Fissure de flexion de l'acier : Facteurs et mesures d'amélioration
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les fissures d'angle et les fissures centrales. Découvrez comment des techniques appropriées et la qualité des matériaux peuvent faire toute la différence dans la prévention de ces problèmes. Préparez-vous à acquérir des connaissances pratiques qui vous permettront d'améliorer votre compréhension et votre application de la transformation de l'acier !
La technologie de traitement par pliage est un type de technologie de traitement de l'acier qui est largement utilisé dans divers domaines tels que la construction automobile, les machines d'ingénierie, les ponts, les navires et la construction.
Sous la pression de la matrice supérieure ou inférieure de la cintreuse, la tôle subit d'abord une déformation élastique, puis une déformation plastique.
Au début du pliage plastique, lorsque la matrice supérieure ou inférieure plie la tôle, celle-ci s'ajuste progressivement à la surface intérieure de la rainure en V de la matrice supérieure ou inférieure, tandis que le rayon de courbure diminue aussi progressivement.
Lorsque la pression se poursuit jusqu'à la fin de la course, les matrices supérieures et inférieures entrent en contact total avec l'outil. tôleLa forme de la courbure en V est généralement traitée à l'aide de cintreuses et d'équipements de laminage.
La fissuration par pliage est un défaut majeur dans l'utilisation de l'acier. En fonction de l'emplacement de la fissure, on distingue les fissures d'angle et les fissures centrales.
Les facteurs à l'origine de la fissuration comprennent une technologie de traitement inappropriée et des défauts de qualité des matériaux, qui ont un impact négatif sur les entreprises de production d'acier.
Les chercheurs ont analysé, résumé et étudié des cas de qualité typiques et se sont référés à des documents pertinents pour analyser les différents facteurs qui provoquent des fissures de flexion et proposer des mesures d'amélioration.
Échantillons typiques d'essais de flexion, de fissuration et d'essais physico-chimiques
1.1 Échantillons de fissures d'angle
1.1.1 Morphologie macroscopique
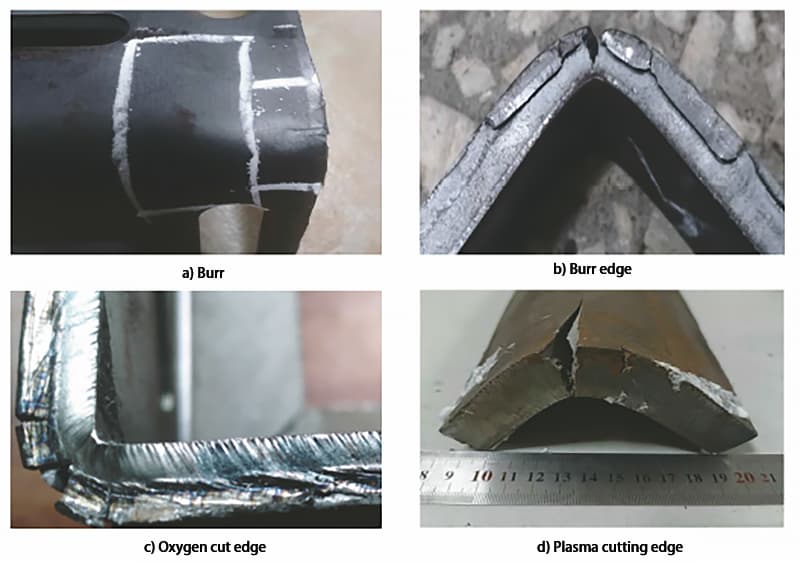
La fissuration des coins est le type de défaut le plus courant dans la fissuration par pliage, et il y a généralement des bavures, des arêtes rugueuses, des arêtes de coupe oxygénées, ou découpe au plasma les arêtes en position de fissuration d'angle. Si le bord de la pièce n'est pas sablé ou traité de manière incomplète pendant le processus de pliage, des fissures d'angle se produiront, et les fissures à ce niveau sont généralement courtes et situées dans la zone durcie de l'angle.
Défauts typiques de Q235B et l'acier Q355B ont été sélectionnés pour l'analyse, et la morphologie macroscopique de la fissuration en coin est illustrée à la figure 1.
Figure 1 : Aspect macroscopique de la fissuration d'un coin d'acier.
1.1.2 Analyse de la composition chimique
Quatre échantillons typiques de fissures d'angle en acier Q235B et en acier Q355B ont été sélectionnés pour l'analyse de la composition chimique, et les résultats ont été conformes aux exigences.
1.1.3 Essais de propriétés mécaniques
Les propriétés mécaniques des quatre échantillons de fissures angulaires typiques d'acier Q235B et d'acier Q355B susmentionnés ont été testées, et les résultats sont présentés dans le tableau 1 (D est le diamètre de flexion, a est l'épaisseur de l'échantillon), et les résultats ont été conformes aux exigences.
Tableau 1 : Résultats des essais de performance mécanique des échantillons d'acier Q235B et Q355B avec fissuration en coin
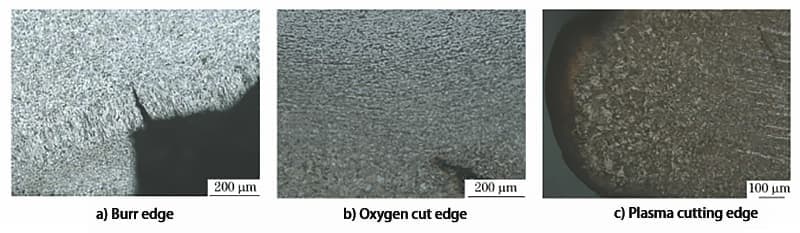
Un examen métallographique a été effectué sur les positions de fissuration des quatre échantillons de fissures d'angle typiques de l'acier Q235B et de l'acier Q355B, et les résultats sont présentés à la figure 2. Comme le montre la figure 2, il y a une déformation froide du grain dans le tissu à la position de fissuration, et il y a une structure d'influence thermique à la position de fissuration par oxycoupage et par découpage au plasma.
Figure 2 : Aspect courant des échantillons présentant des fissures d'angle.
1.2 Échantillons de fissures de flexion
1.2.1 Morphologie macroscopique
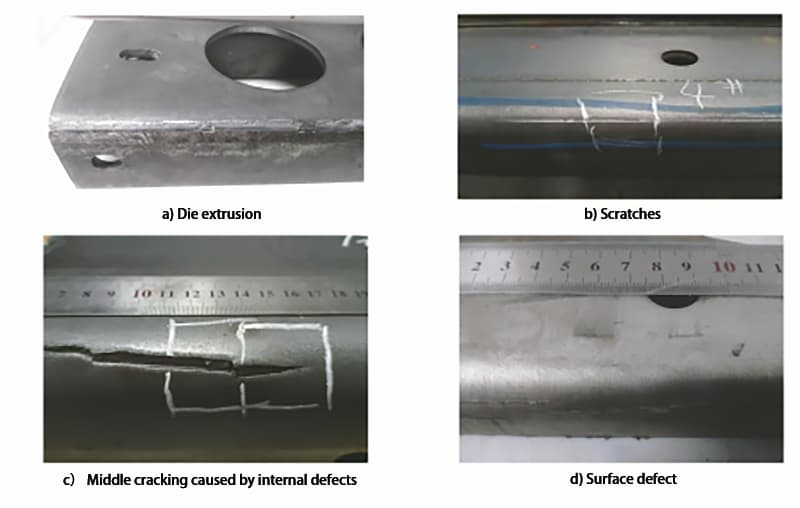
La fissuration centrale se manifeste souvent par une fissuration non continue au milieu de la pièce, et les fissures sont généralement longues, avec quelques cas de fissures courtes. La morphologie macroscopique de la fissuration centrale est illustrée à la figure 3.
Figure 3 : Aspect macroscopique des échantillons présentant une fissuration centrale.
1.2.2 Analyse de la composition chimique
Six échantillons typiques de fissures centrales d'acier Q235B, d'acier Q355B et d'acier 610L ont été sélectionnés pour l'analyse de la composition chimique, et les résultats ont été conformes aux exigences.
1.2.3 Essais de propriétés mécaniques
Les propriétés mécaniques des six échantillons de fissures centrales typiques de l'acier Q235B, de l'acier Q355B et de l'acier 610L ont été testées, et les résultats sont présentés dans le tableau 2, et les résultats sont conformes aux exigences.
1.2.4 Examen métallographique
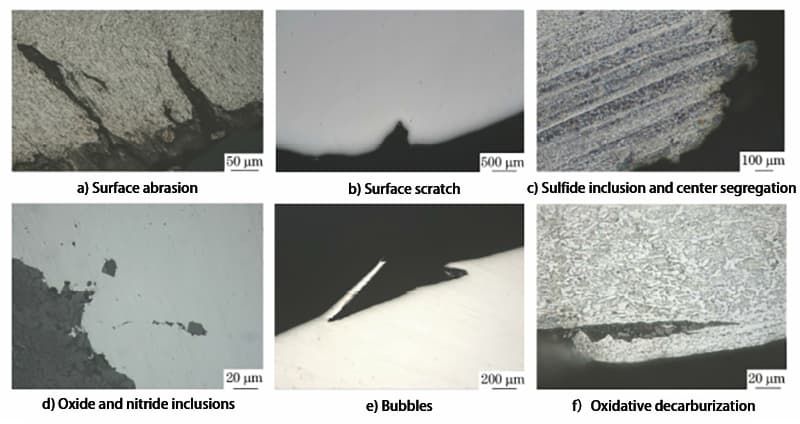
Un examen métallographique a été effectué sur les six échantillons de fissures centrales typiques de l'acier Q235B, de l'acier Q355B et de l'acier 610L, et les résultats sont présentés dans la figure 4.
Figure 4 : Aspect microscopique de l'échantillon avec fissuration centrale.
Comme le montre la figure 4, il existe une déformation à froid du grain à la position d'extrusion de l'outil de meulage, et des ouvertures de rayures peuvent être observées à la racine de fissures plus longues et plus droites. Les échantillons contiennent également des inclusions de sulfure groupées, une ségrégation centrale et des particules d'oxydation à haute température, décarburation due à l'oxydation, et les caractéristiques des bulles.
Analyse des causes des défauts de fissuration par flexion
2.1 Techniques de traitement inappropriées
2.1.1 L'influence du diamètre de courbure
Quand pliage de l'acierLa couche extérieure de la zone pliée subit une tension tandis que la couche intérieure subit une compression. Lorsque l'épaisseur du matériau est constante, plus l'épaisseur de la couche externe est faible, plus la tension est élevée. rayon de courbureplus les contraintes de traction et de compression sur le matériau sont importantes. Si la contrainte de traction dans l'angle extérieur dépasse la résistance ultime du matériau, des fissures ou des ruptures se produisent, principalement au milieu de la pièce et parfois dans les angles.
2.1.2 L'influence des outils de pliage
Si les rainures en V des outils de cintrage sont rugueuses, la pièce sera soumise à des forces inégales lors de son passage dans la cintreuse, ce qui provoquera une usure de la surface ou une pression locale, entraînant des défauts de surface, suivis d'une fissuration par extrusion. Les fissures apparaissent généralement droites et longues, avec une déformation à froid visible des grains à la racine des fissures.
2.1.3 L'influence de la logistique
Pendant le transport, le chargement et le déchargement de l'acier, des rayures superficielles peuvent apparaître et détruire la continuité de la surface du substrat. Des fissures sont susceptibles de se produire au niveau de la zone rayée pendant la flexion. Ces fissures sont généralement plus longues et droites, avec des ouvertures visibles à la racine de la fissure.
2.2 L'influence des défauts des matériaux
2.2.1 L'influence des éléments nocifs, des inclusions et des gaz dans l'acier
Au cours du processus de fusion, la teneur élevée en soufre et en phosphore de l'acier entraîne une teneur élevée en inclusions de sulfure ou, même si la teneur globale ne dépasse pas la norme, ces éléments s'agrègent localement et provoquent une grave ségrégation centrale au niveau des inclusions. Cela entraîne une diminution de la plasticité et de la ténacité de l'acier, ce qui le rend sensible à la flexion et à la fissuration.
En outre, les microfissures à la surface du lingot sont oxydées à haute température pendant le laminage, et la teneur élevée en oxygène et en azote dans l'acier, en particulier l'élément d'azote, forme facilement du TiN avec titane. Les particules de TiN précipitées le long des joints de grains pendant la coulée continue peuvent provoquer des fissures d'origine dans la billette, ce qui peut entraîner des fissures pendant la flexion.
2.2.2 L'influence de la qualité de la surface de l'acier
Les microfissures et les trous d'air à la surface de l'acier sont susceptibles de se fissurer à l'endroit de la fissure sous l'effet de la contrainte après le pliage. De multiples petites fissures peuvent être visibles à l'endroit de la fissure. arc de cercle à l'œil nu.
2.2.3 L'influence des propriétés mécaniques et de l'anisotropie de l'acier
Plus la plasticité du matériau est élevée, plus la déformation plastique est stable, et plus l'allongement à la rupture est important, meilleure est la performance de cintrage. Même si le diamètre de pliage est faible, il n'est pas facile de le fissurer.
En outre, les propriétés longitudinales et transversales de l'acier sont différentes, et la structure longitudinale en bandes est plus sévère que la structure transversale. Cela signifie que l'indice de plasticité longitudinale de l'acier est plus élevé, de sorte que lors du pliage dans une direction perpendiculaire à la direction de laminage, la performance de pliage de l'acier est meilleure et moins sujette à la fissuration par rapport au pliage dans la direction transversale.
Mesures d'amélioration
(1) Solutions au problème de fissuration causé par les bavures, arêtes viveset l'oxycoupage dans les zones d'angle : poncer et arrondir manuellement les bavures et les arêtes vives, ou utiliser une machine d'ébavurage pour les éliminer automatiquement et éliminer la zone de traitement durcie afin de réduire le taux de fissuration.
Modifier le processus de pliage au formage par laminage continu, puis couper après le formage afin d'éviter le durcissement du traitement causé par le découpage. Remédier aux défauts mineurs par des procédés de soudage ultérieurs.
(2) Pour résoudre le problème des petits rayons de courbure, l'angle R doit être élargi dans la plage admissible de la conception afin d'éviter un rayon de courbure trop faible.
(3) Éviter les rayures de surface pendant le processus logistique de transport et de déchargement des matériaux en acier.
(4) Dans le processus de fabrication de l'acier, améliorer la pureté de l'acier, réduire la teneur et l'agrégation des inclusions dans l'acier. Le processus de soufflage à l'argon doit être pleinement utilisé pour s'assurer que les sulfures les plus importants dans l'acier sont complètement flottés et séparés.
Le champ d'écoulement approprié doit être maintenu pendant le processus d'écoulement de l'acier afin de garantir un champ d'écoulement correct et stable dans le cristallisoir, ce qui permet d'éliminer davantage les inclusions dans l'acier tout en empêchant la contamination due au piégeage du laitier.
Contrôle raisonnable de la température de coulée, de la vitesse de tirage et de la vitesse de refroidissement pendant la coulée continue. L'utilisation correcte de la technologie de pressage léger et de la technologie de brassage électromagnétique peut améliorer la qualité interne des billettes, réduire la ségrégation centrale et empêcher la formation de fissures dans la ligne médiane.
(5) Dans le processus de laminage, renforcer le contrôle du chauffage, de la température de laminage et des processus de refroidissement après le laminage, afin d'éviter la formation de structures anormales telles que la bainite, martensiteLa résistance est réduite dans la fourchette autorisée par les normes du produit, tout en améliorant la plasticité et la ténacité.
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Qu'est-ce qui provoque des fissures lors du cintrage du métal ?
Les fissures lors du pliage du métal sont principalement causées par plusieurs facteurs interdépendants. L'un des facteurs clés est la direction et les propriétés du matériau, par exemple le sens de laminage du métal. Un pliage parallèle à cette direction peut augmenter la probabilité de fissures en raison de l'alignement de la structure du grain. En outre, les métaux comme l'aluminium subissent un durcissement par écrouissage, ce qui augmente la fragilité et la susceptibilité aux fissures sous l'effet d'une déformation supplémentaire.
Le processus de pliage et la géométrie jouent également un rôle crucial. Un rayon de courbure étroit peut entraîner une contrainte de traction excessive sur les fibres extérieures du métal, dépassant potentiellement la résistance à la traction du matériau et provoquant des fissures. Les courbes étroites peuvent aggraver ce problème en créant un état d'écrasement. La qualité de la surface, y compris la rugosité et la direction des bavures, affecte la limite d'allongement du matériau, les surfaces plus lisses réduisant la probabilité de fissures.
Des facteurs externes tels que la température ont un impact significatif sur le processus de pliage. Le pliage à basse température peut accroître la fragilité, en particulier dans les alliages à haute résistance ou les matériaux trempés. Le préchauffage du métal peut améliorer la ductilité et réduire le risque de fissuration. La qualité et l'alignement de l'outillage sont également cruciaux ; un mauvais outillage ou un mauvais alignement peut entraîner des concentrations de contraintes et un risque accru de fissuration.
Le choix d'un alliage approprié, plus ductile ou conçu spécifiquement pour le pliage, comme certains alliages d'aluminium, peut atténuer la fissuration. L'augmentation du rayon de courbure, le préchauffage du matériau et l'absence de déformation excessive sont des mesures préventives efficaces. La compréhension de ces facteurs et la mise en œuvre de stratégies appropriées peuvent réduire considérablement le risque de fissuration lors du cintrage des métaux.
Comment éviter les fissures lors du pliage du métal ?
Pour éviter les fissures lors du pliage du métal, plusieurs facteurs et techniques clés doivent être pris en compte et mis en œuvre. Tout d'abord, il est essentiel de sélectionner le matériau approprié et de s'assurer qu'il présente une dureté adéquate ; les métaux plus tendres sont généralement plus malléables et moins susceptibles de se fissurer. Le pliage du métal à angle droit par rapport à la direction du laminage minimise également le risque de fissures. Il est essentiel de calculer et de respecter le rayon de courbure minimal en fonction du matériau et de son épaisseur ; par exemple, l'acier nécessite généralement un rayon de une à trois fois l'épaisseur de la tôle.
Le ralentissement de la vitesse de cintrage peut contribuer à réduire les contraintes exercées sur le matériau, et le fait de veiller à ce que la direction de la bavure soit réglée à l'intérieur du cintrage peut également atténuer les risques de fissuration. L'utilisation de matrices préformées correspondant au rayon intérieur souhaité permet de réaliser des pliages précis sans fissures. Pour certains alliages, en particulier l'aluminium, le chauffage du matériau avant le cintrage (cintrage à chaud) peut le rendre plus souple et plus ductile, réduisant ainsi la probabilité de fissures. Des techniques telles que la méthode de la suie peuvent aider à contrôler la température au cours de ce processus.
La préparation des arêtes est un autre facteur important. La réduction de la zone affectée thermiquement (ZAT) au cours des processus de découpe tels que la découpe au laser ou au plasma permet d'éviter que les bords ne deviennent trop fragiles. Effectuer des essais de pliage sur des échantillons avant de travailler sur la tôle réelle est une bonne pratique pour s'assurer que les paramètres de pliage sont corrects. Enfin, l'amélioration de la rugosité de la surface peut augmenter la limite d'allongement du matériau, ce qui le rend moins susceptible de se fissurer pendant le pliage. En suivant ces conseils, vous obtiendrez des résultats plus fiables et plus précis dans vos projets d'usinage des métaux.
Comment les propriétés des matériaux affectent-elles les fissures de flexion ?
Les propriétés des matériaux influencent considérablement l'apparition de fissures de flexion dans les métaux. La composition de l'alliage est cruciale, car les différentes séries (par exemple, 1000, 2000, 7000) présentent des niveaux variables de ductilité et de résistance. Les alliages traités thermiquement pour augmenter leur résistance ont souvent une ductilité réduite, ce qui les rend plus susceptibles de se fissurer lors du pliage. La ductilité, ou la capacité d'un matériau à subir une déformation plastique avant de se fracturer, est essentielle ; les matériaux peu ductiles sont plus susceptibles de se fissurer.
La structure des grains joue également un rôle, les grains grossiers ou irréguliers constituant des points faibles pour l'apparition de fissures. L'écrouissage, qui se produit lorsque le métal est plié, augmente la dureté mais diminue la ductilité, ce qui contribue à la fragilité et à une plus grande probabilité de fissuration. Le rayon de courbure est un autre facteur critique ; les courbures serrées peuvent créer une contrainte de traction excessive sur les fibres extérieures, ce qui entraîne des fissures si la contrainte dépasse la résistance à la traction du matériau. La température a également un impact sur le comportement du pliage, les matériaux devenant plus fragiles et plus susceptibles de se fissurer à des températures plus basses. Le chauffage du métal avant le cintrage peut améliorer la ductilité et réduire les risques de fissuration.
En outre, la déformation par cisaillement dans le sens de l'épaisseur du matériau peut créer des zones de cisaillement qui entraînent des plis de flexion et des fissures. L'anisotropie du matériau, où les propriétés varient dans différentes directions, affecte également la pliabilité. La présence d'inclusions et la microstructure du matériau peuvent également influencer la probabilité de fissures de flexion. En prenant soigneusement en compte ces propriétés des matériaux et en contrôlant le processus de pliage, les ingénieurs peuvent minimiser le risque de fissures de pliage et garantir l'intégrité structurelle du produit final.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà été confronté à des difficultés lors du pliage de plaques d'acier inoxydable ? Cet article dévoile les complexités du cintrage de l'acier inoxydable, de la force requise à l'impact du retour élastique. En savoir plus...
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Faites passer votre entreprise à la vitesse supérieure