Gaz de protection pour le soudage laser : les bases
1. Gaz de soudage laser Le gaz de protection est utilisé dans le soudage laser pour améliorer l'effet de soudage et éviter les dépôts sur les outils laser. En fonction de son utilisation, il peut être divisé en plusieurs catégories : 2. Pourquoi un gaz de protection ? Le soudage laser continu est un processus qui utilise des faisceaux laser à haute énergie comme source de chaleur pour faire fondre le [...]
Le gaz de protection sera utilisé dans soudage au laser pour améliorer la effet de soudage et éviter les dépôts sur les outils laser.
En fonction de leur utilisation, ils peuvent être divisés en plusieurs catégories :
Gaz auxiliaire (gaz MDE)
Gaz de protection
Gaz à effet de serre
2. Pourquoi un gaz de protection ?
Le soudage laser continu est un procédé qui utilise des faisceaux laser à haute énergie comme source de chaleur pour faire fondre la surface d'une pièce et obtenir un excellent joint de soudure.
Lors du soudage au laser à haute puissance, le laser chauffe le matériau et fait fondre la pièce, mais la température élevée provoque également la gazéification du métal, formation du métal plasma de vapeur.
Le plasma affaiblit l'énergie qui atteint la surface de la pièce et affecte la stabilité du bain de fusion.
Pour supprimer la génération de plasma et garantir la stabilité, un gaz de protection à haute énergie d'ionisation doit être soufflé pendant le processus. Le gaz de protection isole également l'air et réduit les émissions de gaz à effet de serre. éclaboussures de soudureLa surface de la soudure est donc lisse et régulière.
3. Les fonctions de gaz protecteur
Dans le cas du soudage au laser, l'utilisation d'un gaz de protection aura un impact sur la formation de la soudure, sa qualité, sa pénétration et sa largeur.
Dans la plupart des cas, l'injection de gaz de protection a un effet positif sur la soudure, mais elle peut aussi avoir des effets négatifs.
3.1 Effets positifs
(1) Un gaz de protection approprié peut protéger efficacement le bain de soudure et réduire, voire éliminer, l'oxydation.
(2) Il peut également réduire les éclaboussures pendant le soudage.
(3) Le bain de soudure se solidifie de façon homogène et présente une forme uniforme et attrayante.
(4) Un gaz de protection approprié peut également réduire l'effet de protection du panache de vapeur métallique ou du plasma sur le laser, ce qui permet d'augmenter l'utilisation du laser.
(5) En outre, l'utilisation correcte du gaz de protection peut réduire les risques d'incendie. porosité de la soudure.
Tant que le type de gaz, le débit et le mode de soufflage sont sélectionnés correctement, les résultats souhaités peuvent être obtenus.
Cependant, une mauvaise utilisation du gaz de protection peut avoir des effets négatifs sur le soudage.
3.2 Effets négatifs
(1) Une utilisation incorrecte du gaz de protection peut entraîner une dégradation de la soudure ;
(2) Le choix d'un type de gaz inapproprié peut provoquer des fissures dans la soudure et peut également réduire les propriétés mécaniques de la soudure ;
(3) La sélection incorrecte du débit de gaz peut entraîner une oxydation accrue de la soudure (que le débit soit trop élevé ou trop faible), ou le métal du bain de soudure peut être gravement perturbé par des forces externes, entraînant l'effondrement ou la formation irrégulière de la soudure ;
(4) Le choix d'une méthode incorrecte d'écoulement du gaz peut entraîner un manque de protection de la soudure, voire n'avoir aucun effet protecteur, ou avoir un impact négatif sur la formation de la soudure ;
(5) La pénétration du cordon de soudure est influencée par le flux de gaz de protection, en particulier lors du soudage de tôles minces.
4. Types de gaz de protection
Les gaz de protection couramment utilisés pour le soudage laser sont l'azote (N2), l'argon (Ar) et l'hélium (He). Leurs propriétés physiques et chimiques diffèrent, de sorte que leur effet sur la soudure varie également.
4.1 N2
L'énergie d'ionisation de N2 est modérée, avec une valeur supérieure à celle de Ar et inférieure à celle de He.
Sous l'action d'un laser, l'ionisation de N2 est généralement modérée, ce qui permet de réduire la formation de nuages de plasma et d'augmenter l'efficacité de l'utilisation du laser.
Cependant, lorsque l'azote réagit avec un alliage d'aluminium ou un acier au carbone à une certaine température, il produit du nitrure, ce qui peut entraîner une diminution de la ténacité et de la fragilité de la soudure et avoir un impact négatif sur les propriétés mécaniques du joint soudé.
Il n'est donc pas recommandé d'utiliser l'azote comme gaz protecteur lorsque soudage d'un alliage d'aluminium ou en acier au carbone.
D'autre part, lorsque l'azote réagit avec l'acier inoxydable, il peut améliorer la résistance du joint soudé et avoir un effet positif sur les propriétés mécaniques de la soudure.
Par conséquent, l'azote peut être utilisé comme gaz de protection dans les cas suivants soudage de l'acier inoxydable.
4.2 Ar
L'énergie d'ionisation de l'Ar est relativement faible et, sous l'action d'un laser, son degré d'ionisation est relativement élevé, ce qui peut avoir un impact négatif sur le contrôle de la formation du nuage de plasma et sur l'utilisation efficace du laser.
Cependant, la faible réactivité de l'Ar avec les métaux courants et son coût relativement faible en font une option intéressante. En outre, sa densité élevée lui permet de s'enfoncer efficacement au-dessus du bain de soudure, offrant ainsi un meilleur environnement de protection.
Pour ces raisons, Ar est couramment utilisé comme gaz de protection conventionnel.
4.3 Il
L'énergie d'ionisation de l'He est la plus élevée, et sous l'action d'un laser, son degré d'ionisation est très faible, ce qui le rend efficace pour contrôler la formation des nuages de plasma.
Le laser peut agir efficacement sur les métaux, et la faible réactivité et la faible activité du He en font un bon gaz de protection pour le soudage.
Cependant, le coût élevé de l'He le rend impropre à une utilisation généralisée dans les produits de masse. Il est généralement utilisé dans la recherche scientifique ou dans des produits de grande valeur.
5. Mode de soufflage du gaz de protection
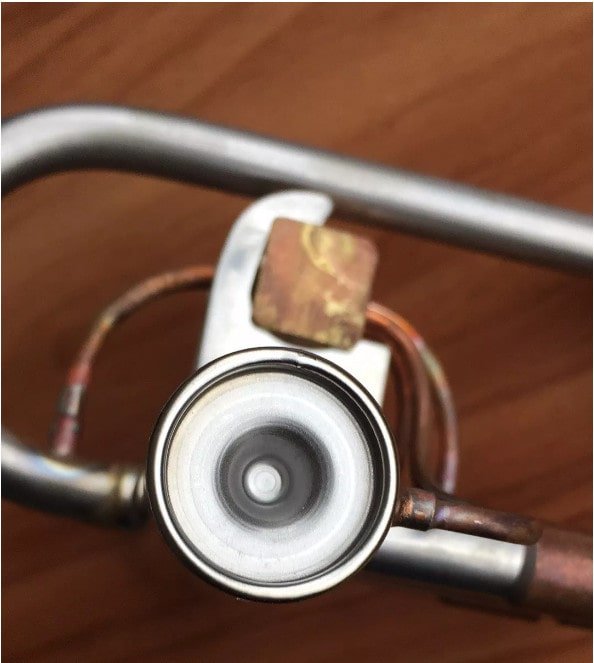
À l'heure actuelle, il existe deux méthodes principales de soufflage de gaz de protection : l'une est le soufflage latéral de gaz de protection, comme le montre la figure 1 ; l'autre est le soufflage coaxial de gaz de protection, comme le montre la figure 2.
Fig. 1 Côté de l'arbre soufflant du gaz de protection
Fig. 2 Gaz de protection coaxial
Le choix entre les deux méthodes de soufflage de gaz de protection implique la prise en compte de nombreux facteurs.
