Comment des pliages en Z et en N précis transforment-ils des tôles plates en formes complexes ? Cet article présente les techniques et précautions essentielles pour le pliage en Z et en N dans la fabrication de tôles. Vous découvrirez les procédures critiques, les principes de positionnement et les méthodes de traitement spéciales qui vous permettront d'obtenir des résultats précis et efficaces dans le cadre de vos projets de travail des métaux. Découvrez comment ces techniques de pliage peuvent améliorer vos processus de fabrication et la qualité de vos produits, tout en évitant les pièges les plus courants.
Définition : Le processus de pliage dans lequel un matériau est plié en zigzag est appelé pliage en Z.
Gamme de procédés de pliage standard :
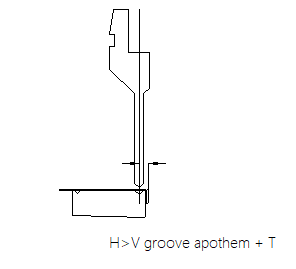
La hauteur du pli en Z doit être supérieure à la somme de l'apothème de la rainure en V et de l'épaisseur du matériau à plier.
H>T+V/2
La taille minimale de traitement est déterminée par le modèle de la machine utilisée, tandis que la taille maximale de traitement est limitée par la forme de la table de la machine.
Procédures de pliage en Z
1) Traiter le coude en L en utilisant la méthode de traitement des coudes en L. 2) Positionner le bord du coude en L et le transformer en coude en Z (ou le transformer en coude en Z en positionnant l'autre côté du coude en L).
Principes de placement des pièces pour le pliage en Z
Principe de positionnement : positionnement pratique et stable.
En général, le positionnement est le même que pour le coude en L.
Le positionnement secondaire exige que la pièce et le filière inférieure être positionnés à plat pendant le pliage.
Des questions à prendre en compte pour la flexion en Z
1) Les angle de flexion du coude en L doit être précis, généralement compris entre 89,5 et 90 degrés.
2) La butée arrière doit être tirée vers l'arrière pour éviter que la pièce ne se déforme pendant le traitement.
Méthodes générales de traitement du pliage en Z
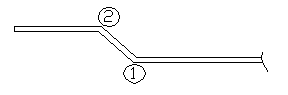
La séquence de traitement doit être considérée comme indiqué dans l'image suivante, d'abord le coude 1 et ensuite le coude 2.
Premier coude pour former un Pliage en L et ensuite transformé pour former un pliage en Z (en cas d'interférence avec la table de travail de la machine, il faut d'abord plier 1 pour former un grand angle, puis plier 2 et enfin presser 1).
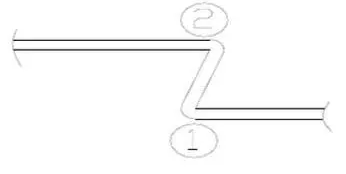
Utiliser deux angles aigus pour former un pliage en Z : plier d'abord en angle droit, puis insérer 2 et enfin insérer 1.
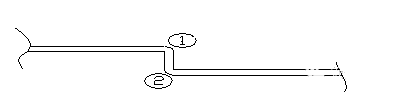
1) En cas de collision, plier d'abord 1 pour former un grand angle, puis plier 2 et enfin appuyer sur 1.
2) s'il n'y a pas de collision, selon la méthode générale de pliage en Z, plier d'abord le point 1, puis le point 2.
Pour ce type de traitement, compte tenu du positionnement et de l'interférence, le coude 2 est d'abord plié à 90 degrés, puis inséré à la profondeur 1, puis la profondeur 2 est complétée.
Méthode spéciale de traitement du pliage en Z
Définition : Les coudes en Z qui ne peuvent pas être réalisés dans les conditions générales de traitement des coudes en Z et qui nécessitent des méthodes spéciales pour être traités.
Méthodes de traitement spéciales
1) Méthode de séparation des centres (filière inférieure excentricité) - pour le traitement des échantillons ;
2) Formage avec une petite matrice en forme de V - pour la production de masse (l'idée est d'ajouter un coefficient) ;
3) Traitement avec une filière inférieure à la terre - applicable dans tous les cas.
Autres méthodes de transformation
1) Traitement avec une matrice offset - applicable à la production de masse dans la plage de traitement de la matrice à différence de niveau.
2) Formage avec une matrice souple - applicable à la production de masse.
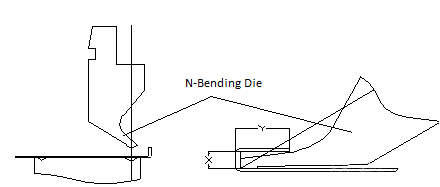
N Cintrage
Définition : traiter en continu deux fois la même surface d'usinage pour former N courbures
Précautions pour le traitement des courbes en N
L'angle du premier coude ne doit pas être supérieur à 90°.
La jauge arrière pour le deuxième coude doit être réglée en fonction de la surface usinée.
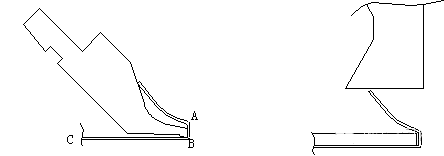
Méthode spéciale de traitement du pliage en N
S'il y a une légère interférence avec le poinçon supérieur après un pliage N de taille Y, le matériau doit être aplati à l'aide d'une matrice d'ourlet après le processus de pliage N.
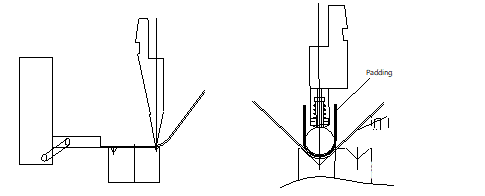
S'il y a une interférence importante avec le poinçon supérieur après un pliage N de taille Y, le matériau doit d'abord être plié jusqu'à la position de collision après le pliage A. ligne de pressepuis positionné au point C et plié au point B. Enfin, a Filière d'ourlet et le rembourrage doivent être utilisés pour façonner le matériau.
Traitement à l'aide d'un poinçon et d'une matrice de façonnage.
Traitement de l'arc
Le traitement des arcs peut être divisé en deux catégories : la coupe circulaire avec un modèle de pliage et la coupe circulaire avec un couteau à arc.
Il existe deux types de couteaux à arc : les couteaux fixes et les couteaux réglables.
Précautions
R : Lors de l'usinage avec une filière basse à 90°, il se peut que l'usinage soit insuffisant, auquel cas il est nécessaire de pousser manuellement le moule ou, si possible, d'utiliser une filière basse à 88°.
B : Utiliser un appareil de mesure pour vérifier la précision dimensionnelle de la pièce.
C : Lors du traitement d'un arc de 90°, le dé bas doit avoir un rayon de 2 (R + T).
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
N'avez-vous jamais pensé que le pliage de la tôle pouvait être aussi complexe ? Le pliage fermé, une technique essentielle dans le traitement des tôles, fait appel à des méthodes spécialisées pour réaliser des pliages précis et durables sans faire appel à un professionnel....
Imaginez que vous parveniez à plier des tôles de façon parfaite, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des...
Vous êtes-vous déjà demandé comment les structures métalliques massives des locomotives obtenaient leurs courbes précises ? Dans cet article, nous vous dévoilons les secrets de la création de grands rayons de courbure dans les pièces de tôlerie....
Faites passer votre entreprise à la vitesse supérieure