Section 1 : Cisaillement partiel 1. Définition : Application d'une certaine pression dans une direction perpendiculaire à la surface du matériau afin de provoquer l'écoulement du matériau dans la direction de la force, ce qui produit un effet de formage. 2. Fonctions : Positionnement, par exemple pour le soudage avec demi-coupe. Rivetage, par exemple pour le rivetage de rails conducteurs d'électricité statique. 3. [...]
L'application d'une certaine pression dans une direction perpendiculaire à la surface du matériau entraîne l'écoulement du matériau dans la direction de la force, ce qui produit un effet de formage.
2. Les fonctions :
Positionnement, par exemple pour le soudage avec demi-coupe.
Rivetage, par exemple pour le rivetage de rails conducteurs d'électricité statique.
3. Méthodes de traitement :
NCT : utilisation de combinaisons d'outils normales (demi-coupe vers le bas) ou d'outils spécialement conçus pour le traitement.
Prétraitement : une demi-coupe spéciale peut être utilisée pour presser les plaques et faciliter la réalisation des matrices (lorsque la taille du lot n'est pas importante).
4. Précautions d'emploi :
Il est préférable que la hauteur de la demi-coupe ne dépasse pas 0,6T.
Section 2 : Dessin du pont
1. Fonction :
Utilisé pour le positionnement par la surface supérieure, parfois avec une marque de poinçon.
Utilisé pour la limitation par le bord latéral.
Utilisé pour passer le fil de ligature à travers le trou.
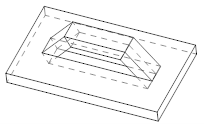
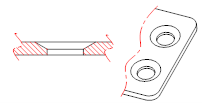
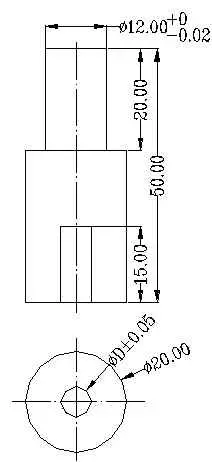
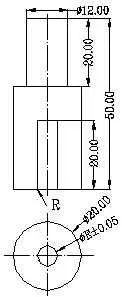
L'extrusion et le gaufrage de trous est un processus qui consiste à perforer verticalement un trou d'un diamètre intérieur, d'un diamètre extérieur et d'une hauteur déterminés sur une pièce. tôle métallique. Il est principalement utilisé pour le rivetage, le passage dans les trous, le taraudage et d'autres applications.
Il y a deux les types de poinçonnageLes deux types de poinçonnage sont : le poinçonnage général et le poinçonnage de formes spéciales.
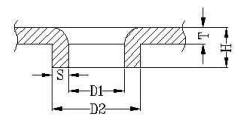
Le diagramme de formation est illustré ci-dessous :
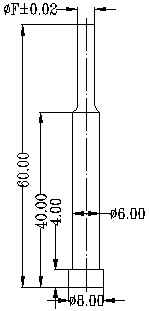
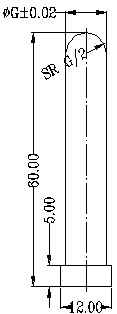
2. Méthodes de traitement :
Le poinçonnage général utilise un moule commun pour le traitement, tandis que le poinçonnage de formes spéciales nécessite la conception d'une matrice spécifique.
3. Méthodes de traitement des moules :
(1) Les moules partagés pour le poinçonnage général sont indiqués dans le tableau suivant :
Utilisé avec le porte-poinçon (2) lorsque la valeur G est comprise entre 8,0 et 10,0.
Le diamètre extérieur maximal est de Φ12,00.
"Valeur "G
8.0~12.0
Taille intergrade
2.0
Quantité (grade X pièces/grade).
9+5+3=17
Matrice inférieure pour le trou de perforation(4)
Numéro de matrice
Moule partagé 013
Description :
Utilisé avec le porte-poinçon (2) lorsque la valeur G est comprise entre 8,0 et 10,0.
Le diamètre extérieur maximal est de Φ12,00.
"Valeur "G
8.0~12.0
Taille intergrade
2.0
Quantité (grade X pièces/grade).
3X1=3
Porte-poinçon(1)
Numéro de matrice
Moule partagé 002
Description :
Utilisée avec la matrice inférieure pour percer des trous.
Le diamètre extérieur de serrage est de Φ12.00.
"Valeur "B
3.0~6.0
Taille intergrade
1.0
Quantité (grade X pièces/grade).
4X5=20
Porte-poinçon(2)
Numéro de matrice
Moule partagé 003
Description :
Utilisée avec la matrice inférieure pour percer des trous.
Le diamètre extérieur de serrage est de Φ12.00.
"Valeur "C
8.0~10.0
Taille intergrade
2.0
Quantité (grade X pièces/grade).
2X1=2
4. Tableau des paramètres pour le poinçonnage des trous de marquage
Système métrique :
Taraudage Marquage Trou Modèle
Diamètre du filet
Diamètre intérieur du trou de perforation
Exigences relatives au diamètre intérieur du trou de perforation
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Système impérial :
Taraudage Marquage Trou Modèle
Diamètre du filet
Diamètre intérieur du trou de perforation
Exigences relatives au diamètre intérieur du trou de perforation
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Remarque :
1. Utiliser le robinet à découper.
2. La hauteur du trou de perforation ne doit pas être inférieure à 3 fois le pas.
3. Lorsque l'épaisseur du matériau est inférieure à 0,5 mm, l'épaisseur de la paroi du trou de poinçonnage est la même que l'épaisseur du matériau. Lorsque l'épaisseur du matériau est comprise entre 0,5 mm et 0,8 mm, l'épaisseur de la paroi du trou de poinçonnage est égale à 0,7 fois l'épaisseur du matériau. Lorsque l'épaisseur du matériau est supérieure ou égale à 0,8 mm, l'épaisseur de la paroi du trou de poinçonnage est de 0,65 fois l'épaisseur du matériau.
Section 5 : Shim
La cale est une méthode de formage courante dont la forme et la fonction sont fixes. La taille de la forme a peu d'effet sur sa fonction, et sa méthode de formage repose principalement sur des moules partagés.
Nous allons maintenant présenter la fonction et la méthode de formation des cales :
I. Structure et fonction de Shim :
Types de base :
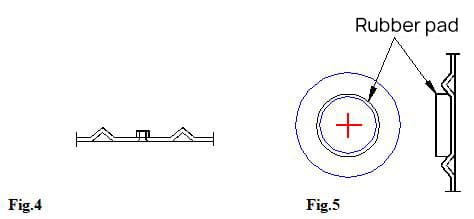
Il existe généralement deux types de cales de base (figure 1) (figure 2), et la structure de la cale est illustrée à la figure 3. Il existe également plusieurs formes avec des saillies de forme hémisphérique.
Analyse de la fonction :
Il s'agit d'une forme de poinçonnage circulaire, dont la fonction principale est de soutenir le châssis ou de fixer la carte mère, afin d'éviter que le fond n'entre complètement en contact avec le sol, de sorte que la hauteur soit cohérente.
S'il s'agit d'une cale de châssis, la forme est généralement celle de la figure 4 ; s'il s'agit d'une cale de carte mère, la forme est celle de la figure 5.
Elle présente généralement des marques de poinçonnage sur le dessus parce que la cale de châssis sert principalement de support et qu'un tampon en caoutchouc est généralement fixé en dessous, et la figure 5 n'en comporte généralement que quatre.
Cependant, la cale de la carte mère ne sert pas seulement de support mais aussi de fixation, c'est pourquoi elle présente des marques de poinçonnage sur le dessus.
Notez que la hauteur de la marque de poinçonnage est inférieure à la hauteur de la cale, et que le numéro correspond à la carte mère.
En raison de la forme fixe des cales, leur taille a peu d'effet sur leur fonction tant que la hauteur et la position centrale sont assurées. C'est pourquoi plusieurs spécifications de moules partagés ont été conçues.
Dans le cas de tailles similaires (±1mm), une spécification similaire d'un moule partagé peut être utilisée à la place. Pour les formes présentant des différences plus importantes et pour lesquelles il n'existe pas de spécifications similaires de moules partagés, la méthode de conception d'un moule à plaque de pression peut être utilisée pour le formage.
Les moules à cales pour la production d'échantillons sont généralement divisés en moules à plaque de pression et en moules partagés.
Les moules à plaque de pression ont une vitesse de formage rapide et peuvent former plusieurs cales à la fois, mais ils ne sont pas flexibles et ne peuvent être utilisés que pour former une pièce spécifique.
Les moules partagés utilisent les caractéristiques communes des cales et peuvent être utilisés à plusieurs reprises pour former des cales avec les mêmes spécifications, ce qui réduit les coûts de production.
Moule à plaque de pression (pré-traitement)
Vous trouverez ci-dessous un exemple de cale (NKB83001A), et notez que le matériau pour un bloc circulaire peut être obtenu directement à partir des déchets du bloc annulaire précédent.
Le schéma d'empilement des modules est illustré à la figure 9.
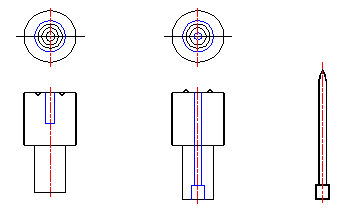
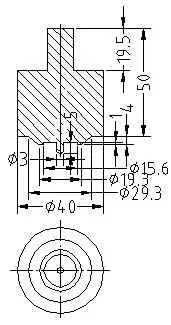
La méthode de conception consistant à utiliser un moule de machine à plier augmente la hauteur de formage de 0,2 pour tenir compte du rebond, et un trou de positionnement est ajouté au centre du moule supérieur.
Un poinçon de positionnement est conçu pour être placé dans le trou de positionnement, et un point central est marqué pour positionner la cale, qui correspond au poinçon de positionnement.
Le schéma du moule est présenté ci-dessous (figure 11).
Fig.11
Il existe actuellement quatre types de spécifications communes pour les cales d'épaisseur (voir tableau 1).
Il existe quatre jeux de moules, les trois premiers formant la forme illustrée à la figure 2 et le quatrième formant la forme illustrée à la figure 1, comme le montre le tableau 2.
Les poinçons des moules supérieur et inférieur sont fixés aux fixations des moules supérieur et inférieur, et les fixations sont fixées aux fentes supérieures et inférieures.
Traitement des outils NCT
Voir le tableau des outils NCT.
III. L'annexe.
Tableau 1 : Spécifications communes des moules partagés
Numéro de série
Unité d'utilisation
Valeur correspondante
Remarques
Diamètre extérieur (D1).
Diamètre intérieur (D).
Hauteur (H)
1
Machine à plier
28
20
2.0
2
32
25
1.8
3
26.5
12.5
2.8
4
12.5
6.5
1.0
1
NCT
26.72
13.28
2.5
T=1.0
Tableau 2 : Formes et spécifications des moules partagés
Moule supérieur
Moule inférieur
Première série
Deuxième série
Troisième série
Quatrième série
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure