrice inférieure de haute dimension, changer la séquence de pliage. Prédéformer le pli central jusqu'à un certain angle, puis plier le côté court, former le troisième pli, et enfin repousser le pli central à la taille et à l'angle requis, en garantissant la taille de traitement de la pièce, comme le montre la figure 6.
Figure 6 : Cintrage multipasse
2. Fissuration de la courbure
Analyse des causes:
La fissuration par pliage est un problème courant qui se produit sur la surface de traction des pièces de tôle pendant le processus de pliage. Ce phénomène peut endommager considérablement les propriétés mécaniques de la pièce, la rendant inutilisable et entraînant des pertes économiques dues à la mise au rebut. Les principales causes de la fissuration par pliage sont les suivantes :
Structure cristalline et direction des grains de laminage: La tôle a une structure cristalline spécifique et un sens de laminage des grains. Le pliage parallèle au sens du grain augmente la probabilité de rupture en raison de l'alignement des grains, ce qui peut créer des points faibles.
Petit rayon de courbure (R): Le choix d'un rayon de courbure trop faible peut entraîner des contraintes excessives sur le matériau et provoquer des fissures.
Angle R de la rainure en V du poinçon inférieur: Un petit angle R dans la rainure en V de la matrice inférieure peut concentrer les contraintes sur le matériau, augmentant ainsi le risque de fissuration.
Performance des matériaux: Une mauvaise performance du matériau, telle qu'une faible ductilité ou ténacité, peut rendre la tôle plus susceptible de se fissurer lors du pliage.
Mesures préventives:
Plusieurs stratégies peuvent être mises en œuvre pour prévenir la fissuration des courbes :
Orientation de la coupe: Lorsque vous coupez la tôle, faites-la tourner de manière à ce que le sens de coupe soit perpendiculaire au sens de pliage. Cela signifie que le sens de pliage du matériau doit être perpendiculaire au grain, ce qui réduit le risque de fractures.
Augmenter l'angle R de la filière supérieure: L'utilisation d'une filière supérieure avec un angle R plus grand permet de répartir la contrainte plus uniformément sur le matériau, ce qui réduit la probabilité de fissuration.
Utiliser une filière inférieure avec un grand angle R: Le choix d'une filière inférieure avec un angle R plus grand pour le traitement peut contribuer à minimiser la concentration de contraintes sur le matériau, évitant ainsi les fissures.
Choisir des matériaux performants: Le choix de matériaux présentant de meilleures propriétés mécaniques, telles qu'une ductilité et une ténacité plus élevées, peut réduire de manière significative le risque de fissuration de la courbure.
3. Le bord de flexion n'est pas droit et la taille est instable
Analyse des causes:
Pas de pressage de ligne ni de pré-pliage
Explication: Les techniques de pressage de ligne ou de pré-pliage sont essentielles pour garantir que le matériau est correctement aligné et précontraint avant l'opération de pliage finale. Sans ces techniques, le matériau risque de ne pas se plier uniformément, ce qui se traduira par un bord irrégulier et des dimensions instables.
Pression matérielle insuffisante
Explication: Une pression insuffisante appliquée au matériau pendant le processus de cintrage peut entraîner un cintrage incomplet ou irrégulier. Le matériau peut alors revenir en arrière ou se plier de manière irrégulière, ce qui entraîne un bord non droit et une instabilité de la taille.
Filet de filière dissymétrique convexe-concave et pression de pliage inégale
Explication: Si le congé de la matrice convexe-concave n'est pas symétrique ou si la pression de cintrage est inégalement répartie, cela peut entraîner des irrégularités dans le processus de cintrage. Cela peut entraîner des variations de l'angle et du rayon de courbure, ce qui se traduit par une taille instable et un bord non droit.
Hauteur réduite
Explication: Si la hauteur du pli est trop basse, il se peut qu'elle n'offre pas un effet de levier suffisant pour un pliage net et cohérent. Le matériau peut alors se déformer de manière irrégulière, ce qui entraîne un bord non droit et une instabilité de la taille.
Solutions:
Techniques de pressage ou de pré-pliage de la ligne de conception
Mise en œuvre: Incorporer des étapes de pressage de ligne ou de pré-pliage dans le processus de pliage. Ces techniques permettent de précontraindre le matériau et de s'assurer qu'il est correctement aligné avant le pliage final. Cela peut être réalisé grâce à l'utilisation d'un outillage spécialisé ou à des étapes de traitement supplémentaires.
Augmentation de la force de levage
Mise en œuvre: Assurez-vous que la pression du matériau est adéquate en augmentant la force de vérinage. Cela peut se faire en ajustant les réglages de la machine pour appliquer plus de pression pendant le processus de pliage. Une pression adéquate permet d'obtenir un pliage plus uniforme et réduit la probabilité d'un retour élastique.
Assurer un dégagement régulier dans le moule convexe-concave et polir le congé
Mise en œuvre: Vérifier et ajuster le jeu dans le moule convexe-concave pour s'assurer qu'il est régulier. En outre, polissez le congé pour éliminer toute irrégularité. Cela permet de mieux répartir la pression de pliage et de réduire le risque de courbures irrégulières.
Faire en sorte que la hauteur soit supérieure ou égale à la taille minimale
Mise en œuvre: Veillez à ce que la hauteur du coude soit au moins égale à la taille minimale requise. Cela permet d'obtenir un effet de levier suffisant pour un pliage propre et cohérent. Ajustez la conception ou l'outillage si nécessaire pour obtenir la hauteur appropriée.
4. Raclage de la pièce après pliage
Analyse des causes :
Surface du matériau non lisse
Une surface irrégulière ou rugueuse sur le matériau peut entraîner un grattage pendant le processus de pliage. En effet, les irrégularités de la surface peuvent provoquer des frottements et des résistances, ce qui endommage la pièce.
Rayon de courbure de la matrice convexe trop petit
Si le rayon de courbure de la matrice convexe est trop petit, cela peut entraîner une concentration excessive de contraintes sur le matériau. Le matériau peut alors s'érafler ou même se fissurer pendant le processus de pliage.
Jeu de courbure trop faible
Un jeu insuffisant entre la matrice et le poinçon peut entraîner une pression excessive sur le matériau. Le matériau peut alors s'érafler contre la matrice, ce qui peut endommager la surface.
Solutions :
Améliorer la douceur de la matrice concave
S'assurer que la surface de la matrice concave est lisse permet de réduire les frottements et d'éviter que le matériau ne soit raclé. Cela peut être réalisé par polissage ou en utilisant une matrice avec une finition de surface plus élevée.
Augmenter le rayon de courbure de la matrice convexe
L'augmentation du rayon de courbure de la matrice convexe permet de répartir la contrainte plus uniformément sur le matériau, réduisant ainsi le risque de raclage. Ce réglage peut aider à maintenir l'intégrité de la pièce pendant le pliage.
Ajuster le jeu de pliage
Il est essentiel de régler correctement le jeu entre la matrice et le poinçon. S'assurer que le jeu est suffisant permet d'éviter une pression excessive sur le matériau, réduisant ainsi le risque de grattage. Pour ce faire, il convient de recalibrer la cintreuse ou d'utiliser des matrices de dimensions appropriées.
