Calcul de la force de coupe de la tôle (basé sur une guillotine hydraulique)
Vous êtes-vous déjà demandé pourquoi certaines tôles sont parfaitement planes alors que d'autres se déforment ? Cet article révèle les secrets des forces de coupe dans les cisailles à tôles rotatives. Vous apprendrez comment les différents angles et dégagements affectent la qualité et l'efficacité du cisaillage des métaux. Préparez-vous à découvrir les mécanismes qui garantissent la précision de chaque coupe !
Comparaison entre les cisailles à plaques rotatives et les cisailles à plaques ordinaires
Conception des lames et processus de cisaillage
Par rapport aux cisailles à tôles ordinaires, la plupart des cisailles à tôles rotatives adoptent une conception de lame oblique. Cette conception est avantageuse car elle permet un processus de cisaillement plus efficace. La lame oblique réduit la force de cisaillement nécessaire et minimise la déformation de la tôle.
Avantages des cisailles à plaques rotatives
Les cisailles à tôles rotatives sont largement utilisées dans l'industrie en raison de plusieurs avantages clés :
Structure simple: La conception des cisailles à plaques rotatives est simple, ce qui simplifie l'entretien et le fonctionnement.
Faible taux d'échec: La simplicité de la structure contribue à réduire la probabilité de défaillance mécanique.
Haute efficacité: La conception oblique de la lame améliore l'efficacité du processus de cisaillement.
Déformation minimale de la feuille: Les tôles traitées par les cisailles rotatives ne subissent pas de courbure, de gauchissement ou de déformation, ce qui est essentiel pour maintenir la qualité du produit final.
Mécanisme de cisaillement
Lors du processus de cisaillement, le support de la lame de la machine de cisaillement à poutre oscillante subit un mouvement de rotation. Ce mouvement de rotation est essentiel car il modifie l'angle de coupe et le jeu de cisaillement de la lame au cours du processus. La variation de l'angle de coupe et du jeu de cisaillement permet d'obtenir une coupe nette et précise.
Considérations et défis en matière de conception
L'un des défis de la conception des cisailles rotatives est le calcul de la force de coupe de la tôle. La méthodologie de conception actuelle calcule souvent la force de coupe en se basant sur l'hypothèse d'un mouvement rectiligne du support de la lame. Or, en réalité, le support de la lame subit un mouvement de rotation. Cette divergence peut conduire à des calculs inexacts de la force de coupe, ce qui entraîne des écarts de dimensionnement et risque d'affecter les performances normales de la machine.
Calcul de la force de coupe
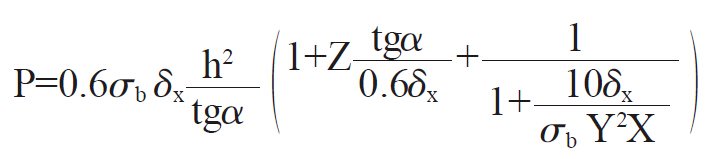
Le calcul de la force de coupe pour une cisaille à lame inclinée avec un support de lame en mouvement rectiligne utilise principalement la formule de Norshari, développée par un ancien chercheur soviétique. Cette formule est essentielle pour déterminer la force nécessaire au processus de cisaillement, en particulier pour les machines dont les supports de lames se déplacent en ligne droite.
Dans la formule de la force de coupe:
σb - Limite de résistance à la traction des plaques,N/mm ;
δx-Rapport d'élongation de la plaque ;
h-Épaisseur de la plaque, mm ;
α- Angle de coupe, ° ;
X、Y、Z - Se réfèrent respectivement à force de flexion coefficient, valeur relative du jeu latéral de la lame de coupe, coefficient du matériau de la presse.
Limites de la formule Norshari
La formule de Norshari ne tient pas compte de l'évolution de l'angle de cisaillement au cours du processus de cisaillement et suppose un jeu de cisaillement fixe. Par conséquent, elle ne s'applique qu'aux cisailles dont le support de lame se déplace en ligne droite.
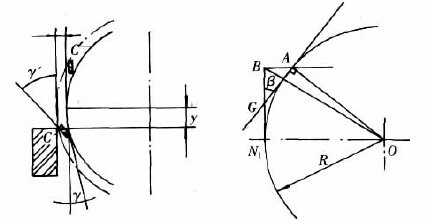
Angle de décharge de cisaillement et distance de cisaillement
Au cours du processus de cisaillement, l'angle de dépouille peut varier dans une fourchette de γ±β. La qualité du cisaillement de la plaque et la force requise sont très sensibles au jeu de cisaillement. Un jeu de cisaillement plus important augmente la proportion de la fonction de traction, ce qui entraîne une moins bonne qualité de cisaillement. Pour la découpe de tôles d'épaisseur moyenne, le jeu de cisaillement devrait idéalement être contrôlé entre 8% et 12%.
Machines à cisailler rotatives
Pour les machines de cisaillement rotatives, il est difficile d'obtenir le γ±β requis en raison du processus simplifié d'installation des lames. Lorsque le jeu de cisaillement dépasse la valeur expérimentée, il entraîne une modification de la force de cisaillement. Une augmentation du jeu de cisaillement se traduit par une valeur relative plus élevée du jeu latéral de cisaillement, augmentant ainsi la force requise pour le cisaillement.
Impact de la fonction de traction
Une fonction de traction importante pendant le processus de coupe augmente la force de cisaillement et la perte de puissance, provoque une déformation plastique de la plaque, augmente la friction entre la lame et la plaque et réduit la durée de vie de l'outil de coupe. Par conséquent, lors du calcul de la force de coupe pour les cisailles rotatives, il est recommandé de choisir une valeur relative plus élevée du jeu latéral de la lame de cisaillement et un coefficient d'émoussage de la lame plus élevé.
Exemple de calcul pratique
Le calcul de la force de cisaillement pour une machine à cisailler utilise généralement une formule technique. La plupart des calculs sont basés sur des plaques d'acier Q235 ordinaires, avec des facteurs de conversion pour différents matériaux :
Plaque d'acier Q235: Facteur de conversion = 1
Plaque d'acier Q345: Facteur de conversion = 1,4
Acier inoxydable 304: Facteur de conversion = 2
Exemple de calcul
Pour une plaque d'acier Q235 de 10 mm d'épaisseur et de 6000 mm de long : Effort de cisaillement=10×6000×23,5=1410000 N=141 Tonnes
Pour une plaque d'acier Q345 : Effort de cisaillement=141×1,4=197,4 tonnes
Pour une plaque en acier inoxydable 304 : Effort de cisaillement=141×2=282 tonnes
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Comment choisir le bon équipement de découpe de tôle ? Avec de nombreuses options allant des cisailles traditionnelles aux découpeurs laser avancés, le choix du meilleur outil peut s'avérer décourageant. Cet article...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Comment s'assurer que votre cisaille guillotine fonctionne en toute sécurité et dure plus longtemps ? Cet article explore les pratiques d'entretien essentielles pour les cisailles guillotine, des contrôles quotidiens aux révisions annuelles. Vous apprendrez...
Vous êtes-vous déjà demandé quelles entreprises étaient à la tête de l'industrie des cisailles hydrauliques ? Cet article explore les 26 premiers fabricants mondiaux, en détaillant leur histoire, leurs spécialités et leur portée mondiale. Des entreprises établies de longue date...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Votre cisaille mécanique ne fonctionne pas comme elle le devrait ? Dans ce guide, vous trouverez des étapes de dépannage détaillées pour des problèmes courants tels que des largeurs de cisaillement incohérentes, des problèmes de rectitude de surface, des...
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment les usines pouvaient réaliser des coupes de métal précises avec un minimum d'effort ? C'est là qu'intervient la machine à gruger, un outil polyvalent utilisé pour découper des plaques de métal à différents angles. Cet article...
Faites passer votre entreprise à la vitesse supérieure