En général, il est recommandé d'utiliser la méthode de soufflage latéral du gaz de protection.
6. Principe de sélection du mode de soufflage du gaz de protection
Tout d'abord, il est important de noter que le terme "oxydation" de la soudure n'est qu'une appellation familière.
En théorie, il s'agit de la réaction chimique entre les composants nocifs présents dans l'air et la soudure, qui entraîne une diminution de la température de l'air. qualité des soudures.
La cause la plus fréquente est la réaction entre le métal soudé et les éléments tels que l'oxygène, l'azote et l'hydrogène présents dans l'air à des températures élevées.
Pour éviter que la soudure ne soit "oxydée", il est nécessaire de réduire ou d'éliminer le contact entre le métal de la soudure et ces composants nocifs à haute température.
Cet état de haute température englobe non seulement le métal en fusion, mais aussi l'ensemble du processus, depuis le moment où le métal soudé est fondu jusqu'à celui où il se solidifie et se refroidit en dessous d'une certaine température.
Par exemple, titane peuvent absorber rapidement l'hydrogène à des températures supérieures à 300°C, l'oxygène à des températures supérieures à 450°C et l'azote à des températures supérieures à 600°C.
Il est donc essentiel de protéger le titane. soudure en alliage après la solidification et le stade inférieur à 300°C, sinon il sera "oxydé".
Il est donc évident que l'utilisation du gaz de protection ne doit pas seulement protéger le bain de soudure en temps réel, mais aussi la zone de soudure qui vient d'être consolidée.
C'est pourquoi on utilise généralement un gaz de protection à soufflage latéral dans l'arbre, comme le montre la figure 1.
Par rapport à la protection coaxiale (figure 2), cette méthode offre une protection plus large, en particulier pour la zone où la soudure vient de se solidifier.
Dans la pratique, tous les produits ne peuvent pas utiliser la méthode de protection par soufflage latéral de l'arbre.
Pour certains produits spécifiques, seul le gaz de protection coaxial peut être utilisé, et le choix spécifique dépendra de la nature du gaz de protection coaxial. structure du produit et la forme de l'articulation.
7. Sélection du mode de soufflage spécifique du gaz de protection
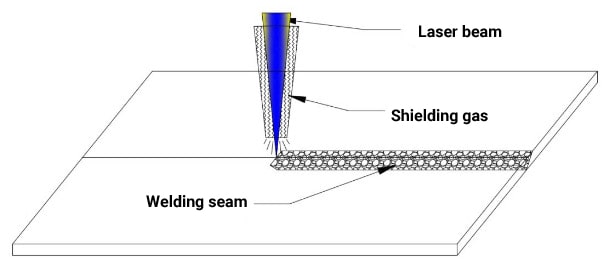
7.1 Soudure droite
Comme le montre la figure 3, le produit a une forme de soudure linéaire, la forme du joint étant une soudure bout à bout, une soudure à recouvrement, une soudure d'angle interne ou un chevauchement. joint de soudure.
Pour ce produit, il est plus favorable d'utiliser la méthode du gaz de protection à soufflage latéral de l'arbre latéral illustrée à la figure 1.
Fig. 3 Soudure droite
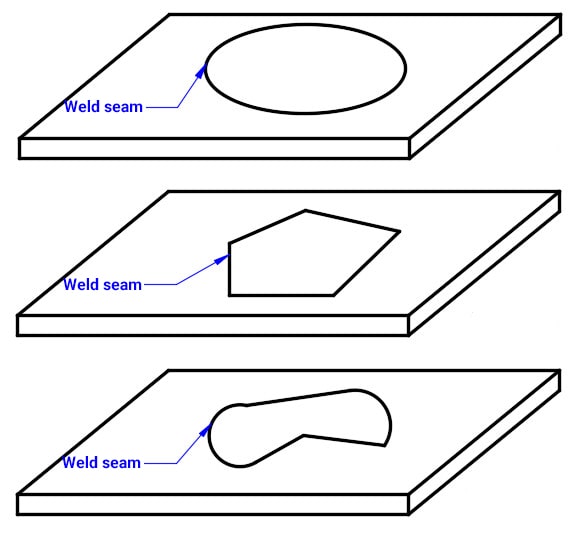
7.2 Soudure d'un graphe plan fermé
Comme le montre la figure 4, le produit a une forme de soudure qui est une forme circulaire plane, une forme multilatérale plane, une forme linéaire multi-segments plane, ou d'autres formes fermées, et les formes de joints peuvent être des joints bout à bout, des joints de recouvrement, des joints de chevauchement, etc.
Le produit est donc mieux adapté à la méthode du gaz de protection coaxial illustrée à la figure 2.
Fig. 4 Soudure graphique plane et fermée
Le choix du gaz de protection a un impact direct sur la qualité, l'efficacité et le coût de la production de soudure.
Cependant, en raison de la diversité des matériaux de soudage, la sélection des matériaux de soudage doit se faire en fonction de la nature des matériaux. gaz de soudage est plus complexe dans la pratique réelle du soudage.
Pour choisir le gaz de protection le plus approprié, il est important de prendre en compte les éléments suivants matériel de soudageLa méthode de soudage, la position de soudage et le résultat souhaité du soudage.
La seule façon de déterminer la meilleure option est d'effectuer un test de soudage.
8. Effet du gaz de protection sur la morphologie de la soudure
Outre le choix du gaz de protection approprié en fonction du matériau de soudage, il est également nécessaire d'examiner l'impact de l'angle de soufflage, de la direction et du débit du gaz de protection sur la morphologie de la soudure.
Des études ont été menées pour comprendre l'influence des différents angles de soufflage du gaz de protection sur la soudure, dans les mêmes conditions de soudage.
Les résultats expérimentaux montrent que, sous le même contrôle des autres variables, la tendance de l'influence de la morphologie de la soudure reste la même sous différents débits.
Toutefois, à mesure que le débit augmente, l'effet sur la pénétration de la soudure devient plus sensible, tandis que l'impact sur la surface et la largeur de la soudure diminue.
Pour étudier spécifiquement l'effet de l'angle de soufflage, le débit a été maintenu à 5 L/min, les autres variables ont été contrôlées et seul l'angle de soufflage a été modifié.
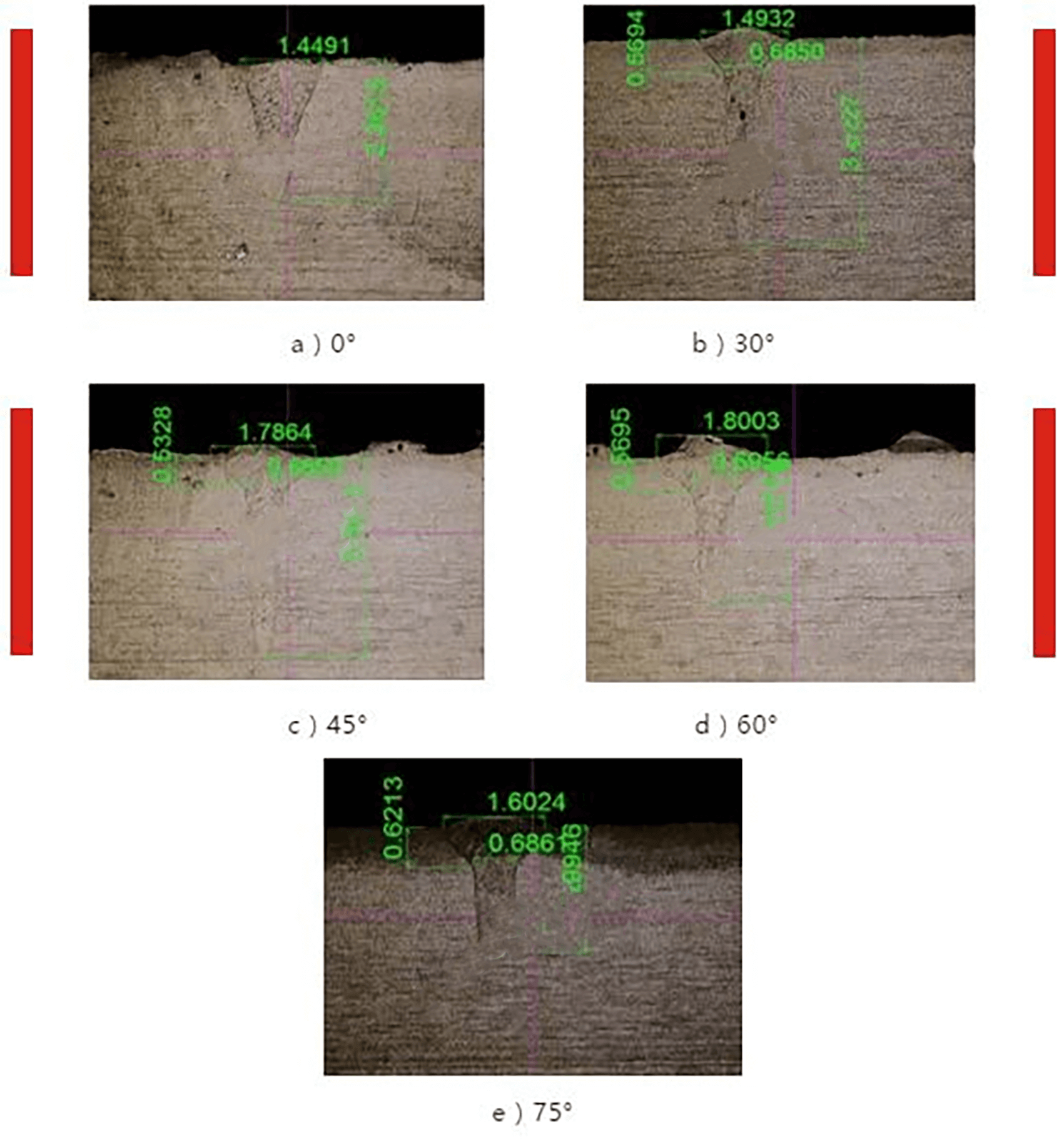
Les résultats de l'essai sont présentés à la figure 5, et un diagramme métallographique de la morphologie de la soudure en coupe transversale est présenté à la figure 6.
Fig. 5 Effet des différentes méthodes de soufflage sur la pénétration et la largeur de la soudure
Fig. 6 Morphologie de la soudure à différents angles de soufflage
D'après les données expérimentales, la pénétration de la soudure augmente dans un premier temps, puis diminue à mesure que l'angle de soufflage augmente.
A 0° ou au-dessus de 45°, la pénétration diminue de manière significative. La pénétration maximale est atteinte à un angle de soufflage de 30°.
La largeur de la soudure est déterminée par la réduction de l'intensité du laser causée par le plasma et l'effet du flux de gaz sur le bain de soudure.
À un angle de soufflage de 0°, la largeur de la masse fondue est la plus faible. Au fur et à mesure que l'angle de soufflage augmente, la largeur de la masse fondue augmente, mais la largeur de la soudure varie peu lorsque l'angle est supérieur à 45°.
Analyse des résultats
L'impact du gaz de protection sur la morphologie de la soudure est principalement contrôlé en ajustant la taille du plasma, qui détermine la densité de puissance du laser atteignant la surface de la pièce.
Le diagramme métallographique de la section transversale de la soudure montre que la morphologie de la soudure tend vers le soudage par conduction thermique à 0° ou 75°, tandis que le soudage par conduction thermique à 0° ou 75° tend vers le soudage par conduction thermique. soudage par pénétration profonde est évidente à 30° et 45°.
En conclusion, dans le cadre de la même processus de soudage il est recommandé d'utiliser un angle de soufflage de 30° pour une meilleure pénétration, de 45° pour une plus grande largeur de surface, et de 0° ou 75° pour une plus grande largeur de fusion inférieure.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure