Cintrage de tôles d'acier inoxydable : Stratégies pour vaincre le retour élastique
Avez-vous déjà été confronté à des difficultés lors du pliage de plaques d'acier inoxydable ? Cet article dévoile les complexités du pliage de l'acier inoxydable, de la force requise à l'impact du retour élastique. Apprenez les principales techniques et astuces pour maîtriser ce processus essentiel du travail des métaux !
I. Points clés du cintrage des tôles en acier inoxydable
En raison de sa limite d'élasticité élevée, de sa dureté et de son excellent effet d'usinage à froid, le cintrage des tôles d'acier inoxydable présente les caractéristiques suivantes :
En raison de sa conductivité thermique inférieure à celle de l'acier ordinaire à faible teneur en carbone, il présente un taux d'allongement plus faible et nécessite une force de déformation plus importante.
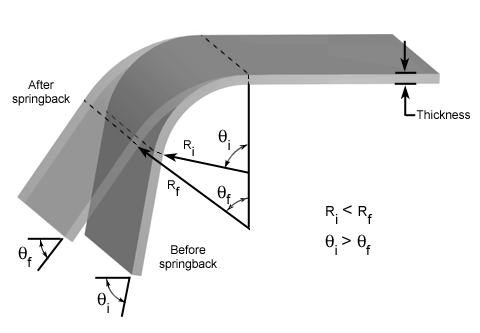
Les tôles en acier inoxydable ont une plus forte tendance à rebondir lors du pliage que les tôles en acier au carbone.
Le pourcentage d'élongation de l'acier inoxydable tôle d'acier est inférieur à celui de l'acier au carbone, ce qui entraîne un angle de flexion plus important de la pièce (R) ou un risque de fissures.
Compte tenu de l'importance de la dureté de l'acier inoxydable qui présente un durcissement à froid important, il convient de choisir une matrice de poinçonnage en acier à outils, d'une dureté supérieure à 60 HRC après traitement thermique. L'outil rugosité de la surface des outils de cintrage sera plus élevé que celui des outils de cintrage en acier au carbone.
Selon les caractéristiques ci-dessus, en règle générale :
A taille d'unité égale, plus la plaque est épaisse, plus elle est importante. force de flexion est nécessaire. La force de flexion augmente avec l'épaisseur de la plaque.
Pour une même taille d'unité, plus la résistance à la traction est élevée, plus le taux d'allongement est faible, plus la force de flexion requise est importante et plus l'angle de flexion doit être grand.
Lors de la conception de l'épaisseur de la tôle par rapport à l'épaisseur de la tôle, il faut tenir compte de l'épaisseur de la tôle. rayon de courbureSelon l'expérience, la taille dépliée de la pièce avec un pli doit être calculée en additionnant les deux côtés à angle droit et en soustrayant deux épaisseurs. Cette méthode permet de satisfaire pleinement à l'exigence de précision de la conception. L'utilisation d'une formule empirique pour calculer la quantité peut simplifier le processus de calcul et améliorer considérablement l'efficacité de la production.
Plus la limite d'élasticité du matériau est élevée, plus la retour au printemps. Par conséquent, l'angle de la matrice de poinçonnage pour la pièce pliée à 90 degrés doit être plus petit.
Par rapport à l'acier au carbone, pour une même épaisseur d'acier inoxydable, le angle de flexion est plus important. Il est important d'accorder une attention particulière à ce point, car des fissures de flexion peuvent apparaître, affectant la résistance de la pièce.
II. Le retour élastique de l'acier inoxydable
Le phénomène de retour élastique dans l'acier inoxydable pose des problèmes importants dans les processus de formage des métaux, en raison de plusieurs facteurs clés :
Dureté du matériau : Il existe une corrélation directe entre la dureté du matériau et l'ampleur du retour élastique. Par exemple, lorsque l'on travaille avec de l'acier inoxydable 301-EH (extra dur), on observe un retour élastique d'environ 14 degrés. Ce degré élevé de retour élastique est dû à l'augmentation de la limite d'élasticité du matériau et à ses caractéristiques d'écrouissage.
Rapport entre le rayon de courbure et l'épaisseur du matériau : Plus ce rapport augmente, plus l'effet de retour élastique est important. Ce rapport est régi par le moment de flexion et la répartition des contraintes dans l'épaisseur du matériau pendant le formage.
Composition de l'alliage : Les différentes qualités d'acier inoxydable présentent des comportements variables en matière de retour élastique. Par exemple, le SUS301 présente généralement un retour élastique plus important que le SUS304. Dans des conditions de formage identiques, le SUS304 peut présenter un retour élastique inférieur d'environ 2 degrés à celui du SUS301. Cette différence est attribuée aux variations de leur composition chimique et de leur microstructure, en particulier à la teneur plus élevée en carbone et en azote du 301, qui augmente son taux d'écrouissage.
Source géographique : Il est intéressant de noter que l'acier inoxydable 301 produit au Japon a tendance à présenter un retour élastique plus important que son homologue taïwanais. Cette variation est probablement due à des différences subtiles dans les éléments d'alliage, les techniques de traitement ou les normes de contrôle de la qualité entre les fabricants.
Méthodologie de formage : Les procédés de formage en une seule étape entraînent généralement un retour élastique plus important que les approches de formage en plusieurs étapes. En effet, les procédés en plusieurs étapes permettent une redistribution des contraintes et une déformation plastique progressive, ce qui réduit la reprise élastique globale.
Pour relever ces défis, il est essentiel d'adopter une approche itérative de la conception et de l'ajustement des moules. Après chaque essai de formage, le moule doit être révisé pour tenir compte du retour élastique angulaire et radial. Ce processus nécessite une étroite collaboration entre des techniciens qualifiés et des ingénieurs concepteurs afin de mettre en œuvre les modifications nécessaires de manière efficace.
Dans la pratique, le traitement de lots d'environ 5 pièces à la fois permet des itérations et des ajustements rapides. L'efficacité de ce processus dépend fortement de l'expertise et de l'expérience du technicien dans le domaine du formage de l'acier inoxydable.
Pour optimiser le processus de formage et réduire le retour élastique :
Envisagez d'utiliser des simulations d'ingénierie assistée par ordinateur (IAO) pour prévoir le comportement du retour élastique avant le prototypage physique.
Explorer les techniques de formage avancées telles que le formage à chaud ou le formage à grande vitesse, qui peuvent réduire le retour élastique dans certaines applications.
Mettre en œuvre des mesures précises de contrôle du processus, y compris des propriétés de matériaux cohérentes, une distribution uniforme de la température et une application précise de la force pendant le formage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les coins et les...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Faites passer votre entreprise à la vitesse supérieure