Conception innovante de la tôle pour les boîtes soudées au laser
Le soudage au laser est très avantageux en raison de sa rapidité, de sa déformation minimale, de ses soudures esthétiques et de sa grande résistance. Il est largement utilisé dans des domaines tels que l'aviation, l'automobile et la médecine. Plus précisément, le soudage par fusion au laser est un procédé de soudage sans contact qui permet de créer une variété de formes de joints de soudure avec une excellente uniformité. Son potentiel est énorme [...]
Le soudage au laser est très avantageux en raison de sa rapidité, de sa déformation minimale, de ses soudures esthétiques et de sa grande résistance. Il est largement utilisé dans des domaines tels que l'aviation, l'automobile et la médecine.
Plus précisément, le soudage par fusion au laser est un procédé de soudage sans contact qui permet de créer une grande variété de formes de cordons de soudure avec une excellente régularité. Il présente un énorme potentiel dans les domaines suivants tôle fabrication.
Cet article se concentre sur l'application de la conception des tôles au soudage laser de structures de logement avec des joints biseautés à 45°.
Conception de la tôle dans la structure de la boîte de soudage au laser
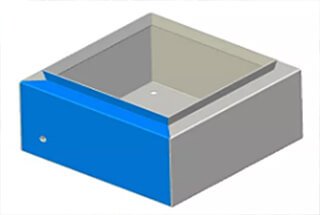
Le corps de la boîte est composé de 1.5mm d'épaisseur La boîte est en acier inoxydable 304 et a des dimensions de 200 mm × 200 mm × 115 mm. La boîte est pliée à des angles de 90°, 90° et 80° de bas en haut.
La structure de la boîte est illustrée à la figure 1.
Le tableau 1 présente les paramètres de soudage au laser.
Dans la tradition processus de soudage Pour les structures en caisson en acier inoxydable, il est courant d'effectuer des traitements de meulage et de polissage après le soudage afin d'obtenir un produit final plus esthétique. Toutefois, ces procédures ultérieures peuvent être lourdes et prendre du temps, et peuvent également entraîner des déformations et des pénétrations de la soudure.
Le soudage au laser, quant à lui, offre des avantages significatifs dans le domaine du soudage des tôles, tels que des vitesses de soudage élevées, une déformation minimale et des joints de soudure visuellement attrayants. C'est pourquoi il est nécessaire de trouver des moyens d'appliquer les avantages du soudage au laser, y compris son étroitesse, à l'ensemble de la chaîne de production de la tôle. soudage zone affectée thermiquement et de haute précision, le soudage des structures en caisson est devenu un problème urgent à résoudre.
Conception du chevauchement de la structure du caisson de soudage au laser
Dans les structures en acier inoxydable soudées, la soudure d'angle du caisson constitue une part importante du processus de soudage global.
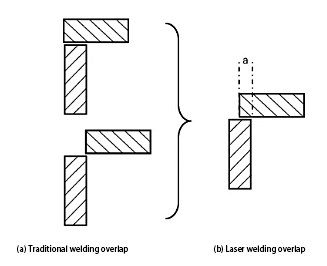
Pour obtenir une soudure laser ronde, nous avons optimisé la quantité de chevauchement dans les soudures traditionnelles. techniques de soudagecomme le montrent les figures 2 et 3. Dans ces figures, t représente l'épaisseur de la plaque, a est la quantité de chevauchement, b est la position du centre du laser sur la section transversale de la plaque, et α désigne l'angle d'inclinaison du laser.
Figure 2 Amélioration de la soudure d'angle chevauchement des coutures
Figure 3 Recouvrement de la soudure au laser
La quantité optimisée de chevauchement est soudée à l'aide d'un laser à conduction thermique. La distance de défocalisation est réglée avec précision à 10,00 mm et la précision de mise au point est maintenue à 0,01 mm grâce à l'utilisation d'un système de mise au point automatique.
À l'aide d'une caméra CCD à fort grossissement, la valeur b peut être positionnée avec précision, ce qui permet d'obtenir une soudure laser ronde sans fil d'apport, comme le montre la figure 4b.
Cette méthode d'optimisation de la quantité de chevauchement convient le mieux aux plaques d'une épaisseur de 3 mm ou moins, les valeurs de a, b et α étant déterminées par la valeur de t.
Figure 4 Schéma de l'optimisation de la quantité de chevauchement et de l'effet réel du soudage au laser
Conception de la rainure de dégagement de l'angle de la structure de la boîte de soudage au laser
Dans les structures en caissons soudés en acier inoxydable, l'optimisation de la rainure de décharge d'angle est cruciale car elle a un impact direct sur l'efficacité de la structure inférieure du caisson.
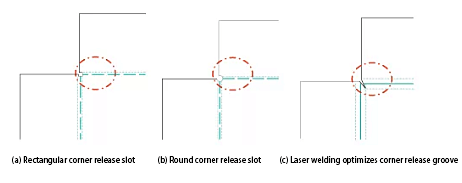
Dans les procédés de soudage traditionnels, des rainures rectangulaires ou arrondies sont couramment utilisées. Cependant, de telles rainures peuvent facilement entraîner une traversée de la soudure ou un soudage insuffisant lors de l'utilisation d'un laser. techniques de soudage.
Le schéma de la rainure de dégagement des coins est illustré à la figure 5.
Figure 5 Schéma de la fente de dégagement d'un coin
En utilisant l'angle de soudure au laser, le relief processus de rainurage la structure du produit peut être optimisée.
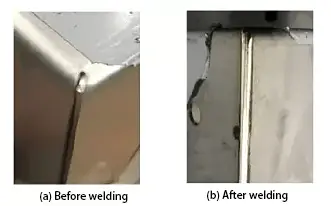
Le soudage au laser permet d'obtenir un effet de soudage complet et arrondi, ne nécessitant pratiquement aucun traitement secondaire et réduisant considérablement le temps de traitement ultérieur, comme le montrent les figures 6 et 7.
Fig. 6. Schéma de la conception du soudage au laser de la rainure de dégagement du coin
Figure 7 Effet réel du soudage laser sur la fente de dégagement de l'angle
Conception d'une interface en biseau à 45° pour le soudage au laser des bordures de structures en caisson
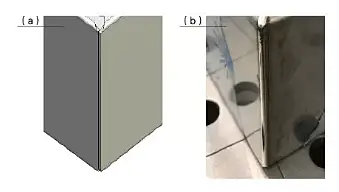
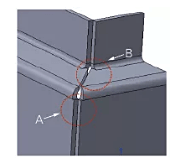
Dans la structure en caisson en acier inoxydable soudé, l'interface en biseau à 45° de la bride a du mal à se fermer hermétiquement en raison de l'importance de la déformation par flexion, comme illustré en A dans la figure 8. Ce problème pose un défi important pour le soudage au laser.
Par conséquent, la conception de l'interface a un impact direct sur la qualité du soudage de la structure du caisson. En outre, il existe un espace considérable au niveau de B, ce qui rend le soudage direct au laser difficile à gérer.
Figure 8 Schéma avant optimisation
Pour résoudre ce problème, nous avons optimisé la structure de l'armoire. Lors du processus de conception, une partie du métal de la surface des marches a été enlevée et deux surfaces de marches plus petites ont été étendues, comme le montre la figure 9a.
Lors du dépliage, la partie précédemment coupée est compensée en utilisant la surface d'extrémité comme référence, comme le montrent les figures 9b et 9c.
Au point B de la figure 8, deux surfaces en gradins sont prolongées alternativement pour augmenter la quantité de métal de compensation, ce qui permet de compenser l'espace créé dans cette zone. Cette solution est illustrée à la figure 9d.
Figure 9 Schéma de principe de la conception de tôles de l'interface de la bride biseautée à 45 °.
Comme le montre la figure 10a, l'interface est hermétiquement fermée, ce qui permet de répondre aux exigences de la directive sur l'étiquetage des produits chimiques. processus de soudage au laser. La surface du cordon de soudure est lisse et esthétique, avec une transition naturelle et l'absence de coulures ou de fissures. défauts de soudure visible.
En outre, comme le montre la figure 8, l'espace au niveau de B est également bien rempli, ce qui démontre l'efficacité de la solution d'optimisation mise en œuvre.
Figure 10 Effet du soudage au laser sur l'interface de la bride à 45° en biseau
Conclusions
Alors que le processus de soudage continue d'évoluer, les méthodes traditionnelles de soudage sont de plus en plus utilisées. conception de tôles deviendront progressivement obsolètes. De même, comme le soudage au laser est de plus en plus utilisé dans l'industrie de la tôle, il faudra de nouveaux systèmes de soudage au laser. soudage de tôles des solutions de conception. Il est impératif de développer et d'introduire des conceptions innovantes mieux adaptées aux capacités et aux limites du procédé de soudage au laser.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure