Vous êtes-vous déjà demandé pourquoi les soudures au laser échouent parfois malgré la technologie de pointe ? Cet article se penche sur les défauts courants de la soudure laser, tels que les fissures, la porosité, les éclaboussures, les contre-dépouilles et les effondrements. En comprenant les causes et les solutions de ces problèmes, les fabricants peuvent améliorer la qualité et l'efficacité de leurs produits. Lisez la suite pour découvrir des conseils pratiques et des idées pour améliorer vos processus de soudage au laser et obtenir des résultats impeccables à chaque fois.
Le soudage au laser s'est imposé comme une technologie de base dans la fabrication moderne, offrant des avantages inégalés en termes d'efficacité, de précision et de compatibilité avec l'automatisation. Son adoption généralisée s'étend à divers secteurs, notamment la défense, les appareils médicaux, l'aérospatiale, les composants automobiles, l'électronique grand public, la fabrication de tôles, les systèmes d'énergie renouvelable et la fabrication de matériel de précision.
La capacité de cette technique à produire des joints de haute intégrité avec un minimum de zones affectées par la chaleur a révolutionné les processus de production dans ces secteurs. Cependant, comme toutes les méthodes de fabrication avancées, soudage au laser exige une compréhension approfondie de ses principes sous-jacents et des paramètres du processus afin d'obtenir des résultats optimaux.
La maîtrise de la technologie du soudage au laser est essentielle pour produire des composants qui répondent à des normes de qualité strictes, tant en termes d'intégrité structurelle que d'attrait esthétique. Cela nécessite une connaissance approfondie des défauts potentiels, de leurs causes profondes et des stratégies de prévention. Les problèmes les plus courants sont la porosité, la fusion incomplète, les contre-dépouilles et la distorsion thermique, chacun nécessitant des techniques d'atténuation spécifiques.
Grâce à des recherches approfondies et à des applications pratiques, les experts de l'industrie ont développé une solide base de connaissances sur les meilleures pratiques et les méthodes de dépannage pour le soudage au laser. Cette sagesse collective, affinée par des années d'expérience pratique, constitue une ressource inestimable pour les professionnels de la fabrication qui cherchent à optimiser leurs processus de soudage au laser.
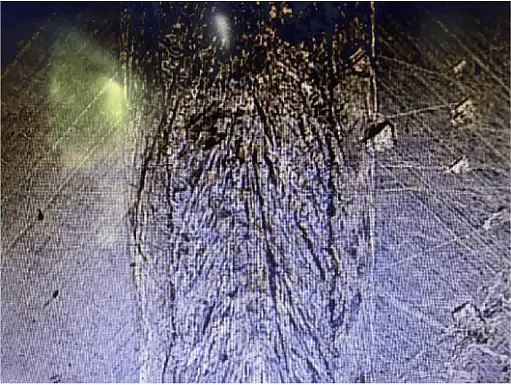
1. Fissure
Fissures apparaissant lors de l'utilisation du laser soudage en continu sont principalement des fissures thermiques, telles que des fissures de cristallisation et des fissures de liquéfaction.
La cause principale de ces fissures est l'importante force de retrait générée par la soudure avant qu'elle ne soit complètement solidifiée.
L'utilisation d'un fil de remplissage, d'un préchauffage ou d'autres méthodes peut réduire ou éliminer ces fissures.
Soudure de fissures
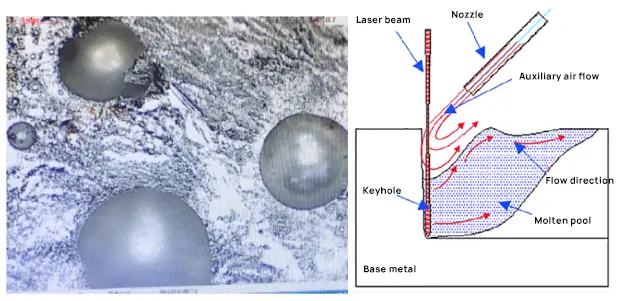
2. Trou d'air
La porosité est un défaut courant dans le soudage au laser.
Le bain de fusion profond et étroit du soudage au laser se refroidit rapidement, ce qui rend difficile l'évacuation des gaz générés dans le bain de fusion, d'où la formation de pores.
Toutefois, malgré le refroidissement rapide, la porosité du soudage au laser est généralement plus faible que celle observée dans le soudage par fusion traditionnel.
Le nettoyage de la surface de la pièce avant le soudage peut réduire l'apparition de pores, et la direction du soufflage peut également avoir un impact sur la formation de pores.
Les éclaboussures produites pendant le soudage au laser peuvent avoir un impact significatif sur la qualité de la surface de la soudure et causer une contamination et des dommages à la lentille.
Les projections sont directement liées à la densité de puissance, de sorte qu'une réduction de l'énergie de soudage peut contribuer à réduire les projections.
Si la pénétration est insuffisante, la réduction de la vitesse de soudage peut également être utile.
Si la vitesse de soudage est trop rapide, le métal liquide à l'arrière du petit trou pointant vers le centre de la soudure n'aura pas le temps de se redistribuer, ce qui entraînera une solidification et une contre-dépouille des deux côtés de la soudure.
Un espace important dans l'assemblage du joint peut également réduire la quantité de métal fondu calfeutré, ce qui augmente le risque de contre-dépouille.
Si l'énergie diminue trop rapidement à la fin du soudage au laser, le petit trou peut s'effondrer, entraînant une contre-dépouille locale.
Une bonne adaptation de la puissance et de la vitesse permet d'éviter efficacement la formation de contre-dépouilles.
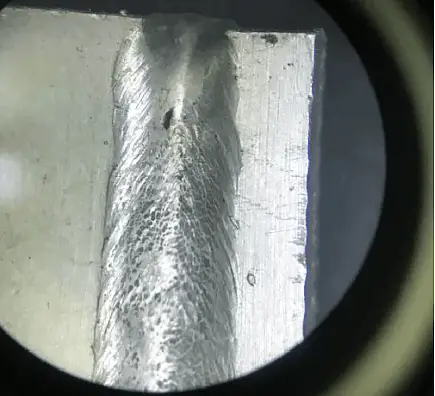
5. Effondrement
Si la vitesse de soudage est lente, le bain de fusion sera de plus en plus large, ce qui augmentera la quantité de métal en fusion. Cela peut rendre difficile le maintien de la tension superficielle.
Lorsque le métal en fusion devient trop lourd, le centre de la soudure peut s'enfoncer et former des effondrements et des piqûres.
Dans ce cas, il est nécessaire de réduire la densité d'énergie de manière appropriée pour éviter l'effondrement du bassin de fusion.
Une bonne compréhension des défauts qui peuvent survenir pendant le soudage au laser et de leurs causes permet d'adopter une approche plus ciblée pour résoudre tout problème anormal. problèmes de soudage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà interrogé sur l'art du soudage et les différentes positions qu'il implique ? Dans cet article de blog fascinant, nous allons nous plonger dans les subtilités des positions de soudage, de la position à plat à la position...
Le robot de soudage au laser, une technologie avancée qui combine la robotique et la technologie laser, est utilisé dans des domaines tels que le traitement de la surface des produits, le perçage, le soudage et la réparation des moules. Contrairement aux...
Comment joindre l'aluminium et l'acier, deux métaux aux propriétés très différentes, sans compromettre leur intégrité structurelle ? Cet article se penche sur les techniques avancées de soudage au laser pour relever ce défi,...
Vous êtes-vous déjà demandé pourquoi les fils de soudure en alliage d'aluminium sont si essentiels pour obtenir des soudures solides, légères et résistantes à la corrosion ? Cet article se penche sur les propriétés de trois fils de soudure en alliage d'aluminium...
Comparé à d'autres technologies de soudage, le soudage au laser a une plus large gamme d'applications et plus d'industries utilisatrices. Il présente également des avantages en matière de soudage que d'autres technologies n'ont pas,...
Le soudage de l'acier Q345, un matériau à haute résistance faiblement allié, présente des défis uniques en raison de sa composition chimique et de ses propriétés mécaniques. Cet article explore les principales caractéristiques de l'acier Q345, les problèmes de soudage courants...
Vous êtes-vous déjà demandé ce qui permettait d'obtenir des soudures parfaites ? Cet article de blog répond aux 15 questions les plus fréquentes sur le matériel de soudage, de la compréhension des blocs d'alimentation de soudage à la résolution des problèmes de soudage les plus courants. Que ce soit...
1. La meilleure tension n'est pas sélectionnée pour le soudage Phénomène : pendant le soudage, la même tension d'arc doit être sélectionnée quelle que soit la taille de la rainure, du remplissage et du bouchage....
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Faites passer votre entreprise à la vitesse supérieure