5. Fissures aux angles de flexion
Analyse des causes :
Rayon de courbure trop faible:
Lorsque le rayon de courbure est trop faible, le matériau subit des contraintes excessives, ce qui entraîne des fissures aux angles de courbure.
Grain du matériau parallèle à la ligne de pliage:
L'orientation du grain du matériau influe considérablement sur ses propriétés de flexion. Si le sens du grain est parallèle à la ligne de flexion, il peut provoquer des fissures en raison de la nature anisotrope du matériau.
Bavure de l'ébauche s'étendant vers l'extérieur:
Les bavures sur les bords de la pièce peuvent agir comme des concentrateurs de contraintes, entraînant des fissures lors du pliage.
Mauvaise aptitude au remoulage du métal:
Les métaux peu ductiles ou peu remoulables sont plus susceptibles de se fissurer lors des opérations de pliage.
Solutions :
Augmenter le rayon de courbure de la matrice convexe:
En augmentant le rayon de courbure, la concentration de contraintes au point de courbure est réduite, ce qui minimise le risque de fissures.
Modifier la disposition des blancs:
L'ajustement de la disposition du découpage afin de s'assurer que le sens du grain du matériau est perpendiculaire à la ligne de pliage peut améliorer la capacité du matériau à résister aux contraintes de pliage.
Réalisation de bavures sur le congé intérieur de la pièce:
En veillant à ce que les bavures soient dirigées vers le congé intérieur de la pièce, on peut réduire la concentration de contraintes sur la surface extérieure, ce qui permet d'éviter les fissures.
Recuit ou utilisation d'un matériau mou:
Le recuit du matériau peut améliorer sa ductilité et réduire la probabilité de fissuration. Par ailleurs, l'utilisation d'un matériau plus souple et plus facile à remodeler peut également atténuer le problème.
6. La flexion provoque la déformation des trous
Analyse des causes :
Lorsque la flexion élastique est utilisée pour positionner un trou, la surface extérieure du bras de flexion est soumise au frottement de la surface du moule concave et de la surface extérieure de la pièce à usiner. Cette force de frottement peut entraîner une déformation du trou de positionnement. La déformation se produit parce que le matériau autour du trou n'est pas uniformément soutenu et est tiré de manière irrégulière pendant le processus de cintrage.
Solutions :
Pour atténuer la déformation du trou pendant le processus de pliage, envisagez les solutions suivantes :
Employer le pliage de forme: Le cintrage de forme implique l'utilisation d'un outillage spécialisé qui se conforme plus étroitement à la forme finale de la pièce. Cette méthode permet de mieux répartir les forces de pliage, réduisant ainsi la probabilité de déformation des trous.
Augmenter la pression du couvercle: En augmentant la pression exercée par la plaque de recouvrement, la pièce est maintenue plus fermement en place. Cette pression supplémentaire contribue à minimiser les mouvements et les glissements, réduisant ainsi la déformation du trou.
Ajouter le plaid à la couverture: L'introduction d'une plaquette de piquage (une surface texturée) sur la plaque de recouvrement augmente la friction entre la pièce à usiner et la plaque de recouvrement. Cette friction accrue empêche la pièce de glisser pendant le pliage, ce qui réduit les risques de déformation du trou.
7. Surface de flexion plus fine
Analyse des causes :
Rayon du congé de la filière convexe-concave trop faible:
Lorsque le rayon du congé de la matrice convexe-concave est trop petit, il peut entraîner un amincissement excessif du matériau au niveau de la surface de pliage. En effet, un rayon plus petit concentre les contraintes sur une zone plus restreinte, ce qui entraîne une déformation et un amincissement plus importants.
Jeu trop faible entre la matrice convexe et la matrice concave:
Un espace insuffisant entre les matrices convexes et concaves peut également contribuer à l'amincissement de la surface de pliage. Cet espace limité peut entraîner une compression et un étirement excessifs du matériau, ce qui conduit à un amincissement.
Solutions :
Augmenter le rayon du congé de la filière convexe-concave:
En augmentant le rayon du congé de la matrice convexe-concave, la distribution des contraintes pendant la flexion devient plus uniforme. Cela réduit la concentration des contraintes et minimise l'amincissement du matériau. Un rayon plus grand permet au matériau de s'écouler plus facilement autour de la courbure, en préservant son épaisseur.
Ajuster le jeu de la matrice convexe-concave:
Le réglage correct du jeu entre les matrices convexes et concaves garantit que le matériau n'est pas excessivement comprimé ou étiré. Un jeu adéquat permet au matériau de se plier sans s'amincir de manière significative, ce qui préserve l'intégrité de la surface de pliage.
8. Renflement ou irrégularité de la surface de la pièce
Analyse des causes :
Au cours du processus de pliage, la surface de la pièce peut devenir bombée ou inégale en raison des contraintes différentielles subies par le matériau. Plus précisément, sous l'effet de la tension dans la direction circonférentielle, la surface extérieure du matériau se rétracte tandis que la surface intérieure s'étend. Cette déformation différentielle peut entraîner un bombement dans le sens de la flexion.
Solutions :
Pour résoudre le problème du gonflement ou de l'irrégularité de la surface, envisagez les solutions suivantes :
Fournir une pression adéquate à la matrice convexe-concave au stade de l'emboutissage final
L'application d'une pression adéquate sur la matrice convexe-concave au cours de la phase finale d'emboutissage permet d'obtenir une déformation plus uniforme. Cette pression permet de minimiser les contraintes différentielles entre les surfaces intérieures et extérieures de la pièce.
Faire en sorte que le rayon de l'angle rond concave soit égal à celui du cercle de la pièce à usiner
En faisant correspondre le rayon de l'angle rond concave au rayon de l'excircle de la pièce, le processus de pliage peut être optimisé pour réduire les points de concentration des contraintes. Cet alignement permet de répartir les contraintes plus uniformément sur le matériau, réduisant ainsi le risque de bombement.
Optimiser les techniques
Sélection des matériaux: Choisissez des matériaux plus ductiles et plus uniformes pour réduire le risque de déformation inégale.
Conception d'outils: Veiller à ce que l'outillage soit conçu pour s'adapter aux exigences spécifiques du matériau et du pliage. Un outillage bien conçu permet d'obtenir des résultats plus cohérents.
Paramètres du processus: Ajuster les paramètres du processus tels que la vitesse de cintrage, la pression et la température afin d'optimiser le processus de cintrage. Un réglage précis de ces paramètres peut contribuer à minimiser les contraintes différentielles et à obtenir une surface plus lisse.
9. Partie inférieure irrégulière et concave
Analyse des causes :
Matériau irrégulier: La matière première elle-même peut présenter des incohérences au niveau de l'épaisseur ou de la planéité, ce qui entraîne un fond irrégulier dans la partie concave.
Faible surface de contact entre le panneau de recouvrement et le matériau ou force d'emboîtement insuffisante: Une zone de contact insuffisante ou une force insuffisante appliquée par le panneau de recouvrement peut entraîner une répartition inégale de la pression et provoquer des irrégularités.
Pas de dispositif de soutien du matériau dans la filière concave: L'absence d'un dispositif de soutien du matériau peut entraîner un soutien inadéquat pendant le processus de formage, ce qui se traduit par un fond inégal.
Solutions :
Matériaux de nivellement: Veiller à ce que les matières premières soient correctement nivelées avant le processus de formage. Cela peut être réalisé par différentes techniques de nivellement afin de garantir une épaisseur et une planéité uniformes.
Ajuster le dispositif de soutien du matériel et augmenter la force de levage:
Ajuster le dispositif de support matériel: S'assurer que le dispositif de support du matériau est correctement réglé pour fournir un support adéquat tout au long du processus de formage.
Augmentation de la force de levage: Augmenter la force du vérin pour s'assurer que le matériau est pressé uniformément, réduisant ainsi les risques d'un fond irrégulier.
Augmenter ou corriger le dispositif de soutien matériel: Si le dispositif de soutien du matériau est inadéquat ou absent, il doit être installé ou corrigé pour fournir le soutien nécessaire pendant le processus de formage.
Augmenter les processus de mise en forme: Mettre en œuvre des processus de façonnage supplémentaires si nécessaire. Il peut s'agir de plusieurs étapes de formage afin d'obtenir progressivement la forme souhaitée et d'assurer la régularité du fond.
10. Désalignement des axes des trous après pliage
Analyse des causes :
Le désalignement des axes des trous des deux côtés après le pliage est principalement dû au rebond du matériau. Lorsqu'une tôle est pliée, le matériau a tendance à rebondir légèrement après l'élimination de la force de pliage. Cet effet de rebond peut modifier l'angle de pliage prévu, entraînant un désalignement de la ligne centrale et, par conséquent, des axes des trous.
Solutions :
Pour résoudre le problème du désalignement des axes des trous après le cintrage, il convient d'envisager les solutions suivantes :
Augmenter le processus de correction
La mise en œuvre d'un processus de correction après pliage peut aider à réaligner les trous. Il peut s'agir d'opérations secondaires telles qu'un nouveau pliage ou l'utilisation de fixations de précision pour s'assurer que les trous sont correctement alignés.
Améliorer la structure du modèle de pliage pour réduire le rebond du matériau
L'amélioration de la structure du modèle de flexion peut réduire de manière significative le rebond des matériaux. Pour ce faire, il faut
Réglage des paramètres de cintrage: Un réglage précis des paramètres tels que le rayon de courbure, l'angle de courbure et l'épaisseur du matériau peut minimiser le rebond.
Utilisation d'un outillage approprié: Le choix d'outils appropriés, tels que des matrices aux tolérances plus étroites, peut aider à réaliser des pliages plus précis.
Sélection des matériaux: Le choix de matériaux moins élastiques peut réduire l'ampleur du rebond. Par exemple, les matériaux ayant une limite d'élasticité plus élevée tendent à présenter moins de rebond.
Simulation et essais: L'utilisation d'un logiciel de simulation avancé pour prévoir et compenser le rebond du matériau avant le pliage réel peut conduire à des résultats plus précis.
11. Positionnement précis des trous après pliage
Le positionnement précis des trous après le processus de pliage dans la fabrication de tôles est essentiel pour maintenir l'intégrité et la fonctionnalité du produit final. Différents facteurs peuvent entraîner des imprécisions dans la position des trous, et il est essentiel de comprendre ces causes pour mettre en œuvre des solutions efficaces.
Analyse des causes :
Dimensions de dépliage incorrectes
Description: La taille de dépliage se réfère aux dimensions du modèle plat de la tôle avant le pliage. Si ces dimensions sont incorrectes, la pièce pliée finale ne correspondra pas aux spécifications souhaitées, ce qui entraînera un mauvais alignement des trous.
Impact: Des dimensions de dépliage incorrectes peuvent entraîner des écarts importants dans la position des trous, ce qui rend l'assemblage difficile, voire impossible.
Matériau : dos d'âne
Description: Le retour élastique est la tendance d'un métal à reprendre partiellement sa forme initiale après avoir été plié. Ce phénomène est dû à la reprise élastique du matériau.
Impact: Le retour élastique peut faire en sorte que l'angle de pliage final soit différent de l'angle prévu, ce qui entraîne un mauvais alignement des trous.
Positionnement instable
Description: Pendant le processus de pliage, si la tôle n'est pas correctement fixée ou positionnée, elle peut se déplacer, ce qui entraîne des imprécisions dans la pièce finale.
Impact: Un positionnement instable peut entraîner des variations dans l'emplacement des trous, ce qui affecte la précision globale de la pièce.
Solutions :
Calculer avec précision la taille de la réserve de travail
Approche: Utiliser des mesures et des calculs précis pour déterminer la taille correcte de dépliage de la tôle. Cela inclut la prise en compte des tolérances de pliage et des déductions basées sur l'épaisseur du matériau et le rayon de pliage.
Outils: Utiliser des logiciels de CAO et des algorithmes de dépliage avancés pour garantir la précision.
Augmenter le processus de correction ou améliorer la structure de la matrice de pliage
Approche: Mettre en œuvre des processus de correction supplémentaires pour compenser le retour élastique du matériau. Il peut s'agir de techniques de pliage excessif ou de l'utilisation de matrices spécialisées conçues pour minimiser le retour élastique.
Outils: Investissez dans des matrices de pliage de haute qualité et envisagez d'utiliser des presses plieuses à commande numérique qui offrent un meilleur contrôle et une meilleure répétabilité.
Modifier les méthodes de traitement ou améliorer le positionnement
Approche: Évaluer et éventuellement modifier les méthodes de traitement pour les remplacer par des techniques plus précises. Améliorer le positionnement de la tôle pendant le pliage en utilisant des fixations, des pinces ou des systèmes de positionnement automatisés.
Outils: Utiliser la découpe laser pour la création de trous avant pliage et utiliser des systèmes de positionnement automatisés pour assurer un placement cohérent.
12. Ligne de pliage non parallèle au centre de deux trous
Analyse des causes :
Lorsque la hauteur de cintrage est inférieure à la hauteur de cintrage minimale, la partie cintrable a tendance à se dilater. Cette dilatation peut entraîner un désalignement, la ligne de pliage n'étant pas parallèle au centre des trous.
Solutions :
Augmenter la hauteur de la pièce à plier
Veillez à ce que la hauteur de cintrage soit égale ou supérieure à la hauteur de cintrage minimale requise. Cela permettra de maintenir l'intégrité structurelle de la pièce et d'éviter toute dilatation indésirable pendant le processus de pliage.
Améliorer les techniques de pliage
Ajustement de l'outillage: Utilisez un outillage approprié qui correspond au matériau et à l'épaisseur de la pièce. Un outillage approprié peut aider à réaliser des pliages précis.
Séquencement des courbes: Planifier la séquence de pliages pour minimiser les contraintes internes et les distorsions. Cela peut aider à maintenir l'alignement de la ligne de pliage avec les centres des trous.
Manutention: Veillez à ce que la pièce soit correctement soutenue et alignée pendant le processus de pliage. Cela permet d'éviter les décalages et les mauvais alignements.
Formation des opérateurs: Former les opérateurs aux meilleures pratiques pour les opérations de pliage, y compris l'importance de maintenir des hauteurs de pliage minimales et des techniques d'alignement appropriées.
13. Déformation en largeur après pliage
Analyse des causes :
La déformation en termes de largeur après le cintrage, qui se manifeste souvent par une déviation de l'arc, peut avoir un impact significatif sur la qualité et la précision de la pièce finale. Ce problème survient généralement en raison d'une profondeur et d'un retrait irréguliers sur la largeur de la pièce, ce qui entraîne une torsion et une déflexion. Les principaux facteurs contribuant à ce problème sont les suivants
Propriétés incohérentes des matériaux: Les variations de l'épaisseur, de la dureté et de la structure du grain du matériau peuvent entraîner une déformation irrégulière lors du pliage.
Mauvais réglage de l'outillage: Un mauvais alignement ou l'usure des outils de pliage peut entraîner une répartition inégale de la pression.
Paramètres de flexion imprécis: Une force, une vitesse ou un angle de flexion incorrects peuvent aggraver les problèmes de déformation.
Contraintes résiduelles: Les contraintes préexistantes dans le matériau peuvent entraîner une déformation imprévisible lorsque des forces supplémentaires sont appliquées.
Solutions :
Plusieurs stratégies peuvent être mises en œuvre pour atténuer la déformation en largeur après la flexion :
Augmenter la pression de flexion:
Raison d'être: L'application d'une pression de flexion plus élevée peut aider à obtenir une déformation plus uniforme en surmontant les incohérences du matériau.
Mise en œuvre: Ajuster les réglages de la presse plieuse pour augmenter la force appliquée pendant le processus de pliage. Assurez-vous que la machine est capable de supporter la pression accrue sans endommager l'outillage ou la pièce.
Augmenter le processus de correction:
Raison d'être: L'exécution d'étapes de correction supplémentaires peut aider à rectifier toute déformation survenue lors du pliage initial.
Mise en œuvre: Introduire des étapes de correction intermédiaires au cours desquelles la pièce est vérifiée et ajustée en fonction des écarts éventuels. Il peut s'agir d'un nouveau pliage ou de l'utilisation d'outils de correction spécialisés pour redresser la pièce.
Assurer un certain angle entre les matériaux et la direction du pliage:
Raison d'être: L'alignement du sens du grain du matériau sur le sens de la flexion peut réduire la probabilité d'une déformation inégale.
Mise en œuvre: Analyser la structure du grain du matériau et ajuster l'orientation de la pièce de manière à ce que la force de flexion soit appliquée dans une direction qui minimise la déviation. Cela signifie souvent un pliage perpendiculaire à la direction du grain.
Recommandations supplémentaires :
Maintenance de l'outillage: Inspecter et entretenir régulièrement les outils de pliage pour s'assurer qu'ils sont en bon état et correctement alignés.
Sélection des matériaux: Choisissez des matériaux aux propriétés constantes et aux contraintes résiduelles minimales pour les applications critiques.
Simulation et essais: Utiliser la conception assistée par ordinateur (CAO) et l'analyse par éléments finis (AEF) pour simuler le processus de pliage et prévoir les problèmes de déformation potentiels avant la production réelle.
14. Pièce à usiner avec incision provoquant une déviation vers le bas
Analyse des causes :
Lorsqu'une pièce comportant une incision est usinée, le matériau au niveau de l'incision a tendance à s'ouvrir, ce qui entraîne un déplacement des deux arêtes droites vers la gauche et la droite. Ce mouvement entraîne une déviation vers le bas de la pièce. Ce phénomène est souvent observé dans le traitement des tôles, où l'intégrité du matériau est compromise par des coupes ou des incisions, ce qui entraîne une déformation.
Solutions :
Améliorer la structure de la pièce
Renforcement: Renforcer les zones autour de l'incision pour maintenir l'intégrité structurelle pendant le traitement. Cela peut se faire en ajoutant des supports temporaires ou en utilisant un matériau plus rigide.
Optimisation de la conception: Redéfinir la pièce pour minimiser l'impact des incisions. Il peut s'agir de modifier la forme ou d'ajouter des caractéristiques qui répartissent les contraintes de manière plus uniforme.
Augmentation de l'indemnité de traitement lors des incisions
Connexion des incisions: Augmenter la tolérance de traitement au niveau des incisions pour les relier temporairement. Cela signifie qu'il faut laisser un petit pont de matériau qui maintient les bords ensemble pendant le cintrage. Une fois le processus de pliage terminé, ces ponts peuvent être coupés.
Coupes de pré-pliage: Effectuer des coupes initiales qui ne pénètrent pas complètement dans le matériau, suivies du processus de pliage. Une fois le pliage terminé, terminer les coupes pour séparer les pièces.
Autres considérations :
Sélection des matériaux: Choisissez des matériaux plus ductiles et plus résistants pour réduire le risque de déformation.
Ajustements de l'outillage: Utiliser un outillage spécialisé qui peut mieux soutenir la pièce pendant le traitement, réduisant ainsi les risques de déviation.
Paramètres du processus: Ajustez les paramètres de traitement, tels que la vitesse et la force de coupe, afin de minimiser les contraintes exercées sur la pièce.
15. Matériau glissant au cours de la transformation
Analyse des causes :
Lors de la sélection de la matrice de pliage, il est courant de choisir une largeur de rainure en V correspondant à 4 à 6 fois l'épaisseur du matériau (T). Toutefois, un glissement peut se produire si la taille du pli est inférieure à la moitié de la largeur de la rainure en V sélectionnée. Cette situation se produit parce que le matériau n'est pas suffisamment soutenu dans la rainure en V surdimensionnée, ce qui entraîne une instabilité au cours du processus de pliage.
Problème :
Le principal problème est que la rainure en V choisie est trop grande pour le matériau à plier, ce qui entraîne un glissement du matériau pendant le traitement.
Solutions :
1. Méthode de déviation de l'axe central (usinage excentrique)
Lorsque la taille du matériau à plier est inférieure à la moitié de 4 à 6 fois le T, il est essentiel de compenser l'espace excédentaire dans la rainure en V. Cela peut être réalisé par un usinage excentrique. Cela peut être réalisé par un usinage excentrique, où le matériau est positionné de manière décentrée pour assurer un meilleur contact et un meilleur support dans la rainure en V.
2. Traitement du rembourrage
Une autre solution efficace consiste à utiliser un rembourrage pour combler l'espace excédentaire dans la rainure en V. Ce rembourrage apporte un soutien supplémentaire au matériau, évitant ainsi qu'il ne glisse pendant le processus de pliage. Ce rembourrage apporte un soutien supplémentaire au matériau, évitant ainsi qu'il ne glisse pendant le processus de pliage.
3. Plier avec une petite rainure en V et presser avec une grande rainure en V
Dans les cas où une petite rainure en V est nécessaire pour le cintrage initial, mais qu'une rainure en V plus importante est nécessaire pour la presse finale, une approche combinée peut être utilisée. Commencez par plier le matériau avec une petite rainure en V pour assurer la stabilité, puis pressez avec une rainure en V plus grande pour obtenir le rayon de courbure souhaité.
4. Choisir une rainure en V plus petite
La solution la plus simple consiste à choisir une rainure en V plus petite, mieux adaptée à l'épaisseur du matériau et à la taille du pli. Cela garantit que le matériau est correctement soutenu tout au long du processus de pliage, réduisant ainsi le risque de glissement.
16. Largeur de cintrage interne et considérations relatives au moule standard
Analyse des causes :
Dans le cadre des opérations de pliage à l'aide d'une presse plieuse, la largeur interne de pliage doit souvent être plus étroite que la largeur standard du moule. Voici les facteurs clés et les considérations à prendre en compte :
Largeur standard de la matrice inférieure: La matrice inférieure d'une cintreuse a généralement une largeur standard minimale, souvent de l'ordre de 10 mm. Cette largeur est essentielle pour garantir que la matrice peut accueillir le matériau à plier sans causer de dommages ou d'imprécisions.
Epaisseur du matériau: Pour un pliage efficace, l'épaisseur du matériau doit être inférieure à la largeur minimale de la matrice inférieure. Si le matériau est trop épais, il risque de mal se plier et d'endommager l'équipement.
Angle et longueur du coude: Lors d'un pliage à un angle de 90 degrés, la longueur du pli doit respecter des contraintes géométriques spécifiques. La formule √2 (L + V / 2) + T permet de déterminer la longueur minimale requise pour un pliage correct, où :
𝐿L est la longueur du coude.
𝑉V est la largeur de l'ouverture de la matrice en V.
𝑇T est l'épaisseur du matériau.
Fixation de la moisissure: Pour éviter le déplacement du moule, qui peut entraîner des rebuts ou des risques pour la sécurité, le moule doit être solidement fixé sur sa base. Cette fixation ne doit pas permettre de mouvement vers le haut, ce qui garantit la stabilité pendant le processus de pliage.
Solutions :
Pour résoudre le problème de la largeur de pliage interne qui est plus étroite que la largeur standard du moule, envisagez les solutions suivantes :
Augmentation de la taille du coude:
Négociation avec le client: Discuter avec le client de la possibilité d'augmenter la taille du coude. Cela peut permettre d'obtenir un coude interne plus large, compatible avec la largeur standard du moule.
Ajustements de la conception: Modifier les spécifications de la conception pour permettre un pliage plus large, en veillant à ce qu'il s'inscrive dans les paramètres standard du moule.
Traitement spécial du moule:
Fabrication de moules sur mesure: Créer un moule sur mesure spécialement conçu pour traiter des courbes internes plus étroites. Cela peut nécessiter un usinage spécialisé et des ajustements de conception.
Caractéristiques améliorées des moules: Incorporer des caractéristiques qui permettent un pliage précis de largeurs plus étroites sans compromettre l'intégrité du moule ou du matériau.
Utilisation d'outils de meulage:
Meulage de précision: Utiliser des outils de meulage pour obtenir la largeur de pliage interne souhaitée. Bien que cette méthode puisse augmenter les coûts de traitement, elle offre un degré élevé de précision et peut être efficace pour les opérations de pliage à petite échelle ou spécialisées.
Analyse coûts-avantages: Évaluer les implications financières de l'utilisation d'outils de rectification par rapport à d'autres méthodes. Dans certains cas, l'augmentation du coût de traitement peut être justifiée par l'amélioration de la précision et de la qualité du pliage.
17. Proximité du trou par rapport à la ligne de pliage
Analyse des causes :
Lorsqu'un trou est positionné trop près de la ligne de pliage d'une pièce de tôle, le processus de pliage peut entraîner une traction et une déformation du matériau autour du trou. Ce problème est particulièrement prononcé lorsque la distance entre le trou et la ligne de pliage, désignée par 𝐿Lest inférieur à une valeur critique. Cette valeur critique est généralement comprise entre 4 et 6 fois l'épaisseur de la plaque 𝑇T divisé par 2. Mathématiquement, cela peut s'exprimer comme suit :
𝐿<4𝑇/2 à 6𝑇/2
Pendant le processus de pliage, des forces de traction agissent sur le matériau, ce qui peut entraîner un arrachement et une déformation si 𝐿L est insuffisante. En effet, le matériau entourant le trou est soumis à des contraintes importantes qui le déforment.
Distance minimale 𝐿L pour différentes épaisseurs de plaques
La distance minimale 𝐿L pour différentes épaisseurs de plaques peut être déterminée sur la base de la largeur de la rainure du moule standard. Cela permet de s'assurer que le matériau ne subit pas de contraintes excessives lors du pliage, ce qui évite les déformations et les arrachements.
Solutions :
Pour atténuer le problème des trous trop proches de la ligne de pliage, plusieurs solutions peuvent être mises en œuvre :
Augmenter la taille du pli et couper l'ourlet après le formage:
En augmentant la taille du pli, la distribution des contraintes autour du trou peut être améliorée, réduisant ainsi la probabilité d'un arrachement. Après le formage, l'ourlet peut être coupé pour obtenir les dimensions souhaitées.
Agrandir le trou jusqu'à la ligne de pliage:
Si l'aspect et la fonction de la pièce ne sont pas compromis, et avec l'accord du client, le trou peut être élargi jusqu'à la ligne de pliage. Cela permet de mieux répartir les contraintes.
Utiliser le traitement sécant ou le traitement par sertissage:
Des techniques de sécant ou de sertissage peuvent être employées pour modifier la distribution des contraintes autour du trou, réduisant ainsi le risque d'arrachement.
Traiter le moule de manière excentrique:
Le traitement excentrique du moule permet de minimiser la concentration de contraintes autour du trou et d'éviter les déformations lors du pliage.
Modifier la taille du trou:
L'ajustement de la taille du trou peut également contribuer à réduire la concentration de contraintes. Il peut s'agir d'agrandir le trou ou de modifier sa forme pour mieux répartir les forces lors de la flexion.
18. Analyse de la déformation dans le processus de pliage
Dans le cadre de l'usinage des tôles, notamment lors des opérations de pliage, la distance 𝐿L entre le bord étiré et la ligne de pliage joue un rôle crucial dans la détermination de la qualité du pliage. Lorsque cette distance est trop faible, elle peut entraîner des déformations indésirables. Examinons plus en détail la cause de ce problème et les solutions possibles.
Analyse des causes :
Lorsque la distance 𝐿L entre le bord étiré et la ligne de pliage est inférieure à 4𝑇/2 à 6𝑇/2 (où 𝑇T est l'épaisseur de la plaque), le matériau est susceptible de se déformer. Cette déformation se produit parce que le matériau entre en contact avec le moule inférieur pendant le processus de pliage. La distance insuffisante ne permet pas au matériau de se plier librement, ce qui entraîne des concentrations de contraintes et des déformations ultérieures.
Solutions :
Pour atténuer ce problème, plusieurs stratégies peuvent être employées :
1. Utiliser le traitement sécant ou le traitement par sertissage
Le traitement par sécant ou par sertissage peut aider à gérer le flux de matière et à réduire les concentrations de contraintes qui provoquent la déformation. Ces méthodes consistent à créer un modèle de déformation contrôlé qui répartit les contraintes de manière plus uniforme sur le matériau.
2. Modifier la taille du matériau
L'ajustement des dimensions du matériau peut contribuer à garantir que la distance 𝐿L se situe dans la fourchette acceptable. Il peut s'agir d'augmenter la taille de l'ébauche ou de modifier le dessin pour laisser plus d'espace entre le bord dessiné et la ligne de pliage.
3. Utiliser un traitement spécial des moules
Des moules spécialisés peuvent être conçus pour répondre aux exigences spécifiques du processus de pliage. Ces moules peuvent aider à contrôler le flux de matériau et à réduire la probabilité de déformation en fournissant un meilleur support et en réduisant les points de contact qui provoquent des concentrations de contraintes.
4. Traitement excentrique du moule
Le traitement excentrique du moule consiste à concevoir le moule de manière à compenser la faible distance 𝐿L. Il peut s'agir d'éléments décentrés ou d'ajustements qui permettent au matériau de se plier sans entrer en contact direct avec le moule inférieur, ce qui réduit le risque de déformation.
19. Aplatissement long Montées latérales après l'aplatissement
Analyse des causes :
Le long bord d'aplatissement peut ne pas adhérer fermement au cours du processus d'aplatissement, ce qui fait qu'il se soulève aux extrémités. Ce problème dépend en grande partie de la position de l'aplatissement, il est donc crucial de faire très attention au positionnement pendant le processus d'aplatissement.
Solutions :
Pré-plier l'angle ascendant: Avant de plier le bord mort, pliez d'abord l'angle ascendant comme indiqué sur le schéma. Cette étape de pré-pliage permet d'aligner correctement le matériau et de réduire la tendance du bord à se relever.
Aplatir en plusieurs étapes: Au lieu d'essayer d'aplanir le bord en une seule étape, procédez à l'aplanissement en plusieurs étapes. Cette approche progressive permet un meilleur contrôle et réduit le risque d'élévation du bord.
Appuyer sur la touche Fin d'abord: Commencez par presser l'extrémité du matériau pour plier le côté mort vers le bas. Cette pression initiale permet de fixer le matériau et d'éviter que le bord ne remonte lors des étapes suivantes de l'aplatissement.
Aplatir la partie racine: Concentrez-vous d'abord sur l'aplatissement de la racine du matériau. S'assurer que la racine est correctement aplatie permet d'obtenir une base stable, réduisant ainsi la probabilité que le bord se soulève.
Précautions :
Le souci du détail: Veillez attentivement au positionnement et à l'alignement du matériau tout au long du processus d'aplatissement.
Contrôle de la qualité: Contrôler régulièrement la qualité du processus d'aplatissement pour s'assurer que les bords adhèrent correctement et ne se soulèvent pas.
Maintenance des outils: Veiller à ce que les outils et le matériel utilisés pour l'aplatissement soient en bon état et correctement calibrés.
20. Fractures de ponts de grande hauteur
Analyse des causes :
La cause principale des ruptures dans les ponts basculants de grande hauteur est l'étirement et la rupture du matériau. Plusieurs facteurs peuvent être à l'origine de ce phénomène :
Étirement et fracturation des matériaux: La hauteur élevée du pont d'étirage peut entraîner un étirement excessif du matériau, ce qui provoque des fractures.
Affûtage insuffisant ou coins du moule ternes: Si les coins du moule spécial ne sont pas correctement affûtés, ils peuvent contribuer à des concentrations de contraintes, entraînant une défaillance du matériau.
Faible ténacité des matériaux: Les matériaux à faible ténacité sont plus susceptibles de se fracturer sous l'effet d'une contrainte.
Pont de dérivation étroit: Un pont basculant étroit peut concentrer les contraintes dans une zone plus petite, ce qui augmente la probabilité de fractures.
Solutions :
Pour résoudre ces problèmes et prévenir les fractures dans les ponts basculants de grande hauteur, les solutions suivantes peuvent être mises en œuvre :
Allonger l'orifice de traitement: En allongeant le trou de traitement d'un côté de la fracture, la répartition des contraintes peut être améliorée, ce qui réduit la probabilité de fractures.
Augmenter la largeur du pont de halage: Un pont d'étirement plus large permet de répartir les contraintes sur une plus grande surface, ce qui réduit le risque de rupture du matériau.
Réparer et optimiser les angles des moules: La réparation de l'angle R du moule spécial et l'augmentation de la transition de l'arc peuvent contribuer à réduire les concentrations de contraintes et à améliorer la capacité du matériau à résister à l'étirement.
Ajouter du lubrifiant: L'application d'un lubrifiant sur le pont d'étirage peut réduire les frottements et les contraintes qui en découlent. Cette méthode a toutefois ses limites :
Il peut salir la surface de la pièce.
Il ne convient pas aux pièces en aluminium (AL) et aux autres matériaux pour lesquels la propreté de la surface est essentielle.
21. Changements de taille au cours du traitement dans un moule spécial
Analyse des causes :
Lors du traitement des moules spéciaux, la taille de traitement peut changer en raison de plusieurs facteurs. L'une des principales causes est le déplacement de la pièce. Ce déplacement est souvent le résultat d'une force de pression vers l'avant exercée pendant le traitement. Par conséquent, le petit angle 𝐿L de la partie avant de la pièce augmente. Ce changement peut entraîner des imprécisions dans les dimensions finales de la pièce traitée.
Solutions :
Pour atténuer le problème des changements de taille pendant le traitement des moules spéciaux, les solutions suivantes peuvent être mises en œuvre :
Supprimer les ombres dans l'image :
Veillez à ce que la pièce à usiner et le moule soient clairement visibles pendant le traitement. Les ombres peuvent masquer des détails importants et entraîner des erreurs de positionnement et d'alignement. Utilisez un éclairage adéquat et ajustez la position des sources de lumière pour éliminer les ombres.
Remplacer les pièces d'autopositionnement usées :
Avec le temps, les pièces d'autopositionnement du moule peuvent s'user, entraînant des imprécisions dans le positionnement. Inspectez régulièrement ces pièces et remplacez-les si nécessaire. L'utilisation de structures à rétro-initiation peut permettre un meilleur positionnement et réduire la probabilité de déplacement.
Mettre en œuvre l'analyse du système externe :
Bien qu'aucune recherche ne soit nécessaire, une analyse du système externe peut aider à identifier d'autres causes potentielles de changements de taille. Cette analyse peut comprendre l'examen de l'ensemble de l'installation de traitement, y compris les machines, les outils et les conditions environnementales.
22. Taille globale incohérente de la découpe
Analyse des causes :
Erreur de déploiement du projet: Les erreurs commises au cours des phases initiales de configuration et de planification peuvent entraîner des imprécisions dans les dimensions finales du découpage.
Taille d'alimentation incorrecte: Des erreurs dans le processus d'alimentation du matériau peuvent entraîner des écarts par rapport aux dimensions prévues, ce qui affecte la taille globale de la pièce découpée.
Solutions :
Calcul et distribution des écarts:
Calculer l'écart: Déterminer l'écart total par rapport à la taille prévue et calculer l'écart attribué à chaque coude.
Tolérance de distribution: Déterminer si la tolérance de distribution calculée se situe dans la fourchette acceptable. Si c'est le cas, la pièce peut être considérée comme acceptable.
Réglage de la taille de la rainure en V:
Taille trop grande: Si la taille globale du découpage est trop importante, utilisez une rainure en V plus petite. Ce réglage peut permettre d'obtenir les dimensions souhaitées en réduisant l'étirement du matériau lors du pliage.
Taille trop petite: Si la taille totale est trop petite, utilisez une rainure en V plus large. Cela peut contribuer à augmenter l'étirement du matériau, en compensant la taille réduite et en la ramenant dans la fourchette acceptable.
23. Écaillage ou relâchement du trou de tirage après le rivetage et déformation qui en résulte
Analyse des causes :
Écaillage:
Petit R Angle du trou de tirage: Un angle de faible rayon (R) au niveau du trou de tirage peut entraîner une concentration de contraintes, provoquant l'écaillage du matériau.
Bavures excessives sur la bride: Les bavures, qui sont des arêtes rugueuses ou des saillies laissées sur le matériau après la coupe ou l'usinage, peuvent également contribuer à l'écaillage en créant des points de contrainte supplémentaires.
Rivets lâches:
Mauvais alignement des trous d'emboutissage: Lorsque les trous de tirage ne sont pas correctement alignés, le rivet ne peut pas fixer les matériaux de manière efficace, ce qui entraîne une mauvaise fixation.
Déformation:
Trous mal alignés: Un mauvais alignement des trous pendant le processus de rivetage peut entraîner une répartition inégale des contraintes, ce qui provoque une déformation du matériau.
Méthode de rivetage incorrecte: L'utilisation d'une technique de rivetage inappropriée peut également entraîner des déformations en n'appliquant pas la force nécessaire de manière uniforme.
Solutions :
Prévention de l'écaillage:
Utiliser un poinçon central avec un angle R plus grand: Un rayon plus grand sur le poinçon central peut aider à répartir la contrainte plus uniformément autour du trou de tirage, réduisant ainsi la probabilité d'écaillage.
Attention aux bavures: Veillez à ce que les bavures autour du trou de tirage soient réduites au minimum ou éliminées pendant le processus de bordage afin d'éviter la concentration de contraintes.
Assurer un rivetage correct:
Augmenter la pression et approfondir le brochage: L'application d'une pression plus élevée et l'approfondissement du processus de brochage peuvent aider à créer un ajustement plus sûr pour le rivet.
Utiliser un poinçon central avec un angle R plus grand: Cela peut également permettre d'obtenir un meilleur alignement et un meilleur ajustement du rivet.
Traitement des défauts d'alignement et méthode de rivetage:
Alignement correct des trous: Veillez à ce que tous les trous soient correctement alignés avant le rivetage. Pour ce faire, il convient d'utiliser des outils de mesure précis et des techniques d'alignement.
Utiliser la bonne méthode de rivetage: Adopter la méthode de rivetage appropriée pour le matériau et l'application spécifiques. Il peut s'agir d'utiliser le bon type de rivet, d'appliquer la bonne force et d'assurer une répartition uniforme de la pression.
24. Rivetage en biais du goujon ou pièce déformée après le rivetage
Analyse des causes :
La pièce n'est pas aplatie pendant le traitement
Si la pièce n'est pas correctement aplatie avant le processus de rivetage, cela peut entraîner un désalignement et une déformation.
Force inégale ou pression excessive appliquée à la surface inférieure
L'application d'une force inégale ou d'une pression excessive pendant le rivetage peut entraîner l'inclinaison ou la déformation de la pièce.
Solutions :
Aplatir la pièce lors de l'enfoncement du goujon
Veillez à ce que la pièce soit bien aplatie avant d'entamer le processus de rivetage. Pour ce faire, il convient d'utiliser des outils ou des techniques d'aplatissement appropriés.
Utiliser un cadre de support
La mise en place d'un cadre de support peut aider à maintenir l'alignement et la stabilité de la pièce pendant le processus de rivetage. Cela réduit le risque d'inclinaison et de déformation.
Réajuster la pression
Ajustez soigneusement la pression appliquée pendant le processus de rivetage. Veillez à ce que la pression soit uniformément répartie afin d'éviter toute distorsion ou déformation.
Augmenter la plage de contraintes sur la surface inférieure et réduire la plage de forces sur la surface supérieure
En augmentant la plage de contraintes sur la surface inférieure et en réduisant la plage de forces sur la surface supérieure, vous pouvez obtenir une répartition des forces plus équilibrée. Cela permet de maintenir l'intégrité de la pièce et d'éviter les déformations.
Recommandations supplémentaires :
Entretien régulier et étalonnage de l'équipement de rivetage
Veillez à ce que l'équipement de rivetage soit régulièrement entretenu et calibré afin de garantir des performances constantes. Cela permet d'appliquer la bonne quantité de force et de pression au cours du processus.
Formation des opérateurs
Fournir une formation adéquate aux opérateurs pour s'assurer qu'ils comprennent l'importance d'un alignement correct, du réglage de la pression et de l'utilisation de cadres de soutien au cours du processus de rivetage.
Contrôles de qualité
Mettre en œuvre des contrôles de qualité à différents stades du processus de rivetage afin d'identifier et de rectifier tout problème à un stade précoce. Cela permet de maintenir la qualité globale de la pièce.
25. Côtés non parallèles après pliage décalé
Analyse des causes :
Étalonnage incorrect du moule
Si le moule n'est pas calibré correctement, il peut en résulter des imprécisions dans le processus de pliage, ce qui se traduit par des côtés non parallèles.
Ajustement incorrect des joints d'étanchéité des filières supérieure et inférieure
Les joints entre les matrices supérieure et inférieure jouent un rôle crucial dans le maintien de l'alignement. Si ces joints ne sont pas ajustés correctement, cela peut entraîner un désalignement.
Faces supérieure et inférieure de la matrice non identiques
Les surfaces des matrices supérieure et inférieure doivent être identiques pour garantir un pliage uniforme. Toute différence peut entraîner un cintrage inégal et des côtés non parallèles.
Solutions :
Recalibrer le moule
Veiller à ce que le moule soit correctement calibré. Il s'agit de vérifier et d'ajuster les paramètres du moule pour garantir la précision du processus de pliage.
Ajuster les joints
Augmentez ou diminuez l'épaisseur des joints entre les matrices supérieure et inférieure pour obtenir un alignement correct. Ce réglage permet de maintenir le parallélisme des côtés.
Utiliser un traitement excentrique pour le moule
Mettre en œuvre des techniques de traitement excentrique pour corriger tout problème de désalignement. Il s'agit d'ajuster le moule pour compenser les excentricités dans le processus de pliage.
Garantir des surfaces supérieures et inférieures du moule identiques
Vérifier que les surfaces des moules supérieur et inférieur sont identiques. Cela peut impliquer d'usiner ou de polir les faces des moules pour s'assurer qu'elles sont uniformes et exemptes de toute anomalie.
Conseils supplémentaires :
Entretien et inspection réguliers
Inspecter et entretenir régulièrement les moules et les matrices pour s'assurer qu'ils restent dans un état optimal. Il s'agit notamment de vérifier l'usure et de procéder aux ajustements ou aux remplacements nécessaires.
Utiliser des outils de mesure de précision
Utilisez des outils de mesure de précision pour vérifier l'alignement et le parallélisme des côtés après le pliage. Cela permet d'identifier et de corriger rapidement tout problème.
26. Plis profonds sur la surface du produit
Analyse des causes :
Petite rainure en V dans la matrice inférieure
Explication: Une rainure en V plus petite dans la matrice inférieure peut concentrer la force de flexion sur une zone plus petite, ce qui entraîne des plis plus profonds sur la surface du produit.
Petit angle R de la rainure en V dans le moule inférieur
Explication: Un angle de rayon (R) plus faible dans la rainure en V peut entraîner des courbes plus prononcées, ce qui augmente la probabilité de formation de plis profonds à la surface du matériau.
Le matériau est trop mou
Explication: Les matériaux plus souples sont plus susceptibles de se déformer et peuvent facilement développer des plis profonds sous l'effet des forces de flexion.
Solutions :
Utiliser une grande rainure en V pour le traitement
Mise en œuvre: L'utilisation d'une rainure en V plus large dans l'outil inférieur répartit la force de pliage sur une zone plus large, réduisant ainsi la profondeur des plis sur la surface du produit.
Utiliser un moule avec un grand angle R
Mise en œuvre: L'utilisation d'un moule avec un angle de rayon plus grand dans la rainure en V crée des courbes plus douces, minimisant la formation de plis profonds.
Utiliser le cintrage du rembourrage (avec du métal ou du polyuréthane de coulée)
Mise en œuvre: L'introduction de matériaux de rembourrage tels que le métal ou le polyuréthane de coulée pendant le processus de pliage peut aider à répartir la force plus uniformément, réduisant ainsi la profondeur des plis. Le rembourrage agit comme un tampon, absorbant une partie de la contrainte de pliage et protégeant la surface du matériau.
27. Déformation près du coude après le cintrage
Analyse des causes :
La déformation à proximité du pli après le processus de pliage peut être attribuée au fait que la machine fonctionne à une vitesse excessivement élevée. Lorsque la vitesse de cintrage vers le haut de la machine dépasse la vitesse à laquelle l'opérateur peut tenir et soutenir manuellement la pièce, il en résulte une répartition inégale de la force et une déformation subséquente. Cet écart entre les vitesses peut entraîner un mauvais alignement ou un mauvais soutien de la pièce pendant le processus de pliage, ce qui provoque une déformation indésirable près de la zone de pliage.
Solutions :
Pour résoudre ce problème, les solutions suivantes peuvent être mises en œuvre :
Réduire la vitesse de fonctionnement de la machine: En réduisant la vitesse de fonctionnement de la machine, le processus de pliage peut être mieux contrôlé et plus progressif. L'opérateur peut ainsi mieux gérer la pièce à usiner, en veillant à ce qu'elle reste correctement alignée et soutenue tout au long du processus de pliage. Une vitesse plus lente réduit le risque de mouvements brusques susceptibles de provoquer des déformations.
Augmenter la vitesse de prise en main de l'opérateur: Apprendre à l'opérateur à augmenter sa vitesse de prise en main peut l'aider à synchroniser ses mouvements avec le fonctionnement de la machine. Cette synchronisation garantit que la pièce est soutenue de manière cohérente, ce qui réduit le risque de déformation. Toutefois, cette solution peut s'avérer moins pratique car elle dépend fortement de la dextérité manuelle et du temps de réaction de l'opérateur.
Recommandations supplémentaires:
Utilisation des outils de soutien: La mise en place d'outils de soutien tels que des butées arrière, des supports latéraux ou des systèmes de manutention automatisés peut aider à maintenir la position et l'alignement de la pièce pendant le processus de pliage. Ces outils peuvent apporter une stabilité supplémentaire, réduisant ainsi la dépendance de l'opérateur à l'égard de la manutention manuelle.
Entretien et étalonnage réguliers: Veiller à ce que la cintreuse soit régulièrement entretenue et calibrée peut contribuer à l'obtention de performances constantes. Un bon entretien permet d'éviter des problèmes tels qu'une application inégale de la force ou une usure mécanique qui pourrait contribuer à la déformation.
Formation des opérateurs: Une formation complète des opérateurs aux techniques de manutention correctes et à l'importance de la synchronisation avec la vitesse de la machine peut améliorer leur capacité à gérer efficacement la pièce à usiner. Les programmes de formation peuvent également inclure les meilleures pratiques pour l'utilisation des outils de soutien et la manipulation de différents types de matériaux.
28. Fissuration des pièces en aluminium lors du cintrage
Les pièces en aluminium (AL) sont susceptibles de se fissurer lorsqu'elles sont pliées en raison de la structure cristalline unique du matériau. Cette structure rend l'aluminium susceptible de se briser le long de lignes parallèles au cours du processus de pliage.
Solutions pour prévenir les fissures :
Ajuster l'orientation du matériau pendant la découpe :
Faire pivoter le matériau AL : Lors de la préparation de la tôle d'aluminium pour le pliage, il est essentiel de tourner le matériau de manière à ce que la direction du pliage soit perpendiculaire au grain (texture) de l'aluminium. Ce réglage permet de répartir plus uniformément les contraintes sur le matériau, réduisant ainsi le risque de formation de fissures le long des lignes de grain.
Augmenter le rayon de la matrice supérieure :
Améliorer l'angle R : L'augmentation du rayon (angle R) de la matrice supérieure utilisée dans le processus de pliage peut réduire de manière significative la concentration de contraintes sur la pièce en aluminium. Un rayon plus grand permet un cintrage plus progressif, ce qui minimise le risque de fissuration en réduisant la contrainte sur le matériau.
Autres considérations :
Sélection des matériaux : Le choix d'un alliage d'aluminium ayant une meilleure ductilité peut également contribuer à réduire la tendance à la fissuration lors du pliage. Les alliages tels que le 5052 ou le 6061 sont connus pour leurs bonnes propriétés de flexion.
Préchauffage : Le préchauffage de la tôle d'aluminium avant le pliage peut améliorer sa malléabilité, ce qui la rend moins susceptible de se fissurer.
Outillage approprié : S'assurer que l'outillage est en bon état et exempt de défauts peut également contribuer à un processus de pliage plus fluide et réduire le risque de fissures.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
Vous êtes-vous déjà demandé comment les concepteurs de tôles assurent la précision de leurs dessins ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la conception de tôles et explorer...
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Avez-vous déjà eu du mal à déplier avec précision des pièces de tôle ? Cet article explore l'art et la science qui se cachent derrière les calculs de dépliage de la tôle. Découvrez les concepts clés, les formules et les techniques utilisées...
Qu'est-ce qui permet à une tôle plate de se transformer en formes complexes avec précision et exactitude ? La réponse réside dans le processus de déformation complexe du pliage de la tôle. Cet article plonge...
Faites passer votre entreprise à la vitesse supérieure