Défauts de la surface interne
- Pli interne
Caractéristique : Défaut en forme de dent de scie droite ou en spirale, semi-spirale, sur la surface intérieure du tube d'acier.
Les causes :
- