Découpe de l'acier inoxydable : 6 techniques chaudes à connaître
Vous êtes-vous déjà demandé comment les fabricants parviennent à obtenir précision et efficacité lors de la découpe de l'acier inoxydable ? Cet article présente six techniques avancées de découpe de l'acier inoxydable, en soulignant leurs avantages et leurs applications. Qu'il s'agisse de la flamme gazeuse, du plasma ou du gougeage à l'arc au carbone, chaque technique offre des avantages uniques en termes de précision, de rapidité et d'impact sur l'environnement. En lisant cet article, vous découvrirez les méthodes les plus efficaces pour manipuler ce matériau résistant, ce qui vous permettra de mieux comprendre les procédés industriels de transformation des métaux.
Les composants soudés en acier inoxydable, tels que les conteneurs et les pipelines, sont soumis à des processus tels que le découpage des plaques et des tuyaux, le traitement des tôles et le traitement des rainures de soudure. Dans la fabrication des conteneurs de stockage, il est inévitable de créer des trous d'homme et d'effectuer des processus de formage sur les faces frontales des têtes.
Lors du soudage des deux côtés, le cordon de soudure inversé doit être nettoyé, et les défauts du joint de soudure nécessitent des travaux de reprise et de soudage supplémentaires. Ces étapes de transformation sont indispensables au processus de production et de fabrication. Si la plupart des étapes de transformation sont réalisées à l'aide de méthodes mécaniques telles que le cisaillement, le rabotage, le fraisage et le tournage, elles nécessitent divers types de machines pour être menées à bien.
Dans certains cas, il convient d'utiliser des burins pneumatiques, mais l'intensité du travail, le bruit et la pollution de l'environnement de travail sont préjudiciables à la santé des opérateurs.
L'utilisation de méthodes d'oxycoupage au gaz ou au plasma pour réaliser les processus susmentionnés présente de nombreux avantages en termes d'amélioration des conditions de travail, d'augmentation de l'efficacité et de réduction de la pollution environnementale, mais l'inconvénient est que la précision des surfaces découpées après certains traitements peut ne pas être aussi bonne que celle obtenue par un traitement mécanique.
Examinons plusieurs techniques d'oxycoupage au gaz et au plasma de l'acier inoxydable.
I. Technologie de coupage au gaz oxygéné
Le découpage au gaz est une méthode qui utilise l'énergie thermique d'une flamme de gaz pour préchauffer la zone de découpage d'une pièce à une certaine température, puis pulvérise un flux d'oxygène de découpage à grande vitesse pour enflammer le métal et libérer de la chaleur, réalisant ainsi un découpage thermique.
La raison pour laquelle l'acier ordinaire à faible teneur en carbone est facile à couper et offre une bonne qualité de coupe est que les oxydes générés par la combustion ont un point de fusion inférieur à celui de l'acier lui-même. Simultanément, la chaleur de la combustion porte les oxydes à l'état fondu, qui sont ensuite évacués par le flux de gaz.
Lors de l'oxycoupage de l'acier inoxydable, le principal problème est la formation d'oxydes de chrome à point de fusion élevé sur la surface de coupe, ce qui empêche le métal de brûler et crée des difficultés pour la coupe en continu.
Pour découper l'acier inoxydable en douceur, il faut non seulement disposer d'oxygène suffisamment pur à une certaine pression et d'un flux d'oxygène de coupe bien orienté (c'est-à-dire un flux d'oxygène de coupe cylindrique suffisamment long et puissant), mais aussi prendre certaines mesures spéciales dans le processus.
Procédé de découpe au gaz à flux d'oxygène
Le coupage au gaz avec flux d'oxygène est un procédé dans lequel de la poudre de fer pur ou d'autres fondants sont ajoutés au flux d'oxygène de coupage afin d'utiliser leur chaleur de combustion et leurs effets de laitier pour le coupage au gaz. Les oxydes de fer et les oxydes de chrome fondus sont mélangés pour former un laitier dilué, ce qui améliore la fluidité du laitier.
En cas d'augmentation importante de la chaleur, un laitier liquide mixte se forme, qui est ensuite soufflé par l'oxygène de coupe à partir du trait de scie. Ce procédé est également connu sous le nom de découpe par injection de poudre et peut être utilisé pour découper des matériaux en acier inoxydable plus épais et des colonnes montantes de coulée en acier inoxydable. Il existe deux types de fondants : les fondants d'usage courant et les fondants à haut rendement, dont la composition est indiquée dans le tableau 6-1.
Tableau 6-1 : Flux pour le découpage de l'acier inoxydable
Type
Composition des flux (fraction de masse, %)
Note
Flux courants
Poudre de fer à faible teneur en carbone ou poudre de fer à faible teneur en carbone avec poudre de plomb
La taille des particules pour l'alimentation interne est de 0,5 à 1,0 mm, tandis que la taille des particules pour l'alimentation externe est de 0,1 à 0,3 mm.
Après un mélange minutieux des composants ci-dessus, des granulés de 0,3 à 1,2 mm sont produits.
Les équipements pour l'oxycoupage peuvent être divisés en deux catégories en fonction de la méthode d'apport de flux.
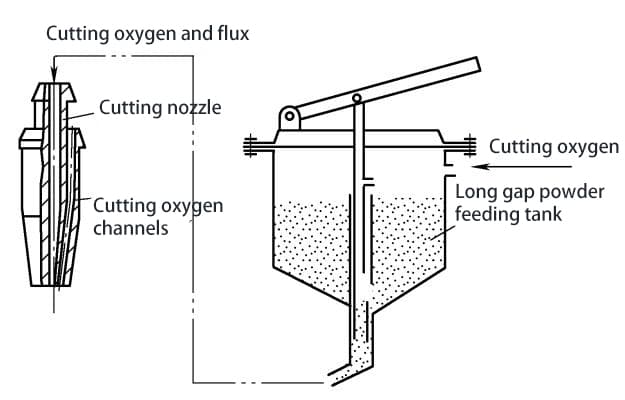
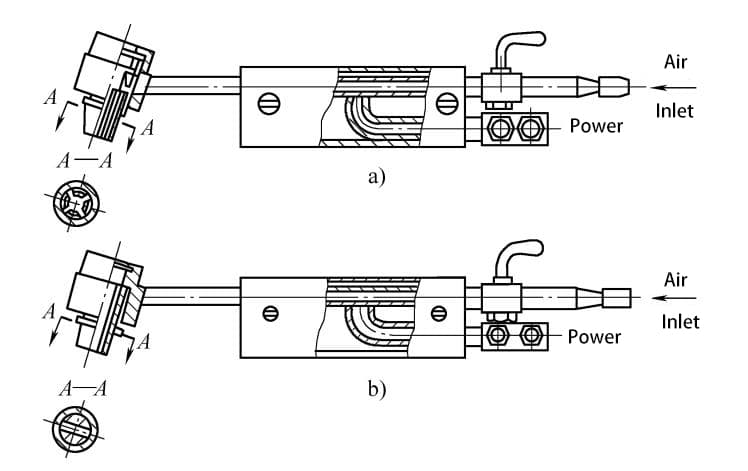
(1) Procédé de découpe Oxy-Flux à alimentation interne en poudre
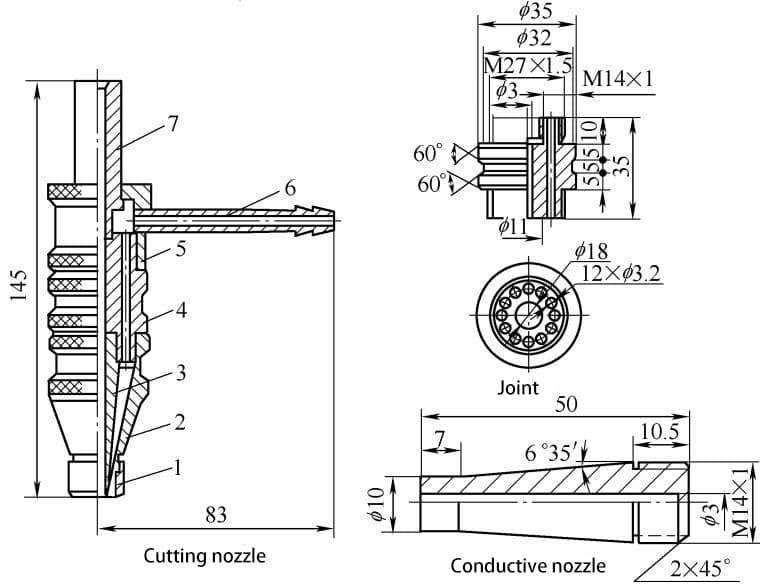
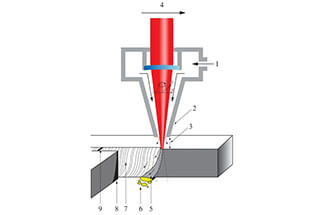
Sa caractéristique est d'utiliser de l'oxygène de coupe pour acheminer le flux depuis le réservoir de flux à travers les composants de la buse de coupe, comme le montre la figure 6-1.
Pour éviter que la poudre de fer ne s'oxyde et ne brûle à l'intérieur du réservoir de flux, on utilise généralement de la poudre de fer grossière dont la taille des particules est comprise entre 0,5 et 1,0 mm. En raison de la taille importante de ses particules et de sa vitesse d'éjection rapide, elle ne brûle pas complètement sur la surface de la pièce pendant la découpe. C'est pourquoi elle est généralement utilisée pour découper des pièces d'une épaisseur inférieure à 500 mm.
Afin d'augmenter la vitesse de coupe, une petite quantité de poudre d'aluminium peut être ajoutée à la poudre de fer. Lors de l'utilisation d'un équipement d'alimentation interne en poudre, le gaz naturel peut être utilisé comme combustible. Les paramètres du processus de découpe des tôles d'acier inoxydable 18-8 à l'aide de buses d'alimentation interne en poudre sont indiqués dans le tableau 6-2.
Figure 6-1 : Schéma de la buse d'oxycoupage à alimentation interne en poudre
Tableau 6-2 : Paramètres du processus de découpe de la plaque d'acier inoxydable 06Cr18Ni11Ti à l'aide d'une buse d'alimentation en poudre interne
Paramètres du processus
Épaisseur en millimètres
10
20
30
40
70
90
Taille de la buse
1
1
1
2
3
3
Pression d'oxygène/MPa
0. 40
0. 49
0. 54
0. 59
0. 69
0. 78
Consommation d'oxygène/(m3/m)
1. 1
1. 3
1. 6
1. 75
2. 3
3. 0
Gaz combustible (gaz naturel) Consommation/(m3/m)
0. 11
0. 13
0. 15
0. 18
0. 23
0. 29
Consommation de flux/(kg/m)
0.7
0.8
0. 9
1. 0
2. 0
2. 5
Vitesse de coupe/(mm/min)
230
190
180
160
120
90
Largeur de la gorge/mm
10
10
11
11
12
12
Lorsque la méthode d'oxycoupage par alimentation en poudre intérieure est utilisée à l'étranger, elle est souvent équipée d'une buse de coupe rapide avec pulvérisation d'eau sur le bord extérieur de la buse. La poudre de fer a une taille de particule de 0,5 à 1,0 mm, ce qui permet d'obtenir une planéité relativement idéale de la surface de coupe. En général, la coupe ne nécessite pas de traitement mécanique pour répondre aux exigences dimensionnelles.
Le jet d'eau autour de la pièce à usiner réduit le gauchissement de la plaque d'acier pendant la coupe, améliore la résistance à la corrosion de la face frontale traitée et réduit également la poussière en suspension dans l'environnement de coupe, améliorant ainsi les conditions de travail.
Cette méthode permet de découper des plaques d'acier inoxydable d'une épaisseur allant jusqu'à 150 mm et de découper des plaques d'acier en couches (empilées), telles que des couches de 2-3 mm × 40 pour les plaques d'acier de construction au carbone ordinaires et des couches de 2 mm × 40 pour les plaques d'acier inoxydable.
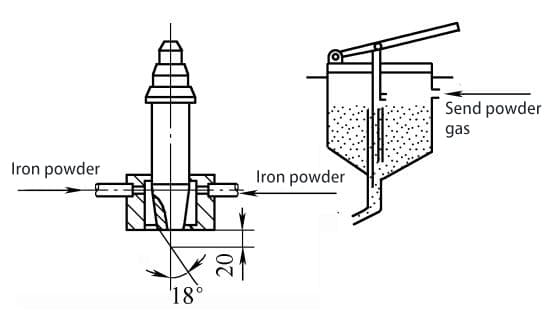
(2) Procédé de découpage à l'oxygène et au combustible par alimentation externe en poudre
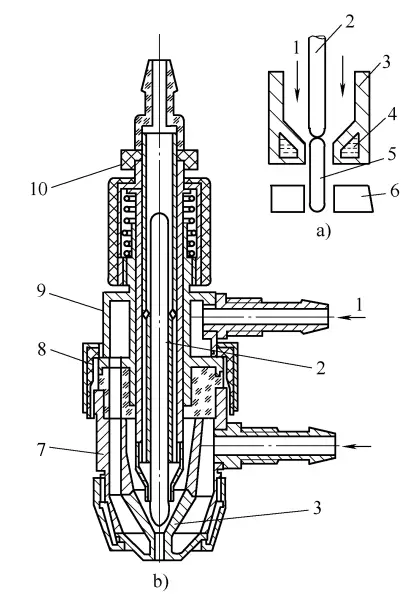
La caractéristique de l'oxycoupage par alimentation externe en poudre est l'utilisation d'air ou d'azote à basse pression (0,04-0,06 MPa) pour introduire indépendamment une fine poudre de fer de plus de 130 mesh dans la zone de chauffage de la flamme à l'extérieur de la buse de découpe, comme le montre la figure 6-2.
En raison de la petite taille des particules de poudre de fer et de la faible vitesse d'éjection, la poudre peut être rapidement chauffée jusqu'à son point d'ignition et brûler, libérant une grande quantité de chaleur, brisant efficacement le film d'oxyde à la surface de la pièce à usiner. Comme la poudre est alimentée de manière indépendante, elle peut surmonter les dommages causés au canal d'oxygène par le rinçage.
Il est donc utilisé pour couper des matériaux en acier inoxydable d'une épaisseur supérieure à 500 mm ou pour couper la colonne vertébrale de pièces moulées en acier inoxydable d'un diamètre de 1000 à 1300 mm.
Les paramètres du processus sont les suivants :
Flux : poudre de fer 100%, granulométrie de la poudre de fer 0,1-1,3 mm ; pression d'oxygène de préchauffage 0,8-1,0 MPa ; pression d'oxygène de coupe 0,8 MPa, consommation d'oxygène de coupe 200 m3/h ; pression d'acétylène >0,01 MPa, consommation d'acétylène 20 m3/h ; le gaz de transport de la poudre est de l'azote, et le débit de flux est de 18 kg/h ; la vitesse de coupe est de 20-25 mm/min.
Figure 6-2 Schéma de la buse d'oxycoupage à injection de poudre
Processus de découpage au gaz par vibration
Le coupage au gaz par vibration est une méthode simple et pratique pour couper l'acier inoxydable en utilisant la vibration d'une torche de coupage au gaz oxygéné.
L'essence de la méthode de découpe au gaz par vibration consiste à faire vibrer la torche de découpe pendant le processus de découpe afin de briser la pellicule d'oxyde réfractaire produite au niveau de l'incision, ce qui permet de séparer et de découper le métal.
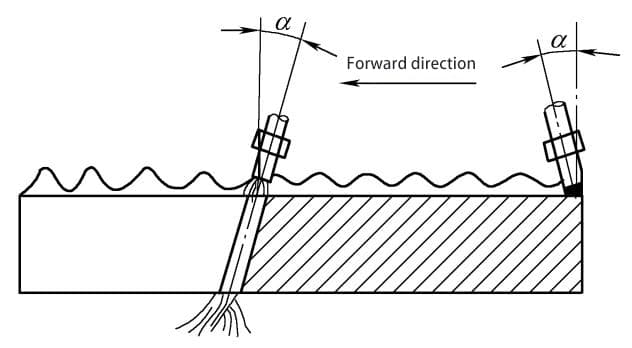
Le processus de découpe est illustré à la figure 6-3. Au début de la découpe, le bord de la pièce est préchauffé jusqu'à l'état fondu, puis le flux d'oxygène de coupe est initié et le laitier s'écoule de l'incision. À ce stade, la buse de coupe doit être relevée et des vibrations immédiates d'avant en arrière et de haut en bas doivent être appliquées.
La vibration a une amplitude de 10 à 15 mm et une fréquence de 60 à 80 fois par minute. La vibration du flux d'oxygène de coupe brise l'oxyde de chrome à point de fusion élevé au niveau de l'incision, ce qui permet au fer de continuer à brûler. Grâce à l'impact de va-et-vient et de haut en bas du flux d'oxygène, l'objectif de la poursuite de la coupe est atteint.
Un chalumeau oxyacétylénique général, tel que le type G01-300, est utilisé pour le chalumeau de coupe. Par rapport au découpage de l'acier au carbone de la même épaisseur, la flamme de préchauffage doit être plus grande et plus concentrée, et la pression d'oxygène doit être augmentée d'environ 15% à 20%.
Ce type de découpe au gaz par vibration est couramment utilisé pour découper les colonnes montantes des pièces moulées en acier inoxydable dont le diamètre n'excède pas 500 mm, ce qui permet d'atteindre l'objectif de la découpe, mais la qualité de l'incision est très médiocre.
Avec le développement de la technologie, l'oxycoupage est rarement utilisé pour découper les plaques d'acier inoxydable, et il est principalement utilisé pour découper les colonnes montantes des pièces moulées en acier inoxydable.
Figure 6-3 : Coupe vibratoire au gaz de l'acier inoxydable
II. Technique de gougeage à l'arc au carbone
Technique conventionnelle de gougeage à l'arc au carbone
(1) Caractéristiques du gougeage à l'arc au carbone :
Le gougeage à l'arc au carbone utilise une tige de graphite ou de carbone comme électrode pour générer un arc électrique entre la pièce, faisant fondre le métal, et utilise ensuite de l'air comprimé pour souffler le métal fondu, créant ainsi des rainures à la surface.
Pendant le gougeage, l'arc électrique atteint des températures allant jusqu'à 6000-7000°C, générant suffisamment de chaleur pour faire fondre la surface de la pièce. Le métal en fusion et le laitier produits sont évacués par l'air comprimé (0,4-0,6 MPa) éjecté de la buse de gougeage à l'arc au carbone. La combustion continue de l'arc électrique et le soufflage continu de l'air comprimé éliminent la matière en fusion, ce qui permet d'obtenir le rainurage requis sur la surface du métal.
Cette technique de gougeage est principalement utilisée pour le gougeage arrière dans les soudures double face, pour éliminer les défauts dans les cordons de soudure, et peut également être utilisée pour le biseautage dans les soudures monoblocs ou irrégulières.
Les capacités de traitement du gougeage à l'arc au carbone, comparées aux méthodes d'écaillage ou de meulage, présentent les caractéristiques suivantes :
1) Le gougeage manuel à l'arc au carbone offre une plus grande flexibilité, permettant de travailler dans toutes les positions.
2) Lors de l'élimination des défauts dans les cordons de soudure ou les pièces moulées, la forme et la profondeur des défauts peuvent être clairement observées.
3) Le bruit pendant le fonctionnement est inférieur à celui du déchiquetage, ce qui améliore l'efficacité de la production.
4) Dans les zones restreintes ou difficiles d'accès, le gougeage à l'arc au carbone est plus approprié.
5) Le gougeage à l'arc au carbone produit de la fumée et de la poussière, qui peuvent polluer l'environnement, et exige un niveau plus élevé de compétences opérationnelles.
Équipement utilisé pour le gougeage à l'arc au carbone
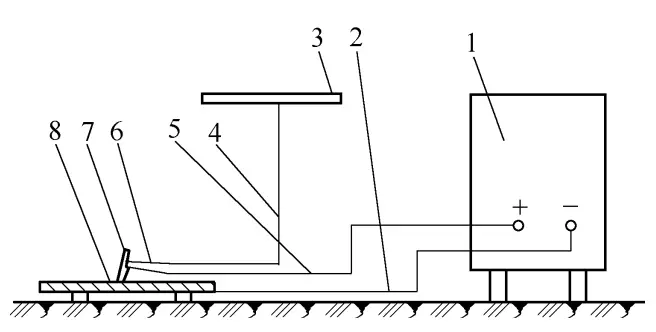
Le gougeage à l'arc au carbone comprend une source d'énergie, une alimentation en air comprimé, une torche de gougeage, des tiges de carbone, des câbles et des tuyaux, comme le montre la figure 6-4.
La source d'alimentation utilise un redresseur avec une caractéristique de chute rapide, et son courant nominal doit être supérieur au courant requis pour le gougeage à l'air à l'arc au carbone. Par exemple, lors de l'utilisation d'une tige de carbone circulaire de 7 mm, le courant de coupe requis pour le gougeage à l'air à l'arc au carbone est de 350 A, et il est conseillé de sélectionner un redresseur avec un courant nominal de 500 A.
La torche de gougeage pour le gougeage à l'arc au carbone est principalement utilisée pour serrer la tige de carbone et souffler de l'air comprimé. Les torches de gougeage couramment utilisées sont illustrées à la figure 6-5. Elles existent sous deux formes : à alimentation latérale et à alimentation circulaire.
Les barres de carbone doivent présenter les caractéristiques suivantes : résistance aux températures élevées, bonne conductivité et résistance à la rupture. Pour améliorer leur conductivité et leur résistance superficielle, une couche de cuivre pur est souvent déposée sur la surface des barres de carbone. Les barres de carbone sont disponibles sous deux formes : circulaire et plate (section rectangulaire).
Les baguettes circulaires en carbone sont principalement utilisées pour le gougeage des cordons de soudure, tandis que les baguettes plates en carbone peuvent être utilisées pour le biseautage, le gougeage des cordons de soudure et le découpage de grandes quantités de métal.
Figure 6-4 : Schéma de principe du gougeage à l'arc au carbone
1-Rectificateur de soudage à l'arc 2-Câble de mise à la terre 3-Air comprimé 4-Conduit d'air 5-Câble de torche de soudage 6-Torche de gougeage 7-Tige de carbone 8-Pièce de travail
Figure 6-5 Schéma des pistolets de gougeage à air comprimé à arc au carbone couramment utilisés
a) Pistolet de gougeage à air latéral b) Pistolet de gougeage à air circonférentiel
Processus de gougeage à l'air
Pour obtenir un gougeage de haute qualité, il faut veiller à ce que les paramètres du processus soient corrects. Les facteurs qui influencent la qualité du gougeage à l'air sont les suivants :
1. polarité de l'alimentation électrique :
Lors du gougeage de l'acier inoxydable à l'arc au carbone, on utilise une connexion à polarité inversée en courant continu (électrode connectée au pôle positif de l'alimentation électrique). Cela permet d'obtenir un arc stable pendant le gougeage, une vitesse de gougeage uniforme, un son de brossage continu de l'arc et une largeur constante des deux côtés de la gouge avec une surface lisse et brillante.
Si l'on utilise une connexion de polarité positive en courant continu (tige de carbone connectée au pôle négatif de l'alimentation électrique), l'arc électrique va trembler, émettant des bruits de pulvérisation intermittents, et les côtés de la gouge vont présenter une forme d'arc correspondant au tremblement pendant le gougeage. Si ce phénomène se produit, il convient d'inverser la polarité avant de procéder à un nouveau gougeage.
2. le courant de gougeage et le diamètre de la tige de carbone :
Lorsque le courant de gougeage augmente, la largeur, la profondeur et la vitesse de gougeage augmentent également, ce qui permet d'obtenir une qualité de gouge plus lisse. Toutefois, si le courant de gougeage est trop élevé, la tige de carbone se consume rapidement, voire fond, ce qui entraîne une grave infiltration de carbone et une surface de gouge rugueuse.
Si le courant de gougeage est trop faible, l'arc sera instable, ce qui entraînera un gougeage petit et peu profond, une vitesse de gougeage instable, une faible efficacité et une tendance à l'adhérence du laitier. Le tableau 6-3 présente les paramètres du gougeage à l'air à l'arc au carbone couramment utilisé.
Tableau 6-3 : Paramètres courants pour le gougeage à l'arc au carbone
Forme de la section transversale de l'électrode de carbone
Spécifications/ mm
Courant applicable/ A
Pression de l'air comprimé/MPa
Extension de l'électrode de carbone Longueur/ mm
Angle entre l'électrode de carbone et la pièce (°)
Circulaire
Φ3. 2
150 ~ 180
0.4~0.6
30 ~70
30 ~ 45
Φ3. 5
Φ4. 0
150 ~ 200
Φ5. 0
180 ~ 210
Φ6. 0
180 ~ 300
Φ7. 0
200 ~ 350
Φ8.0
250 ~ 400
Φ9. 0
350 ~ 500
Φ10. 0
400 ~ 550
Plat
3×8
200 ~ 250
0.4~0.6
30 ~70
30 ~ 45
4 ×6
4×8
200 ~ 300
4 ×12
300 ~ 350
5 ×10
300 ~ 400
5 ×15
400 ~ 500
Le choix du diamètre de la tige de carbone est lié à l'épaisseur de la plaque d'acier, comme le montre le tableau 6-4. Il est également lié à la largeur de la rainure requise ; plus le diamètre de la tige de carbone est important, plus la rainure est large. En général, le diamètre de la tige de carbone doit être inférieur de 2 à 4 mm à la largeur de la rainure requise.
Tableau 6-4 : Sélection du diamètre de la tige de carbone
Épaisseur de la tôle d'acier
4 ~6
6~8
8 ~ 12
>10
>18
Diamètre de la tige de carbone
4
5 ~6
6~7
7 ~ 10
10
3. vitesse de coupe
Elle doit être adaptée au courant de gougeage et à la pression d'air pour garantir le déroulement normal du gougeage. Une vitesse excessive ou un mouvement agressif vers le bas de la tige de carbone peut entraîner le contact de la tête de l'électrode de carbone avec du métal liquide ou du métal non fondu, ce qui provoque l'extinction de l'arc en raison d'un court-circuit.
Une vitesse excessive peut également entraîner le détachement de la tête de l'électrode de carbone et son adhérence au métal non fondu, ce qui entraîne des défauts d'inclusion de carbone. Dans ce cas, l'arc doit être rétabli à l'avant du défaut et une couche doit être délicatement enlevée à la main pour éliminer le défaut avant de poursuivre le gougeage.
Si la vitesse de gougeage est trop lente, l'arc s'allongera, ce qui entraînera des arcs instables ou même l'extinction de l'arc. En général, une vitesse de coupe de 0,8 à 1,2 m/min est recommandée.
4. pression de l'air comprimé
La pression de l'air comprimé affecte directement la vitesse de coupe et la qualité de la surface de la rainure. Une pression plus élevée peut augmenter la vitesse de coupe et la régularité de la surface de la rainure, tandis qu'une pression excessivement basse peut provoquer l'adhésion du laitier à la surface de la rainure. En règle générale, la pression de l'air comprimé doit être maintenue entre 0,4 et 0,6 MPa.
La teneur en humidité et en huile de l'air comprimé peut être limitée par des filtres installés dans les conduites d'air, et il est conseillé d'utiliser du gel de silicone neuf comme milieu filtrant.
5.Longueur de la rallonge de l'électrode de carbone
Une longueur d'extension de 30 à 70 mm est optimale pour l'électrode de carbone. Une longueur de rallonge excessive augmente la résistance et entraîne une brûlure importante de la tige de carbone, tandis qu'une longueur trop courte entraîne souvent un court-circuit dû au contact des parties métalliques du pistolet de gougeage avec la pièce à travailler, ce qui provoque une instabilité de l'arc.
Pendant le processus de gougeage, il est normal que la tige de carbone brûle, et la longueur d'extension doit être ajustée périodiquement. Lorsque la longueur d'extension est inférieure à 25 mm, elle doit être réajustée à 70-80 mm.
6.Angle entre la barre de carbone et la pièce à usiner
L'angle entre la tige de carbone et la pièce à usiner affecte principalement la profondeur de la rainure et la vitesse de coupe. Une augmentation de l'angle entraîne une plus grande profondeur de la rainure et une réduction de la vitesse de coupe, tandis qu'une diminution de l'angle se traduit par des rainures moins profondes et des vitesses de coupe plus élevées. En général, l'angle recommandé pour le gougeage manuel à l'arc au carbone est de 30°-45°.
7.Longueur de l'arc pour le gougeage à l'arc au carbone
Pendant le processus de gougeage, il est conseillé de maintenir une longueur d'arc relativement courte, de l'ordre de 2 à 3 mm. Une longueur d'arc trop courte peut entraîner des défauts d'inclusion de carbone, tandis qu'une longueur d'arc trop longue peut entraîner l'expulsion de l'arc par l'air froid, ce qui provoque une instabilité de l'arc, voire son extinction.
Une longueur d'arc trop importante peut également entraîner une concentration insuffisante de l'air comprimé, de sorte que le métal fondu n'est pas évacué à temps, ce qui élargit la zone affectée thermiquement de la gouge et détériore la rugosité de la surface de la rainure. En outre, pendant le processus de gougeage, la tige de carbone ne doit pas être pivotée ; elle doit plutôt être déplacée en ligne droite vers l'avant à un angle présélectionné afin de garantir des dimensions de rainure uniformes.
(4) Influence du gougeage à l'air de l'arc au carbone sur la résistance à la corrosion des soudures en acier inoxydable
Le gougeage de l'acier inoxydable à l'arc au carbone peut affecter la surface du métal gougé par carburation et action thermique, ce qui entraîne une détérioration de la résistance à la corrosion intergranulaire des joints soudés en acier inoxydable. Le tableau 6-5 présente l'analyse de la teneur en carbone lors du gougeage à l'arc au carbone de l'acier inoxydable 18-8.
Le tableau montre que les projections de métal produites par le gougeage à l'arc au carbone ont une teneur en carbone (w(C)) pouvant atteindre 1,3%. Cependant, la carburation du métal liquide pendant le processus de gougeage est rapidement évacuée par l'air comprimé, ce qui donne une teneur en carbone en surface (w(C)) de seulement 0,075%. Par conséquent, l'effet de carburation du gougeage à l'arc au carbone sur l'acier inoxydable 18-8 est extrêmement minime.
D'après des mesures réelles, la profondeur de la couche cémentée sur la surface du métal après le gougeage est généralement comprise entre 0,02 et 0,05 mm, le point le plus profond ne dépassant pas 0,11 mm, et la couche cémentée est constituée de métal fondu intermittent.
Bien que le gougeage à l'arc au carbone ait un effet chauffant sur la surface gougée, le métal liquide à haute température formé sous la colonne d'arc est rapidement soufflé et ne continue plus à chauffer la surface gougée. On peut dire que la zone d'influence thermique du gougeage à l'arc au carbone est plus petite que celle du soudage à l'arc à l'électrode et que, dans des conditions de fonctionnement correctes, la zone d'influence thermique n'est que d'environ 1 mm.
Par conséquent, on peut constater que les effets thermiques et de carburation du gougeage à l'arc au carbone sur l'acier inoxydable 18-8 sont très faibles.
Tableau 6-5 : Analyse de la teneur en carbone de l'acier inoxydable 18-8 après gougeage à l'air avec arc au carbone
Lieux d'échantillonnage
Fraction de masse du carbone (%)
Éclats de métal provenant d'un gougeage à l'air par arc au carbone
1. 3
Scories adhérant au bord de la rainure
1. 2
Couche superficielle de la rainure : 0,2~0,3mm
0. 075
Métal de base
0. 05 ~ 0. 075
Procédé de gougeage à l'arc au carbone par pulvérisation d'eau
Comme on le sait, les fumées et les poussières générées pendant le processus de gougeage à l'arc au carbone polluent gravement l'environnement et affectent la santé des travailleurs. Cette situation est particulièrement grave lorsque le gougeage à l'arc au carbone est effectué dans des conteneurs fermés, car les opérateurs sont susceptibles de ressentir une oppression thoracique et un essoufflement.
En raison de la nature mobile des opérations de gougeage à l'arc au carbone, les mesures conventionnelles d'aspiration et de ventilation ne suffisent pas à résoudre les problèmes de pollution dans les zones de travail des opérateurs.
Afin de contrôler la pollution par la fumée et la poussière causée par le gougeage à l'arc au carbone, le processus de gougeage à l'arc au carbone par pulvérisation d'eau a été adopté sur la base du principe selon lequel le brouillard d'eau peut éliminer la fumée et la poussière.
Caractéristiques du processus de gougeage à l'air de l'arc au carbone par pulvérisation d'eau
Le procédé de gougeage à l'arc au carbone par pulvérisation d'eau consiste à équiper un pistolet de gougeage à l'arc au carbone standard d'un dispositif de pulvérisation d'eau. L'air comprimé est utilisé pour pulvériser de l'eau autour de la tige de carbone à partir du pistolet, créant ainsi un brouillard d'eau important et uniformément dispersé. L'effet protecteur du brouillard d'eau contribue à réduire la diffusion de la fumée et de la poussière.
En outre, l'effet de refroidissement du brouillard d'eau diminue les longueurs chauffées et fondues de la tige de carbone, réduisant ainsi sa consommation. Le brouillard d'eau empêche également le métal en fusion d'adhérer facilement aux bords de la rainure de la pièce, ce qui facilite l'élimination du laitier.
Équipement pour le gougeage à l'arc au carbone par pulvérisation d'eau
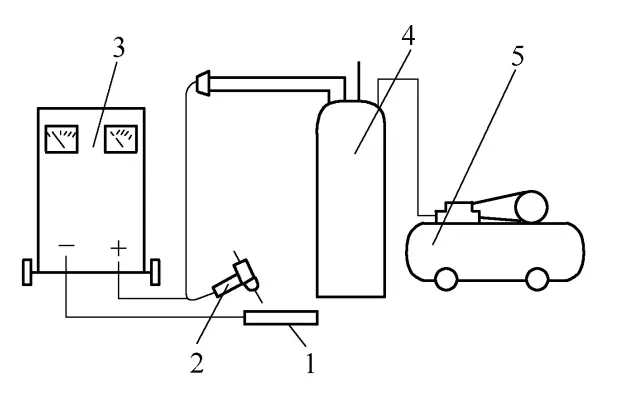
L'équipement de gougeage à l'arc au carbone par pulvérisation d'eau se compose d'une alimentation électrique, d'un dispositif d'alimentation en eau, d'air comprimé et d'un pistolet de gougeage à l'arc au carbone, comme l'illustre la figure 6-6.
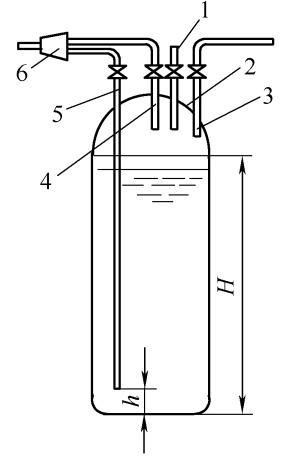
Le dispositif d'alimentation en eau, un composant essentiel de l'équipement de gougeage à l'arc au carbone par pulvérisation d'eau, est illustré à la figure 6-7. Dans ce schéma, l'air comprimé est connecté au conteneur par la canalisation 1, tandis que l'eau est introduite dans le conteneur par le tuyau d'entrée 3 jusqu'à ce que le niveau d'eau atteigne la hauteur H (plus bas que le bas du tuyau de sortie d'air 4), à ce moment-là la vanne d'entrée est fermée.
Lorsque la vanne d'entrée de la conduite d'air comprimé 1 est ouverte, l'air comprimé est fourni, et si la vanne de la conduite de sortie d'air 4 est ouverte, l'air comprimé est libéré de la conduite de sortie. Si la vanne du tuyau de sortie d'eau 5 est ouverte alors que la vanne du tuyau de sortie d'air 4 est fermée, de l'eau sous pression est pulvérisée à partir du tuyau de sortie d'eau.
En ouvrant simultanément les vannes du tuyau de sortie d'air 4 et du tuyau de sortie d'eau 5, l'air comprimé et l'eau sous pression sont mélangés au niveau du joint à trois voies 6 et pulvérisés sous forme de brouillard. Le réglage de l'ouverture des vannes du tuyau de sortie d'air 4 et du tuyau de sortie d'eau 5 permet de modifier le débit d'air et la taille du brouillard d'eau. Lorsque le niveau d'eau dans le réservoir d'alimentation est inférieur à h, aucun brouillard d'eau n'est pulvérisé.
Dans ce cas, de l'eau peut être ajoutée au conteneur par le tuyau d'entrée 3 pour reprendre le travail. La clé du gougeage à l'arc au carbone par pulvérisation d'eau réside dans la création d'un ensemble d'alimentation en eau bien conçu afin d'obtenir un brouillard d'eau uniforme et dispersé.
En outre, le joint à trois voies 6 pour le mélange de l'air comprimé et de l'eau sous pression doit être placé aussi près que possible du pistolet de gougeage (généralement à moins de 10 m) pour minimiser la perte de pression dans la canalisation, en veillant à ce que le pistolet pulvérise un brouillard d'eau suffisamment robuste.
Un pistolet de gougeage à l'arc au carbone standard peut être facilement modifié pour être utilisé comme pistolet de gougeage à l'arc au carbone à pulvérisation d'eau, moyennant quelques ajustements mineurs. Comme le montre la figure 6-8, le corps interne 4 et le manchon interne 2 du pistolet de gougeage à air circulaire sont brasés ensemble à l'extrémité gauche à l'aide de cuivre, ce qui garantit l'étanchéité de l'extrémité.
En outre, le diamètre intérieur de l'orifice de passage d'air 5 sur le corps interne 4 est élargi de 1 mm à 1,5 mm, ce qui permet de l'utiliser pour la pulvérisation d'eau.
Figure 6-6 Schéma de l'équipement de labourage à l'arc d'eau et d'air
1-Pièce à usiner 2-Pistolet de chasse d'air 3-Alimentation électrique 4-Système d'alimentation en eau 5-Compresseur d'air
Figure 6-7 Schéma de principe du dispositif d'alimentation en eau
1-Tuyau d'admission d'air comprimé 2-Conteneur 3-Tuyau d'admission d'eau 4-Tuyau de sortie d'air comprimé 5-Tuyau de sortie d'eau 6-Joint de tuyauterie à trois voies pour l'eau et l'air mélangés
Figure 6-8 Pistolet à air comprimé à arc au carbone et à jet d'eau
1-Point de brasage 2-Manchon intérieur 3-Manchon extérieur isolant 4-Corps intérieur 5-Orifice de passage d'air
(3) Paramètres de processus du jet d'eau, de l'arc de carbone et de la lame d'air
La méthode d'exploitation et les facteurs affectant la qualité du labourage à l'air dans la soufflerie à arc au carbone à jet d'eau sont les mêmes que ceux de la soufflerie à arc au carbone. Les paramètres de traitement de la plaque d'acier inoxydable 18-8 dans la machine à arc au carbone à jet d'eau sont indiqués dans le tableau 6-6, ce qui permet d'obtenir une bonne qualité de surface de la rainure.
Tableau 6-6 Paramètres du procédé pour la découpe au jet d'eau d'une plaque d'acier inoxydable 18-8 à l'aide d'un arc au carbone
Diamètre de la tige en carbone (mm)
7
Volume d'eau pulvérisée (ml/min)
65 ~ 80
Arc au carbone Air Plow Courant (A)
400 ~ 500
Profondeur de la rainure (mm)
4~6
Pression atmosphérique (MPa)
0. 45 ~ 0. 60
Largeur de la rainure (mm)
9 ~ 11
Note : L'angle d'inclinaison de la tige de carbone pendant le labourage initial est de 15° à 25°, tandis que l'angle d'inclinaison normal de la coupe est de 25° à 45°.
Le jet d'eau pour l'acier inoxydable 18-8 permet non seulement de surmonter les risques de pollution environnementale causés par le jet d'air, mais aussi, grâce à l'effet de refroidissement de l'eau, de réduire la chaleur sur la surface de la rainure, évitant ainsi une diminution de la résistance à la corrosion.
Les mesures de la poussière générée lors de l'utilisation de la charrue à arc au carbone à jet d'eau et de la charrue à arc au carbone à jet d'air sont présentées dans le tableau 6-7. Les résultats des mesures figurant dans le tableau montrent clairement que la méthode de labourage à l'arc au carbone par jet d'eau réduit considérablement la teneur en poussières dans l'environnement de travail. Les avantages sont encore plus prononcés lorsque la méthode de soufflage à l'arc au carbone par jet d'eau est utilisée pour le soufflage d'air à l'intérieur d'un conteneur scellé.
Tableau 6-7 : Mesure des poussières générées par le gougeage à l'arc au carbone à l'air comprimé
Localisation des mesures
Mesure de la poussière/ (mg/m³)
Niveau de réduction du gougeage à l'arc au carbone par jet d'eau par rapport au gougeage à l'arc au carbone par air
Gougeage à l'arc au carbone
Jet d'eau, arc au carbone, gougeage à l'air
1,0 m directement devant et 0,5 m au-dessus de la plaque d'essai pendant le gougeage.
56.3
13.8
75. 5%
Zone du casque derrière la plaque d'essai pendant le soudage.
11.5
1.15
90%
III. Technologie de découpe de l'arc par électrodes de fusion au jet d'eau
Cette méthode de découpe, comparée à l'oxycoupage, présente les avantages d'une opération simple, d'un faible coût et d'une grande efficacité de production.
Principe de coupe
La méthode de découpe à l'arc par électrodes de fusion au jet d'eau repose sur l'allumage de l'arc par contact du fil de coupe avec la pièce à usiner, ce qui fait fondre le métal, puis l'enlève rapidement par impact du jet d'eau à haute pression et à grande vitesse, formant l'incision au fur et à mesure que la torche de coupe se déplace.
Grâce à l'effet du jet d'eau à haute pression, la zone affectée thermiquement par l'incision est petite, ce qui est extrêmement bénéfique pour la découpe des plaques d'acier inoxydable 18-8, car cela peut réduire ou empêcher l'apparition de la corrosion intergranulaire. Par rapport au gougeage à l'arc au carbone, il peut également réduire la pollution de l'air dans la zone de travail et améliorer l'environnement de travail.
Équipement de coupe
L'équipement de découpe d'électrodes par fusion au jet d'eau peut être modifié à partir de la machine de soudage à l'arc submergé MZ-1000 (EA-1000) d'origine.
Après modification, la vitesse d'alimentation en fil est de 740-2000mm/min, la vitesse de déplacement est de 73-1600mm/min, et la caractéristique de puissance de la machine à souder est passée d'une caractéristique de chute à une caractéristique plate. En outre, une pompe à eau vortex 40W-40 (5,4m3/h, 1,73kW, hauteur de chute 40m) est nécessaire, et la pression de l'eau est contrôlée par le drainage.
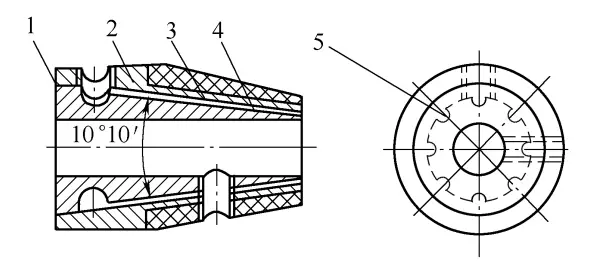
La buse de découpe doit répondre à certaines exigences : le jet d'eau doit être concentré et colonnaire, avec une force d'impact suffisante. Le jet d'eau et le fil de coupe doivent rester coaxiaux et perpendiculaires à la surface de la pièce. Les dimensions structurelles de la buse de découpe sont indiquées à la figure 6-9.
L'étanchéité de la buse conductrice 3 pendant la coupe est essentielle, et des défaillances se produisent souvent en raison d'une étanchéité insuffisante.
Figure 6-9 Buse de coupe
1-Buse 2-Chambre de tête 3-Buse conductrice 4-Joint 5-Écrou 6-Tube d'eau 7-Tête de fil-guide
Processus de coupe
Lors de la découpe de plaques d'acier inoxydable, il convient d'utiliser une source d'alimentation en courant continu avec une connexion à polarité inversée. La tension à vide doit être de 60-70V et la tension d'arc de 40-60V. L'écart entre la buse et la pièce doit être de 10 à 15 mm. Un fil de fer ordinaire d'un diamètre de 2,6 mm doit être choisi comme fil de coupe. Les autres paramètres du processus sont indiqués dans le tableau 6-8.
L'épaisseur de l'acier inoxydable à découper ne doit pas dépasser 30 mm. Il est possible de découper une seule couche de plaques d'acier, ou d'empiler deux ou trois couches de plaques d'acier et de les découper ensemble.
Tableau 6-8 Paramètres pour le découpage à l'arc par électrodes en fusion au jet d'eau
Épaisseur de la plaque (mm)
Courant de coupe (A)
Vitesse de coupe (mm/min)
Vitesse de dévidage du fil (m/min)
Pression de l'eau (MPa)
30
750
340
8~12
1.5
17
600
420
8~12
1.5
10
800
450
8~12
1.5
6
650-700
165
1.8
0.6
6 (deux couches)
500-700
73
1.89
0.45
5 (deux couches)
800
139
1.78
0.5
4 (trois couches)
900
381
1.83
0.5
Lors de l'utilisation de cette méthode de découpe, pour éviter l'accumulation de scories concentrées sur un côté du fond, il est important d'ajuster la coaxialité du fil de découpe et du jet d'eau autant que possible avant la découpe, et d'assurer la perpendicularité du fil de découpe par rapport à la pièce à usiner.
Lors de la découpe de pièces circulaires, il convient de veiller à maintenir une bonne isolation entre le chariot de la buse et du mécanisme d'alimentation en fil et la pièce à usiner, afin de garantir que le courant ne passe que par le chemin le plus court et d'éviter ainsi une conduction multipoint du fil de découpe, qui pourrait affecter la stabilité et la qualité de la découpe.
Lors de la découpe de plaques d'acier inoxydable, la sélection de paramètres de découpe appropriés et l'utilisation de méthodes d'exploitation correctes peuvent permettre de réaliser des incisions étroites et lisses, sans zone affectée par la chaleur évidente. Le refroidissement rapide par jet d'eau à haute pression entraîne une combustion minimale et nette du métal sur le bord de l'incision et réduit l'accumulation de scories au fond de l'incision.
La méthode de découpage à l'arc par électrodes en fusion au jet d'eau a été largement adoptée pour découper les plaques d'acier inoxydable 18-8.
IV. Technologie de découpe à l'arc plasma
Le découpage à l'arc plasma est une méthode de découpage des matériaux métalliques utilisant l'énergie thermique d'un arc plasma. L'arc plasma est un arc électrique comprimé formé à l'intérieur de la torche de découpe par trois effets de compression : la compression mécanique, le rétrécissement thermique et le rétrécissement magnétique.
La section transversale de la colonne d'arc à l'intérieur de la buse est ainsi comprimée, ce qui permet d'obtenir des caractéristiques telles qu'une énergie concentrée, une température élevée et une vitesse de flamme contrôlable.
La vitesse du flux d'air dans la colonne d'arc plasma est extrêmement élevée, et la température du cœur atteint 15000-30000℃, dépassant de loin les points de fusion de tous les métaux et non-métaux. Grâce à cette source de chaleur, il est possible de découper des métaux et des non-métaux résistants aux hautes températures, ayant une bonne conductivité thermique et facilement oxydables.
En production, il est largement utilisé pour couper l'acier inoxydable, le cuivre, l'aluminium et leurs alliages. Le procédé de découpage à l'arc plasma ne repose pas sur des réactions d'oxydation pour découper les métaux, mais sur la chaleur de l'arc électrique lui-même pour faire fondre le métal à découper, tout en éliminant le laitier grâce à un flux d'air à grande vitesse.
Son champ d'application est plus large que celui de l'oxycoupage, puisqu'il peut être utilisé pour divers matériaux, découper des pièces de différents diamètres et diverses pièces courbes à l'aide de dispositifs de contournage et de commande numérique. Il se caractérise également par une vitesse de coupe rapide et une déformation minimale lors de la coupe.
Le processus général de découpe à l'arc plasma
Selon la forme de l'arc électrique comprimé, les arcs plasma peuvent être classés en arcs transférés et non transférés. En général, une machine de coupage à l'arc plasma transféré est utilisée pour couper des matériaux métalliques. Le principe de coupage et une torche de coupage typique sont illustrés à la figure 6-10.
Les composants de l'équipement
La machine de découpe à l'arc plasma se divise en deux catégories : les machines manuelles et les machines mécaniques. Son équipement se compose d'une alimentation électrique, d'une torche de coupe, d'un système de contrôle, d'un système de gaz et d'un système de refroidissement à l'eau.
La machine de découpe mécanique est équipée d'un chariot de découpe à vitesse réglable. Actuellement, les machines de découpe manuelle telles que le modèle LG-400 peuvent être utilisées pour la découpe manuelle de lignes droites et de diverses formes géométriques, avec une épaisseur maximale de découpe de l'acier inoxydable de 40 mm.
La machine de découpe mécanique à l'arc plasma, telle que le modèle LG3-400, peut découper automatiquement des lignes droites et des cercles. Elle peut également découper n'importe quelle forme de pièce grâce à des dispositifs de coupe de profil et de commande numérique, avec une épaisseur maximale de coupe de l'acier inoxydable de 40 à 60 mm.
Le diamètre de coupe du cercle est compris entre 200 et 1 000 mm. Les paramètres techniques de plusieurs machines de découpe à l'arc plasma produites dans le pays sont énumérés dans le tableau 6-9.
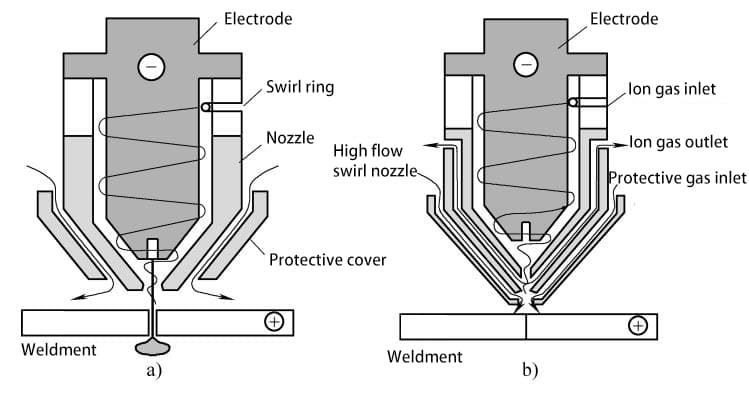
Figure 6-10 : Principe général et torche de découpe de l'arc plasma
a) Principe de coupe b) Torche de coupe type 1-Gaz 2-Electrode 3-Buse 4-Eau de refroidissement 5-Arc 6-Pièce à usiner 7-Corps inférieur de la torche 8-Écrou isolant 9-Corps supérieur de la torche 10-Écrou de réglage
Tableau 6-9 : Paramètres techniques de plusieurs machines de découpe à l'arc plasma
Modèles de produits
Tension/V
Tension à vide/V
Tension de fonctionnement/V
Courant de coupe nominal/A
Plage de réglage actuelle/A
LG-100
380
150
100 ~ 150
100
10 ~ 100
LG400
220
180 ~ 270
70 ~ 120
400
120 ~ 400
LG3400
220 ou 380
180 ~ 270
80 ~ 180
400
125 ~ 400
LG500
380
400
100 ~ 250
500
100 ~ 500
Modèles de produits
Taux de continuité de la charge (%)
Diamètre de l'électrode (mm)
Vitesse de coupe (m/h)
Épaisseur de coupe (mm)
LG-100
60
2.5
6-170
2.5-25
LG400
60
5.5
Manuel
40
LG3400
60
5.5
3-150
40-60
LG500
60
6.0
15
100-150
La torche de découpe à l'arc plasma est similaire à la torche de soudage à l'arc plasma. Elle se compose généralement d'une électrode, d'un porte-électrode, d'une buse, d'une chemise d'eau de refroidissement, d'un isolateur central et de tuyaux de gaz et d'eau. Le gaz de travail peut être introduit axialement ou tangentiellement, ou une combinaison des deux. La méthode la plus couramment utilisée est le soufflage tangentiel, qui fournit le meilleur effet de compression pour l'arc plasma.
L'électrode de la torche de découpe doit être coaxiale avec la buse, et la buse doit passer simultanément par le gaz de travail et le gaz de découpe, de sorte que les exigences de qualité de la buse sont élevées. Cela concerne la capacité de coupe, la qualité de la coupe et la durée de vie de la buse.
Dans le passé, les tiges de tungstène thorié (qualité WT-15 ou WT-20) étaient couramment utilisées comme matériaux d'électrode, mais en raison de l'impact des éléments radioactifs sur la santé, leur utilisation a été abandonnée. Il est recommandé d'utiliser plutôt des tiges de tungstène cérié (WCe-20 à WCe-40) et des tiges de tungstène rhénié (W-1Re ou W-3Re). Le choix du diamètre de l'électrode est lié au courant maximal admissible, comme le montre le tableau 6-10.
Tableau 6-10 : Courant admissible pour des électrodes de différents diamètres
Diamètre de l'électrode (mm)
4
5
6
Courant maximal admissible (A)
250
360
550
Sélection des paramètres du processus
Sélection des gaz
Actuellement, les gaz couramment utilisés pour le découpage à l'arc plasma sont l'azote, l'hydrogène, l'argon et leurs mélanges, comme le montre le tableau 6-11. Parmi ces gaz, l'azote est le plus rentable, présente des risques minimes lors de son utilisation et bénéficie de la plus large application. Il est important de choisir de l'azote conforme à la norme nationale (GB/T3864-2008) pour éviter d'endommager la buse et l'électrode.
Le gaz de coupe agit comme un isolant thermique et un isolant entre la colonne d'arc et la paroi de la buse, comprimant l'arc pour assurer une combustion stable. Simultanément, il sert de milieu ionisant et de conducteur de la chaleur de l'arc, ce qui permet de faire fondre rapidement la pièce après l'avoir chauffée.
En outre, le gaz introduit sert également à refroidir l'électrode. Dans des conditions et des paramètres de processus similaires, l'influence du débit d'azote gazeux sur la qualité de coupe est illustrée dans le tableau 6-12.
Tableau 6-11 : Gaz couramment utilisés pour le découpage à l'arc plasma
Epaisseur de la pièce (mm)
Types de gaz
Tension en circuit ouvert (V)
Tension de coupe (V)
≤120
N2
250 à 350
150 à 200
≤150
N2 + Ar (φN2 60% ~ 80%)
200 à 300
120 à 200
≤200
N2 + H2 (φN2 50% ~ 80%)
300 à 500
180 à 300
≤200
Ar + H2 (φH2 0 ~ 35%)
250 à 500
150 à 300
Tableau 6-12 : Effet du débit d'azote sur la qualité de coupe
Courant de coupe (A)
Tension de coupe (V)
Débit de gaz (L/h)
Largeur de la bande de roulement (mm)
Qualité de la surface des joncs
240
84
2050
12.5
Excès de scories
225
88
2200
8.5
Quelques déchets
225
88
2600
8
Crasse légère
230
88
2700
6.5
Pas de déchets
235
82
3300
10
Quelques déchets
230
84
3500
Pas complètement coupé
Paramètres du processus
Lors du découpage de l'acier inoxydable à l'arc plasma, il est essentiel de sélectionner les paramètres de processus appropriés pour garantir une surface métallique lisse, un minimum de scories et une largeur de trait de scie étroite.
Les paramètres de processus pertinents pour le découpage des plaques d'acier inoxydable figurent dans le tableau 6-13. Une mauvaise sélection des paramètres ne compromet pas seulement la qualité de la coupe, mais entraîne également la formation d'arcs doubles pendant le processus de coupe et, dans les cas les plus graves, peut entraîner une interruption de la coupe et des dommages importants à la buse et à l'électrode.
Tableau 6-13 : Paramètres du processus de découpe à l'arc plasma de l'acier inoxydable
Épaisseur de la tôle d'acier (mm)
Diamètre de la buse (mm)
Tension de coupe (V)
Courant de coupe (A)
Débit d'azote (L/h)
Vitesse de coupe (m/h)
Largeur de coupe (mm)
8
3
120
185
2100 à 2300
40 ~ 50
4.2
12
120 à 130
200 à 210
2300 à 2400
40
4.2 ~ 5.0
16
120 à 130
210 à 220
2400 à 2600
40
4.5 ~ 5.5
20
120 à 130
230 à 240
2500 à 2700
32 ~ 40
4.5 ~ 5.5
25
125 à 135
260 à 280
2500 à 2700
45 ~ 55
5 ~ 6
30
135 à 140
280 à 300
2500 à 2700
35 ~ 40
5.5 ~ 6.5
40
3.5
140 à 145
320 à 340
2500 à 2700
35
6.5 ~ 8.0
45
3.5
145
320 à 340
2400 à 2600
20 ~ 25
6.5 ~ 8.0
100
4.5
145
380
2500
-
-
La vitesse de coupe est un facteur crucial qui influe sur la qualité de la coupe. À puissance constante, l'augmentation de la vitesse de coupe peut se traduire par une zone affectée thermiquement plus petite, un trait de scie plus étroit et une zone d'impact thermique réduite. Toutefois, une vitesse de coupe trop élevée peut ne pas pénétrer dans la pièce.
Si la vitesse de coupe est trop lente, elle réduit non seulement l'efficacité de la production, mais entraîne également une surface rugueuse et une accumulation de scories. L'impact de la vitesse de coupe sur la qualité de coupe est illustré dans le tableau 6-14.
Tableau 6-14 : Impact de la vitesse de coupe sur la qualité de coupe
Courant de coupe (A)
Tension de coupe (V)
Vitesse de coupe (m/h)
Largeur de la bande de roulement (mm)
Qualité de la surface des joncs
160
110
60
5
Légères scories
150
115
80
4.0 ~ 5.0
Sans scories
160
110
104
3.4 ~ 4.0
Lisse et sans scories
160
110
110
Slaggy
160
110
115
Incapable de trancher
Techniques d'exploitation
Avant la découpe, le point de départ doit être soigneusement nettoyé pour maintenir une bonne conductivité électrique. Pour les pièces épaisses, il est préférable de préchauffer le point de départ avec un petit arc avant la découpe.
Le découpage doit commencer à partir du bord de la pièce, et la torche de découpage doit être déplacée une fois le bord percé. Si le découpage à partir du bord de la plaque n'est pas autorisé, un petit trou d'un diamètre d'environ 1 à 5 mm doit être percé au point de départ de la plaque d'acier afin d'éviter les projections de scories dues à la forte force de soufflage de l'arc de plasma, qui rendraient autrement l'opération difficile.
La distance entre la pointe de l'électrode et la face terminale de la buse doit être contrôlée dans une fourchette de 10 à 15 mm. Une distance appropriée permet à l'arc d'être bien comprimé à l'intérieur de la buse, concentrant l'énergie et augmentant ainsi la température de l'arc de plasma et améliorant la capacité de coupe.
La distance entre la buse et la pièce ne doit pas dépasser 10 mm. Une distance trop grande affectera l'utilisation efficace de la puissance de l'arc, réduisant la capacité de coupe, tandis qu'une distance trop petite rendra le contrôle difficile pour l'opérateur.
Tout au long du processus de coupe, la torche de coupe doit être maintenue perpendiculaire à la surface de la pièce afin d'éviter les coupes obliques et irrégulières, ainsi que la formation de crasses sur la surface inférieure de la coupe.
Pour améliorer la qualité de la coupe et augmenter l'efficacité de la production, la torche de coupe peut généralement être inclinée à un angle (0-45 degrés) dans le plan où se trouve la coupe, dans la direction opposée à la coupe. Lors de la découpe de plaques minces, il convient d'utiliser un angle d'inclinaison arrière plus important, tandis que lors de la découpe de plaques épaisses, un angle d'inclinaison arrière plus faible est plus approprié.
Procédé de découpe à l'arc plasma à l'eau et à l'air comprimé
Caractéristiques du découpage à l'arc plasma à l'eau et à l'air comprimé
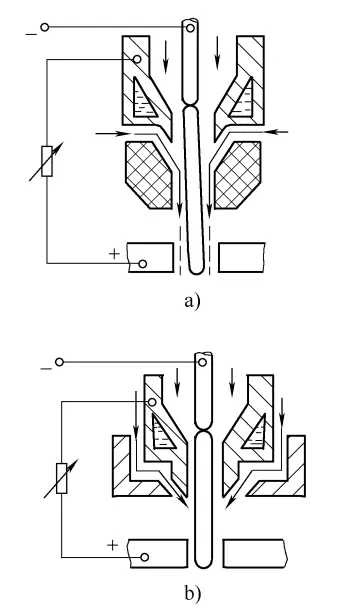
Le principe du découpage à l'arc plasma à l'eau et à l'air comprimé est illustré à la figure 6-11. En plus de la pulvérisation du gaz de travail par la torche de découpe, il est accompagné d'un jet d'eau à grande vitesse pour expulser rapidement le métal en fusion.
Figure 6-11 Principe du découpage à l'arc plasma à recompression d'eau et d'air
a) Principe de coupe avec entrée d'eau radiale b) Principe de coupe de l'entrée d'eau axiale
Le flux d'eau à haute pression et à grande vitesse dans la torche de découpe sert à refroidir la buse d'une part et à recomprimer l'arc d'autre part, formant une colonne d'arc de plasma hautement comprimée avec une densité d'énergie élevée, qui se précipite directement vers la pièce à découper.
L'eau pulvérisée des deux côtés de la coupe empêche une fusion excessive, réduit la zone affectée thermiquement en raison de la coupe verticale, et une partie de l'eau injectée dans la coupe est décomposée par la température élevée de l'arc plasma en hydrogène et en oxygène, qui, avec le gaz de travail, forment le gaz de coupe, ce qui donne à l'arc plasma une énergie plus élevée.
L'eau non évaporée et non décomposée a un fort effet de refroidissement sur l'arc, concentrant l'énergie de l'arc plasma et augmentant ainsi la vitesse de coupe.
Exigences relatives à la torche de coupe
Le flux d'eau à grande vitesse peut pénétrer dans la buse de deux manières : l'une est une entrée radiale du flux d'eau à haute pression dans l'orifice de la buse, puis une pulvérisation à partir du centre de la buse de coupe, tandis que l'autre est une entrée axiale, pénétrant dans le passage d'eau annulaire périphérique de la buse, puis pulvérisant à partir de la torche de coupe.
Le chalumeau coupeur à eau à entrée axiale est illustré à la figure 6-12. L'électrode utilise une électrode en tungstène au cérium de 6 mm de diamètre, meulée au même angle que la buse intérieure (30°) et soudée à la buse de l'électrode à l'aide d'un matériau de brasage à base d'argent, puis soudée au manchon de refroidissement.
Figure 6-12 Schéma de la structure du pistolet de découpe à l'arc plasma à recompression d'eau avec entrée d'eau axiale
1- Buse externe 2- Buse interne 3- Ecrou de serrage inférieur 4- Buse d'électrode 5- Bouclier d'eau 6- Anneau d'étanchéité 7- Anneau d'étanchéité 8- Anneau d'étanchéité 9- Chemise de refroidissement 10- Chemise d'eau du corps du pistolet inférieur 11- Tuyau d'eau de refroidissement interne 12- Tuyau d'entrée 13- Gaine d'isolation 14- Ecrou de serrage supérieur 15- Corps du pistolet supérieur 16- Vis de centrage 17- Douille centrale 18- Écrou fixe 19- Écrou de réglage 20- Buse de sortie d'eau 21- Tuyau d'entrée 22- Tuyau d'entrée d'air 23- Tuyau de sortie 24- Trou d'entrée d'air omnidirectionnel 25- Électrode 26- Joint d'étanchéité 27- Tuyau d'eau de recompression
Ces soudures ne doivent pas présenter de fuite. L'eau de refroidissement entre par le tuyau d'eau froide et sort par l'espace entre le tuyau d'eau de refroidissement intérieur et le manchon de refroidissement. Avec cette méthode de refroidissement, tant qu'il y a suffisamment d'eau de refroidissement, la surface de l'électrode reste brillante après plusieurs heures de fonctionnement, avec très peu de traces de brûlure.
La torche de coupage plasma à air comprimé ajoute une buse externe, ce qui permet d'allonger le canal de compression de l'arc plasma et d'améliorer l'effet de compression sur l'arc. Pendant le processus de découpage, la buse externe est proche du métal découpé, ce qui peut provoquer des projections de métal et un double arc.
Pour éviter cela, une couche isolante d'Al2O3d'une épaisseur d'environ 0,2 mm, est pulvérisé sur la surface extérieure de la buse en cuivre pur ou, idéalement, un matériau céramique est utilisé pour la buse externe.
Processus de coupe
Il est possible d'utiliser une source d'énergie redressée pour le découpage à l'arc plasma, avec une tension à vide de 400 V ou plus, jusqu'à 600 V, en fonction des conditions de découpage. Lors de la découpe de l'acier inoxydable à l'aide d'une source d'énergie ayant une tension de fonctionnement de 100-250V et un courant de fonctionnement de 100-150A, la scorification peut être complètement éliminée, le bord supérieur de la coupe est net, formant une coupe étroite avec une verticalité conforme aux exigences.
Pour la découpe d'une plaque d'acier inoxydable 18-8 de 8 mm d'épaisseur, la largeur de coupe est de 4 mm, sans décoloration de la surface de coupe et avec un éclat métallique brillant et original.
Lors du coupage à l'arc plasma à l'air comprimé, le débit d'azote doit être légèrement inférieur à celui utilisé pour le coupage à l'arc plasma normal.
Dans certaines conditions de puissance, l'augmentation du débit de l'eau comprimée rend la coupe visiblement plus claire et plus droite, mais il existe également un débit d'eau optimal.
Lorsque le débit d'eau est trop élevé, une compression excessive de l'arc entraîne une dissipation excessive de la chaleur, ce qui rend l'arc instable et plus court, augmente la scorification et empêche même la coupe. En général, la consommation d'eau comprimée est de 0,5 à 1,5 litre par minute et peut être fournie par l'eau du robinet.
Le courant et la tension de coupe ont un impact significatif sur la qualité de la coupe : lorsque la puissance de coupe de l'arc plasma augmente, la vitesse de coupe et l'épaisseur augmentent également. Il a été prouvé que, si l'on part du principe que l'on peut couper à travers, l'utilisation d'une puissance d'entrée élevée pour une coupe à grande vitesse permet d'obtenir une coupe de meilleure qualité que l'utilisation d'une faible puissance d'entrée pour une coupe lente.
Lors de l'augmentation de l'épaisseur de coupe, si seul le courant de coupe est augmenté, la colonne d'arc devient plus épaisse et risque d'endommager la buse. Si, tout en augmentant le courant de coupe, le débit de gaz et d'eau comprimée est également augmenté, la tension de l'arc est également modifiée de manière significative, ce qui conduit à une augmentation évidente de la capacité de coupe et au maintien d'une bonne qualité de coupe.
Au début de la découpe, la distance entre la buse et la surface de la pièce ne doit généralement pas être inférieure à 6 mm, mais il est difficile d'amorcer l'arc lorsqu'elle dépasse 10 mm. Au cours du processus de découpe, la distance entre la buse et la surface de la pièce peut varier, avec une distance maximale de 20 mm. À ce stade, l'arc reste stable et la qualité de la coupe reste constante.
Les paramètres typiques pour le découpage de divers métaux à l'aide de l'arc plasma à l'air comprimé sont indiqués dans le tableau 6-15.
Tableau 6-15 Paramètres de coupe typiques pour le découpage à l'arc au plasma d'air à recompression d'eau de divers métaux
Matériaux
Épaisseur de la plaque (mm)
Tension en circuit ouvert (V)
Tension de fonctionnement (V)
Courant de coupe (A)
Débit de gaz (L/h)
Débit d'eau comprimée (L/min)
Vitesse de coupe (m/h)
Diamètre de la buse (mm)
Largeur de la gorge (mm)
Interne
Externe
Alliage d'aluminium
17
480
180
260
1800
0.75
54
4
6
3. 5
Alliage d'aluminium
26
470
180
260
1800
1
45
4
6
4. 0
Alliage d'aluminium
38
490
190
290
2100
0.75
30
4
6
5. 0
Alliage d'aluminium
80
490
200
390
1350
1
15
4.3
6
10. 0
Acier inoxydable
14
480
170
200
1650
1.25
54
4
6
4
Acier inoxydable
18
480
180
300
1650
1.25
54
4
6
4
Cuivre pur
15
490
200
300
1350
1
54
4
6
4. 0
Acier à outils
40
490
200
290
2100
0.75
30
4
6
5. 0
Remarque : 1) Les données de la colonne "Tension en circuit ouvert" correspondent à la valeur indiquée par le voltmètre, y compris l'effet de la capacité sur la tension dans le système de protection des circuits. 2. la distance entre la buse et la pièce à usiner et le diamètre de l'électrode sont tous deux de 6 mm. 3. une coupe de haute qualité est requise.
L'évaluation
Analyse de la qualité de coupe
Lors de l'inspection de la surface coupée de la plaque d'acier inoxydable 18-8, la largeur mesurée de la zone affectée par la chaleur n'est que de 0,02 mm. Ce rétrécissement de la zone affectée par la chaleur est attribué à l'effet de refroidissement de l'eau et à l'augmentation de la vitesse de coupe. La coupe peut être directement soudée et le joint de soudure peut être soumis à une inspection de résistance à la corrosion, ne montrant aucune tendance à la corrosion intergranulaire.
Le refroidissement de la pièce par l'eau permet d'obtenir une coupe lisse, une déformation thermique minimale de la pièce après la coupe et une largeur de trait de scie plus étroite que lors d'un découpage à l'arc plasma conventionnel.
Analyse de la protection de l'environnement
Le découpage à l'arc plasma conventionnel génère une grande quantité de vapeur métallique, de poussière et de gaz nocifs qui, lorsqu'ils sont inhalés, peuvent avoir un impact sur la santé de l'opérateur. Même avec l'utilisation de dispositifs de dépoussiérage, il n'est pas possible d'éradiquer complètement la pollution de l'environnement et le bruit important pendant le processus de découpage. L'utilisation d'un établi de purification de l'eau, comme le montre la figure 6-13, peut résoudre ce problème.
Pendant la découpe, la pièce est placée sur le réservoir d'eau de l'établi de purification de l'eau, avec de l'eau ajoutée au réservoir. La surface de l'eau se trouve à environ 20 mm de la pièce, jusqu'à ce qu'elle entre en contact avec elle. Lors du découpage à l'arc plasma à air comprimé assisté par eau, l'eau pulvérisée par la buse forme un rideau d'eau conique autour de l'arc plasma.
Le gaz à haute vitesse émis par la torche de coupe, ainsi que les particules d'oxyde générées pendant le processus de coupe, pénètrent dans l'atmosphère avec l'eau, qui se dépose au fond du réservoir et ne se disperse pas dans l'air ambiant.
Par exemple, lors de la découpe d'une plaque d'acier inoxydable 18-8 de 38 mm d'épaisseur, la découpe d'une longueur de 25 mm à l'aide d'un découpage à l'arc plasma conventionnel produit 10 g de poussières fines, alors qu'avec le découpage à l'arc plasma à air comprimé assisté par eau, équipé d'un banc de travail pour la purification de l'eau, la poussière de particules fines produite pour la même longueur n'est que de 0,11 g.
Le mélange d'eau et de gaz contribue également à réduire le dioxyde d'azote nocif. Lors de l'utilisation de machines de découpe à l'arc plasma à air comprimé et d'établis de purification de l'eau, le positionnement optimal de l'eau peut réduire les émissions de dioxyde d'azote dans l'air ambiant de 80%, tout en réduisant le bruit lors de la découpe à l'arc plasma.
Si la pièce est coupée à environ 200 mm sous l'eau, les caractéristiques de l'eau peuvent réduire le bruit de la coupe d'environ 15 dB et absorber la lumière intense de l'arc, les particules métalliques, la poussière, la fumée et les rayons ultraviolets générés pendant le processus de coupe, ce qui améliore considérablement la propreté de l'environnement de travail et profite à la santé des opérateurs.
Bien entendu, dans ce scénario, comme la ligne de coupe n'est pas visible, seul le découpage mécanique peut être utilisé, ce qui est également la direction dans laquelle évolue le découpage à l'arc plasma.
Figure 6-13 : Atelier de purification de l'eau
Processus de découpe à l'arc par plasma d'air
Le coupage à l'arc au plasma d'air existe sous deux formes : air simple et composé. Les principes de découpage et la torche de découpage sont illustrés à la figure 6-14.
Figure 6-14 Principes de la découpe au plasma d'air et torche
a) Principe du découpage à l'air libre b) Principe du découpage à l'air comprimé c) Torche de découpage à l'air libre typique
1 - Eau de refroidissement des électrodes 2 - Électrode 3 - Air comprimé 4 - Buse comprimée intégrée 5 - Eau de refroidissement des buses comprimée 6 - Arc 7 - Pièce à usiner 8 - Gaz de travail 9 - Buse externe
Procédé de découpe à l'arc plasma à air unique
Cette méthode utilise l'air comprimé d'un compresseur d'air comme gaz de travail pour le découpage à l'arc plasma. Cette forme de découpe à l'arc plasma est rentable et la source de gaz est facilement disponible. L'air comprimé est chauffé et ionisé dans l'arc, et l'oxygène généré subit une réaction chimique exothermique avec le métal de coupe, ce qui accélère la vitesse de coupe.
L'enthalpie élevée du plasma d'air entièrement ionisé se traduit par une grande énergie d'arc. Par rapport au découpage général à l'arc plasma, sa vitesse de coupe est plus rapide, ce qui le rend particulièrement adapté au découpage de l'acier inoxydable, de l'acier au carbone, de l'aluminium et d'autres matériaux d'une épaisseur inférieure ou égale à 30 mm.
Les paramètres techniques de plusieurs machines de coupage à l'arc au plasma d'air produites dans le pays sont indiqués ci-dessous.
Tableau 6-16 Paramètres techniques de plusieurs machines de découpe à l'arc par plasma d'air produites localement
Modèles de produits
Tension / V
Tension à vide / V
Tension de fonctionnement / V
Courant de coupe nominal / A
Plage de contrôle du courant / A
Facteur de marche (%)
Diamètre de l'électrode / mm
Epaisseur de coupe / mm
LGK8-25
380
250
120
25
-
40
-
1~8
LGK8-40
380
240
110
40
20 ~ 40
40
3.5
10
LGK8-60
380
230
120
60
40 ~ 60
60
5
25
LGK8-100
380
220
110
100
50 ~ 100
60
10
30
LGK8-150
380
Mécanique 420
150
150
Style robinet
60
30
Manuel 240
Dans cette méthode de coupe, l'électrode est sujette à une oxydation et à une corrosion sévères, ce qui entraîne une usure importante de l'électrode, de sorte que les électrodes conventionnelles en tungstène pur ou en tungstène thorié ne peuvent pas être utilisées. En général, on utilise des électrodes en zirconium pur ou en hafnium pur encastrées dans une base en cuivre. Même lorsque l'on utilise des électrodes en zirconium pur ou en hafnium pur, leur durée de vie n'est généralement que de 5 à 10 heures avant de devoir être remplacées.
Le tableau 6-17 énumère les paramètres du processus pour le découpage à l'arc au plasma d'air de plaques d'acier inoxydable.
Tableau 6-17 Paramètres de procédé pour le découpage à l'arc par plasma d'air de plaques d'acier inoxydable
Epaisseur de la pièce / mm
Ouverture de la buse / mm
Tension à vide / V
Tension de fonctionnement / V
Courant de coupe / A
Débit d'air comprimé / (L/min)
Vitesse de coupe / (cm/min)
8
1
210
120
30
8
20
6
1
210
120
30
8
38
5
1
210
120
30
8
43
Outre la découpe de plaques d'acier inoxydable, l'arc plasma peut également être utilisé pour le nettoyage de la racine des soudures en acier inoxydable. Le nettoyage des racines à l'arc plasma utilise un plasma à haute énergie pour faire fondre le métal, puis le métal fondu est soufflé par un gaz ionisé, dans le but de créer une surface de racine relativement lisse sans carburation, ce qui élimine le besoin de meulage et permet un soudage direct.
Une société a mené des expériences sur des plaques d'acier inoxydable martensitique 04Cr13Ni5Mo, avec des échantillons de 200 mm x 80 mm x 40 mm. Elle a utilisé l'arc plasma et des méthodes mécaniques pour créer des rainures en V, puis a soudé en utilisant les mêmes matériaux et paramètres de soudage, avant de procéder à des essais de fissuration des assemblages bout à bout.
Les résultats des tests indiquent qu'une petite quantité de fissures transversales est apparue dans les biseaux traités par les deux méthodes à température ambiante ; cependant, aucune fissure n'est apparue lorsque les échantillons ont été préchauffés à 50°C et ensuite soudés. Cela signifie que l'utilisation de l'arc plasma pour préparer les biseaux n'a pas d'effets négatifs sur les joints soudés. L'arc plasma utilisé pour le découpage se caractérise par une énergie très concentrée, des arcs courts et un arc dur.
Lorsqu'il est utilisé pour le nettoyage des racines, l'arc laisse des sillons profonds et étroits le long de sa trajectoire, ce qui rend difficile l'obtention d'une surface lisse en raison de la dureté de l'arc. Si l'arc plasma est trop mou, il peut avoir un effet négatif sur l'effet de compression de la buse.
En raison de la faible fluidité et de la conductivité thermique du métal en fusion de l'acier inoxydable, le fond de la coupe a tendance à surchauffer, et le métal en fusion restant dans la coupe fusionne avec la partie inférieure de la coupe, formant des cordons de soudure difficiles à enlever après la solidification.
Pour résoudre ces problèmes, le personnel technique de l'entreprise a mis au point, après de nombreux essais et discussions, une buse adaptée qui permet de modérer la douceur et la dureté de l'arc plasma, de maintenir une longueur d'arc suffisante et de faciliter le nettoyage de la racine. En conséquence, l'arc plasma atteint à la fois une grande efficacité de nettoyage des racines et une grande stabilité de l'arc, tout en produisant une surface de coupe relativement lisse, sans perles de soudure, et en facilitant l'élimination du laitier.
Processus de découpe à l'arc plasma à l'air comprimé
Le principe du procédé de coupage à l'arc au plasma d'air composé consiste à utiliser une buse à deux couches, la buse intérieure fournissant le gaz de travail habituel et la buse extérieure de l'air comprimé.
Les avantages de cette méthode de coupe sont doubles : d'une part, elle utilise l'air comprimé pour des réactions exothermiques dans la zone de coupe afin d'augmenter la vitesse de coupe ; d'autre part, elle évite le contact direct entre l'air et l'électrode, ce qui réduit l'usure de l'électrode et permet l'utilisation d'électrodes en tungstène pur ou en tungstène cérié (tungstène-rhénium).
Comparaison des caractéristiques de coupe de différents gaz utilisés dans le découpage à l'arc plasma
Le découpage à l'arc plasma utilise des gaz de travail tels que l'azote, l'hydrogène, l'argon, l'oxygène et l'air. Une comparaison de leurs caractéristiques de coupe est présentée dans le tableau 6-18.
Tableau 6-18 : Comparaison des caractéristiques de coupe des différents gaz utilisés pour le découpage à l'arc plasma
Méthode de coupe
Arc plasma argon-hydrogène
Arc à plasma d'azote
Arc à plasma d'air
Arc à plasma d'oxygène
Arc plasma avec air comprimé et eau
Caractéristiques de coupe
Excellente performance de coupe ; surface de coupe lisse et métallique ; moins de fumées et de poussières par rapport à la découpe à l'arc plasma à l'azote ; trait de scie plus étroit.
Inconvénients : le laitier a tendance à coller ; la vitesse de coupe est inférieure de 20% à 30% à celle du découpage à l'arc au plasma d'azote ; ce procédé n'est pas très adapté au découpage de tôles d'une épaisseur inférieure à 10 mm.
Bonne performance de coupe ; bonne surface de coupe ; moins de risque de collage du laitier ; facilité de réglage des paramètres du processus de coupe ; gaz moins cher que l'argon et l'hydrogène pour le découpage à l'arc plasma ; faibles coûts d'exploitation.
Inconvénients : génère plus de fumée et de NOx ; la surface coupée présente une couche de nitrure qui peut entraîner une porosité pendant le soudage. L'usure de l'électrode est plus rapide que pour le découpage à l'arc par plasma d'argon et d'hydrogène.
Performance de coupe raisonnable ; bonne surface de coupe ; vitesse de coupe relativement rapide ; obtention facile de surfaces de coupe sans scories ; gaz de travail facilement accessible ; faibles coûts d'exploitation.
Inconvénients : la surface de coupe contient des nitrures ; l'épaisseur du matériau à couper est limitée ; les électrodes et les buses sont sujettes à l'usure.
Performance de coupe raisonnable ; bonne surface de coupe ; vitesse de coupe rapide ; obtention facile de surfaces de coupe sans scories.
Inconvénients : l'épaisseur du matériau à découper est limitée ; les électrodes et les buses s'usent rapidement.
Les performances de coupe sont excellentes ; la vitesse de coupe est environ 30% plus rapide que la coupe à l'arc au plasma d'azote typique. La surface de coupe est lisse et brillante, capable d'obtenir une surface de coupe verticale (d'un seul côté de la coupe), avec un bord supérieur tranchant et sans scories sur le bord inférieur. Il subit une déformation thermique minimale et peut supprimer les effets nocifs tels que la lumière, les gaz toxiques et la fumée. Il possède une forte capacité de coupe, particulièrement avantageuse pour la coupe de tôles épaisses.
Inconvénients : la surface de coupe est recouverte d'une couche de nitrure, ce qui rend difficile la visualisation de l'état de la coupe. En outre, il nécessite une plate-forme de coupe avec un bac à eau et une puissance d'arc plus élevée.
Développement de la découpe à l'arc plasma
Découpe sous-marine à l'arc plasma
Pour lutter contre la pollution de l'air et le bruit pendant le processus de découpage à l'arc plasma, une méthode efficace consiste à utiliser le découpage à l'arc plasma sous l'eau. Cette méthode consiste à placer le matériau à découper à plat dans un bassin de découpe rempli d'eau et à utiliser un pistolet de découpe à l'arc plasma spécial pour la découpe sous l'eau. Pendant la découpe, le pistolet de découpe à l'arc plasma est immergé à environ 100 mm sous la surface de l'eau, ce qui permet d'isoler les fumées nocives et de réduire le bruit.
La découpe sous-marine peut également éliminer la déformation des plaques minces, améliorer la qualité de la découpe et prévenir la corrosion de l'acier inoxydable causée par la découpe thermique. Cependant, il augmente le coût d'investissement de l'équipement, notamment en ce qui concerne les réservoirs d'eau étanches spécialisés et les pompes à eau de circulation de grande capacité.
Découpage plasma fin CNC
Cette méthode se caractérise par une grande précision dimensionnelle, des joints de coupe étroits et peu inclinés, une réduction des scories, des surfaces de coupe lisses et une déformation thermique minimale. Toutefois, elle nécessite un équipement de coupage à l'arc plasma de haute précision, notamment des sources d'énergie et des torches spéciales pour le coupage à l'arc plasma. La structure de la buse de coupage à l'arc plasma fin, comparée à celle d'une buse de coupage à l'arc plasma standard, est illustrée à la figure 6-15.
La figure montre que la structure de la buse de découpe à l'arc plasma fin est une conception à trois couches, qui permet de concentrer fortement l'énergie de l'arc plasma, soit environ deux fois la concentration d'énergie d'une buse standard.
Il prolonge également la durée de vie de la buse et réduit les coûts de production. Cet équipement spécialisé est déjà produit par des fabricants étrangers et a attiré l'attention d'entreprises nationales et internationales spécialisées dans la fabrication de précision et les structures de soudage.
Comparaison des structures de buses entre une torche de coupage plasma conventionnelle et une torche de coupage plasma de précision.
a) torche de coupage plasma classique b) torche de coupage plasma de précision.
V. Technologie de découpe au laser
La découpe au laser est une nouvelle méthode de découpe thermique et constitue l'étoile montante de la découpe de l'acier inoxydable. Elle utilise l'énergie élevée d'un faisceau laser pour découper thermiquement des pièces. Cette méthode peut être utilisée pour couper des matériaux métalliques et non métalliques, et certains appellent le faisceau laser la "lame de coupe", ce qui n'est pas exagéré.
Dans la production industrielle, les méthodes courantes de découpe au laser peuvent être classées, en fonction des mécanismes de découpe, en découpe par vaporisation laser, découpe par fusion laser et découpe par oxygène laser. Le tableau 6-19 présente une comparaison de la densité énergétique de plusieurs méthodes de découpe thermique. Le tableau montre clairement que la découpe au laser possède la densité énergétique la plus élevée.
Tableau 6-19 : Comparaison des densités d'énergie de plusieurs méthodes de découpe thermique
Méthodes de coupe
Densité énergétique (W/cm²)
Découpage à la flamme d'oxygène et de gaz combustible
5 × 104
Découpe à l'arc plasma
105 ~ 1.8 × 106
Découpe au laser
(en continu)
10 ~ 106
(pulsé)
104 ~ 1010
Caractéristiques de la découpe laser
Déformation thermique minimale pendant la coupe
Grâce à sa densité d'énergie de coupe élevée, il permet une coupe de précision avec une déformation minimale de la pièce à usiner, ce qui élimine la nécessité d'un usinage supplémentaire avant l'utilisation.
Haute qualité de la surface de coupe
La précision de coupe peut atteindre 0,1 à 0,2 mm, avec une rugosité de la surface de coupe d'une douzaine de micromètres (Ra). Le trait de scie est très étroit, notamment avec une largeur de zone affectée thermiquement de seulement 0,01 à 0,1 mm, ce qui n'affecte pas les propriétés du matériau.
Vitesse de coupe élevée
Lorsqu'on utilise un découpeur laser de 2 kW pour découper des plaques d'acier de moins de 10 mm d'épaisseur, la vitesse de découpe peut égaler celle de la découpe à l'arc plasma.
Polyvalence dans la coupe de divers matériaux
Il peut couper non seulement l'acier et les matériaux non ferreux, mais aussi les matériaux non métalliques tels que le plastique, le cuir et le tissu.
Environnement de coupe favorable
Pendant la coupe, il n'y a pas de rayonnement fort, de bruit ou de pollution environnementale, ce qui crée un meilleur environnement de travail pour la santé de l'opérateur.
Le tableau 6-20 compare les performances de la découpe laser à celles de l'oxycoupage ou de l'oxycoupage à la flamme et de la découpe à l'arc plasma.
Tableau 6-20 : Comparaison des performances de coupe des différentes méthodes de coupe
Méthode de coupe
Coupe au gaz (buse de coupe à acétylène à pression égale)
Découpe à l'arc plasma (arc plasma à l'azote 230A)
Découpe au laser (CO2Laser à gaz, 1kW)
Source de chaleur
Chaleur de combustion fer-oxygène
Énergie électrique
L'énergie lumineuse
Principaux matériaux applicables
Acier à faible teneur en carbone, acier faiblement allié
Acier à faible teneur en carbone, acier faiblement allié, acier inoxydable et autres métaux non ferreux
Divers aciers, la plupart des métaux non ferreux, ainsi que les céramiques, les plastiques, le bois, le cuir et d'autres non-métaux.
Largeur de la bande de roulement
Moyen
Grandes dimensions
Très petit
Précision des dimensions de coupe
Médiocre (écart de 1 à 2 mm)
Moyen (écart de 0,5 à 1,0 mm)
Très élevé (écart de 0,1-0,2 mm)
Verticalité de la surface de coupe
Non significatif
Grandes dimensions
Petit
Rugosité de la surface de coupe
En général
Bon
Bon
Profondeur de fusion de l'arête de la surface de coupe
Non significatif
Relativement important
Petit
Profondeur de la zone affectée thermiquement
Important
Moyen
Petit
Vitesse de coupe (mm/min)
Épaisseur de la plaque (mm)
<1
1
1
>5000
2
1
1
3500
6
600
3700
1000
12
500
2700
300
25
450
1200
-
50
300
250
-
>100
<150
-
-
Équipements et processus de coupe
L'équipement de coupe comprend des systèmes d'injection de CO2 et les lasers à solide à grenat d'yttrium et d'aluminium, dont les principales spécifications techniques sont présentées dans le tableau 6-21.
Tableau 6-21 : Types de découpeurs laser et principaux paramètres techniques
Les types
Longueur d'onde/μm
Forme d'oscillation
Gamme de puissance de sortie
État solide
Grenat d'aluminium et d'yttrium
1.065
En continu
5 ~ 750 W
Gaz
LE CO2
10.63
En continu
1 W ~ 1,5 kW
Les types de gaz d'assistance varient selon les matériaux. Dans le cas de la découpe de matériaux inflammables et de métaux pour lesquels l'oxydation doit être évitée, des gaz inertes ou neutres sont utilisés. L'oxygène peut être utilisé pour la découpe de matériaux métalliques généraux. L'oxycoupage laser est couramment utilisé pour découper des matériaux métalliques tels que l'acier au carbone, l'acier inoxydable, le titane et les alliages de titane, l'aluminium et les alliages d'aluminium.
L'oxycoupage laser est similaire à l'oxycoupage à la flamme, où l'énergie laser est utilisée pour chauffer le matériau jusqu'à son point d'ignition, puis le brûler dans un courant d'oxygène. Les scories fondues qui en résultent sont ensuite éliminées de la découpe par le flux d'oxygène.
La chaleur supplémentaire produite par la réaction d'oxydation améliore considérablement la vitesse et la qualité de la coupe. Pour les métaux qui peuvent être complètement oxydés, la vitesse de coupe peut être multipliée par 10 par rapport à l'oxycoupage à la flamme. La figure 6-16 présente un schéma typique d'un chalumeau de découpe laser-oxygène.
Les paramètres du processus d'oxycoupage laser de l'acier inoxydable sont indiqués dans le tableau 6-22.
Figure 6-16 : Schéma d'une torche de découpe laser
1 - Pièce à usiner 2 - Buse de découpe 3 - Tuyau d'entrée d'oxygène 4 - Manomètre d'oxygène 5 - Tuyau d'eau de refroidissement de la lentille 6 - Lentille de focalisation 7 - Faisceau laser 8 - Tuyau d'eau de refroidissement du miroir réfléchissant 9 - Miroir réfléchissant 10 - Servomoteur 11 - Vis à billes 12 - Circuit de commande et d'entraînement de l'amplification 13 - Capteur de position
Tableau 6-22 : Caractéristiques et applications de la découpe laser à l'oxygène pour l'acier inoxydable
Epaisseur de la pièce (mm)
Puissance du laser (W)
Vitesse de coupe (cm/min)
Gaz de coupe
Caractéristiques et applications
0.5
250
450
Oxygène
Pas de déformation, économie de matériau, économie de main-d'œuvre. Utilisé dans la fabrication de pièces d'avion, de composants de rotor d'hélicoptère et de pièces similaires.
2
250
25
3.175
500
180
1
1000
800
1.57
1000
456
6
1000
80
4.8
2000
100
6.3
2000
150
12
2000
40
Les machines de découpe laser sont largement utilisées dans le pays et à l'étranger en raison de leur haute précision de coupe, de leur qualité élevée et de leur vitesse de coupe rapide. Les machines de découpe laser manuelles et mécaniques ordinaires n'ont pas encore atteint le stade de la pratique industrielle, et toutes les applications actuelles utilisent des systèmes contrôlés par commande numérique (CN).
Les principaux composants d'une machine de découpe laser CNC comprennent un portique, un laser, un système optique, une tête de découpe laser, un système de commande et d'entraînement CNC, un système d'alimentation en gaz, un système d'évacuation des fumées et un système de dépoussiérage, entre autres.
Des fabricants renommés d'équipements de soudage et de découpe, tant nationaux qu'étrangers, sont capables de produire des équipements de découpe laser CNC de haute qualité, dont l'épaisseur maximale pour la découpe de l'acier inoxydable peut atteindre 16 mm.
Développement de la découpe laser
Actuellement, les lasers à semi-conducteurs à l'yttrium-aluminium-grenat ont généralement une puissance de plusieurs centaines de watts (ils sont principalement utilisés pour le soudage) et ne peuvent découper que des tôles minces d'une épaisseur de 1 à 2 mm.
Récemment, les États-Unis ont mis au point un nouveau type de laser à état solide à l'yttrium-aluminium-grenat, qui peut générer un faisceau laser sur la pièce à usiner avec une densité d'énergie 40 fois supérieure à celle des lasers structurels conventionnels, ce qui améliore considérablement la capacité de découpe. Il peut découper des matériaux en superalliage d'une épaisseur allant jusqu'à 38 mm ou perforer des pièces métalliques d'une épaisseur de 25,4 mm (avec un temps de perforation de seulement 2 secondes).
Les lasers à gaz CO2 ont généralement une puissance de sortie inférieure à 1,5 kW et peuvent être utilisés pour découper l'acier au carbone et divers métaux non ferreux d'une épaisseur inférieure à 10 mm. Le Japon a développé un laser à gaz CO2 de 5kW, dont la longueur d'onde est environ la moitié de celle des lasers à gaz CO2 et dont la densité d'énergie est quatre fois supérieure à ces derniers, ce qui lui permet de découper des tôles épaisses.
Afin de promouvoir l'application de la technologie de découpe laser, des progrès significatifs ont été réalisés en matière d'équipement de découpe. Il existe des torches de découpe fixes et des découpeurs se déplaçant sur des plates-formes. Les plates-formes ont 2 à 5 degrés de liberté et leur mouvement utilise la commande numérique et des méthodes préprogrammées, et peuvent être connectées à un système de conception assistée par ordinateur (CAO).
La machine de découpe mise au point au Royaume-Uni est un dispositif de découpe au laser CO2 qui se déplace sur un portique, également à commande numérique. La tête de découpe laser peut se déplacer selon cinq degrés de liberté (mouvement linéaire selon les coordonnées X, Y, Z, rotation et inclinaison), ce qui permet une découpe dans trois directions.
La découpe laser est largement utilisée pour découper l'acier inoxydable, le titane et les alliages de titane, l'aluminium et les alliages d'aluminium, ainsi que les superalliages. Elle est largement utilisée dans l'industrie nucléaire et l'industrie aérospatiale. Récemment, la technologie de découpe au laser a également commencé à être utilisée pour la découpe de panneaux de carrosserie automobile, opérée par des robots.
VI. Technologie de découpe au jet d'eau
I. Principe de coupe
La découpe au jet d'eau est un nouveau type de technologie de traitement à froid qui peut être utilisé dans des environnements difficiles et interdits au feu, et qui a reçu une grande attention. Elle intègre des technologies mécaniques, électroniques, informatiques et de contrôle automatique, ce qui représente une réalisation de haute technologie, et s'est imposée comme une nouvelle méthode de traitement des matériaux au cours des dernières années.
Le principe de la découpe au jet d'eau consiste à utiliser de l'eau pure à haute pression ou une boue liquide avec des abrasifs de coupe, qui sont éjectés par une buse de coupe pour former une colonne de liquide à haute densité, coupant la pièce à usiner directement par impact. En fonction de la pression de l'eau, on distingue le découpage au jet d'eau à basse pression et le découpage au jet d'eau à haute pression. Les figures 6-17 et 6-18 illustrent les principes du processus de découpe au jet d'eau.
Figure 6-17 : Schéma de la découpe au jet d'eau à basse pression
Fourniture d'abrasifs
Réservoir de stockage
Pièce à couper
Pistolet de découpe
Réservoir de stockage sous pression
Figure 6-18 Schéma de principe de la découpe au jet d'eau haute pression
II. Caractéristiques de coupe
La technologie de découpe au jet d'eau présente les caractéristiques suivantes :
Pression de coupe au jet d'eau élevée
La pression du jet d'eau varie de quelques dizaines à quelques centaines de mégapascals, ce qui génère une densité d'énergie énorme à 2 ou 3 fois la vitesse du son pour découper les objets. L'élévation de température au niveau de la coupe de la pièce est très faible, ne dépassant généralement pas 100°C, ce qui constitue l'avantage le plus important par rapport à d'autres procédés de découpe thermique.
Cela élimine la possibilité de déformation de la pièce, les zones d'impact thermique et les changements structurels au niveau de la coupe, ce qui rend le système sûr et fiable pour une utilisation dans des environnements où le feu est interdit, tels que les plateformes de forage pétrolier offshore, les raffineries, les grands réservoirs de pétrole et les oléoducs et gazoducs.
Excellente qualité de la découpe au jet d'eau
La surface de coupe est lisse, exempte de bavures et de résidus d'oxyde, et la fente de coupe est très étroite, généralement contrôlée à 0,1 mm près en utilisant de l'eau pure pour la coupe, et entre 1,2 et 2,0 mm avec l'ajout d'abrasifs de coupe. La coupe ne nécessite pas de traitement secondaire, ce qui simplifie le processus d'usinage.
Large gamme d'épaisseurs de coupe
La découpe au jet d'eau offre une large gamme d'épaisseurs de coupe, l'épaisseur maximale dépassant 100 mm. Pour les plaques d'acier spécial d'une épaisseur de 2,0 mm, la vitesse de découpe peut atteindre 100 cm/min. Bien que la vitesse de découpe du jet d'eau soit légèrement inférieure à celle du laser, elle ne génère pas une grande quantité de chaleur pendant le processus de découpe, ce qui rend la découpe au jet d'eau plus avantageuse dans les applications pratiques.
Large gamme de matériaux de coupe
Cette méthode de coupe convient non seulement aux métaux et aux non-métaux, mais aussi au traitement des matériaux composites et des matériaux sensibles à la chaleur.
Excellent environnement opérationnel
Pendant la découpe au jet d'eau, il n'y a ni rayonnement, ni éclaboussures, ni poussière, ce qui évite la pollution de l'environnement. Même dans le cas de la découpe au jet d'eau abrasif, la poussière et les débris de coupe peuvent être directement évacués par le flux d'eau dans un collecteur, ce qui garantit la santé de l'opérateur. Il peut être considéré comme une méthode d'usinage respectueuse de l'environnement.
En raison des avantages susmentionnés, la découpe au jet d'eau a de vastes perspectives dans des secteurs tels que l'aérospatiale, l'énergie nucléaire, le pétrole, l'ingénierie chimique, l'ingénierie sous-marine et la construction.
Processus de coupe
Méthodes de coupe
Actuellement, il existe deux méthodes de découpe au jet d'eau : la découpe au jet d'eau à basse pression et la découpe au jet d'eau à haute pression.
La découpe au jet d'eau à basse pression consiste à pré-mélanger de l'eau à haute pression (14~69MPa) et des abrasifs de coupe dans un réservoir pressurisé, puis à envoyer la boue abrasive mélangée par un tuyau directement au pistolet de coupe pour le processus de coupe, comme le montre la figure 6-17. La pièce à découper peut être découpée à 500 m de la source d'énergie ou sous l'eau.
La découpe au jet d'eau à haute pression consiste à transporter séparément de l'eau à haute pression (supérieure à 240MPa) et des abrasifs secs dans leurs tuyaux respectifs, puis à les mélanger dans la chambre de mélange du pistolet de découpe pour achever le processus de découpe de la pièce à usiner, comme le montre la figure 6-18. La pièce à découper est généralement située à proximité de la source d'énergie.
Lorsque la découpe au jet d'eau à basse pression et à haute pression est effectuée dans les mêmes conditions, la consommation d'eau et d'abrasifs de coupe dans la première n'est que de 1/8-1/3 de la seconde.
Du point de vue de la structure du pistolet de découpe, le pistolet de découpe par jet d'eau à basse pression est relativement plus simple. En termes de consommation d'énergie, la découpe au jet d'eau basse pression consomme moins d'énergie. Par conséquent, la découpe au jet d'eau basse pression est actuellement le processus de découpe le plus efficace.
Abrasifs de coupe
Les abrasifs utilisés dans la découpe au jet d'eau comprennent principalement le diamant, l'olivine, le grenat, les scories de fusion du cuivre et les oxydes. Parmi eux, les scories de fusion du cuivre sont relativement idéales. Tout d'abord, son prix est bas, seulement 1/8~1/10 du prix du sable d'acier ; plus important encore, sa vitesse de coupe est 30% plus rapide que celle du diamant. Cela s'explique par le fait que les particules de scories de fusion du cuivre sont relativement tranchantes.
Au cours du processus de découpe, lorsqu'ils entrent en collision avec la pièce à usiner, ils sont brisés et forment d'autres arêtes de coupe. En outre, lorsque le diamant est utilisé pour la découpe au jet d'eau, les abrasifs de coupe sont facilement incorporés dans le matériau de base, ce qui peut avoir un effet négatif sur certaines propriétés de la zone de coupe, telles que les propriétés mécaniques du joint soudé. L'utilisation de scories de fusion de cuivre comme abrasif de coupe permet de remédier à ce problème.
La taille des particules de l'abrasif de coupe doit généralement être comprise entre 0,2 et 1,5 mm, ce qui dépend principalement du diamètre de la buse du pistolet de coupe. Les abrasifs de coupe peuvent être recyclés et réutilisés 2 à 3 fois, puis tamisés pour éliminer les abrasifs trop fins.
Matériaux pour les buses de coupe
Pour les buses de coupe, outre une ténacité et une dureté suffisantes, l'aspect le plus important est une bonne résistance à l'usure, qui réduit efficacement l'usure de la buse de coupe et améliore ainsi sa durée de vie.
En raison de l'usure du diamètre intérieur de la buse, la fente de la coupe s'élargit, ce qui entraîne une diminution de la perpendicularité de la section coupée. Le tungstène, le silicium ou les alliages durs sont généralement choisis comme matériaux pour les buses de coupe, mais leur durée de vie n'est pas idéale. Actuellement, on considère qu'il est plus approprié d'utiliser le saphir comme matériau pour la buse.
Processus de coupe
Le tableau 6-23 présente les matériaux de coupe couramment utilisés et leurs paramètres de coupe pour la découpe au jet d'eau.
Tableau 6-23 : Vitesses de découpe au jet d'eau pour les matériaux courants
Matériaux
Épaisseur de coupe
Pression de l'eau/MPa
Diamètre de la buse/Eau/Abrasif/mm
Vitesse de coupe/(m/min)
Acier au carbone
12
350
0. 25 / 0. 76
0. 4
50
0. 1
Acier inoxydable
13
350
0. 25 / 0. 76
0. 4
25
0. 2
Titane
3. 2
350
0. 25 / 0. 76
0.8
6. 4
0.6
Aluminium
12
350
0. 25 / 0. 76
0. 6
100
0. 12
Fonte ductile
15
350
0. 25 / 0. 76
0. 4
Matériau composite
12
309
0.25
3. 5
Plaque de plâtre
15
294
0. 15
20
Caoutchouc
15
377
0. 17
12
Caoutchouc de silicone
12
377
0. 12
3
Caoutchouc dur
19
309
0. 25
6
Tissu
20
309
0. 18
3
Tissu
20
377
0.2
6
Cuir
1
343
0. 15
30
Des expériences ont été menées sur la découpe de plaques d'acier inoxydable austénitique de différentes épaisseurs à l'aide du procédé de découpe au jet d'eau à basse pression. Le diamètre de la buse de coupe était de 1 mm, la pression de l'eau était de 69 MPa, et les relations entre la vitesse de coupe, la profondeur de coupe et la quantité d'abrasif utilisée sont illustrées dans les figures 6-19 et 6-20 (matériau : acier inoxydable 18-8, épaisseur de la plaque : 3 mm).
Figure 6-19 : Relation entre la vitesse de coupe et la profondeur de coupe
Figure 6-20 : Relation entre la profondeur de coupe et l'utilisation d'abrasifs
La découpe au jet d'eau étant devenue un processus d'usinage de précision, elle exige une grande précision de l'équipement, ce qui fait de la machine de découpe au jet d'eau un outil d'usinage de précision.
Les caractéristiques techniques de cet équipement sont équivalentes à celles d'une machine de découpe laser de précision. Il se compose d'un générateur de jet d'eau à haute pression (dispositif de pressurisation), d'une tête de découpe à jet d'eau, d'une plate-forme de découpe CNC, d'un système de contrôle CNC, ainsi que d'un ordinateur et d'un équipement auxiliaire de contrôle du sable.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi la découpe laser de l'acier inoxydable produit parfois des bords irréguliers ou une décoloration ? Cet article se penche sur des problèmes courants tels que la formation de bavures et les changements de couleur de la surface, en expliquant leurs causes et...
Comment s'assurer que le processus de découpe laser de l'acier inoxydable est toujours impeccable ? Cet article explore les techniques et les ajustements essentiels pour optimiser la qualité de la découpe laser, en se concentrant sur les questions...
Vous êtes-vous déjà demandé comment réaliser des découpes laser parfaites sur de l'acier inoxydable épais ? Cet article présente des conseils essentiels pour la découpe au laser de plaques de plus de 25 mm d'épaisseur. Il couvre des facteurs cruciaux tels que...
1. Principales causes de l'erreur dimensionnelle des pièces causée par l'oxycoupage Les principales causes d'erreur dans l'oxycoupage et le découpage à commande numérique comprennent la déformation thermique de la plaque d'acier, l'opérateur...
Vous êtes-vous déjà demandé pourquoi la tôle découpée au laser n'atteint pas toujours la perfection ? Cet article aborde les problèmes courants de la découpe laser, tels que les bavures sur les pièces et les découpes incomplètes, et propose des solutions pratiques. Par...
Vous avez du mal à mettre en service votre machine de découpe laser à fibre 10kW+ ? Cet article propose des solutions pratiques aux problèmes courants rencontrés au cours du processus de configuration, afin de garantir des performances et une efficacité optimales. En savoir plus...
Vous êtes-vous déjà demandé comment réaliser des découpes précises sur des plaques d'acier inoxydable épaisses à l'aide de lasers ? Cet article présente les méthodes de débogage essentielles et les compétences requises pour obtenir des performances optimales en matière de découpe laser....
Imaginez que vous puissiez découper des métaux et des matériaux à l'aide d'un faisceau lumineux. La technologie de découpe laser fait de cette idée une réalité. Elle permet de traiter un large éventail de substances, de l'acier inoxydable robuste aux...
Imaginez que vous puissiez couper de l'acier inoxydable de 230 mm d'épaisseur comme dans du beurre. Les lasers à fibre ultra-haute puissance, allant de 10 kW à 40 kW, révolutionnent l'industrie de la découpe grâce à une vitesse et une précision inégalées. Cette...
Faites passer votre entreprise à la vitesse supérieure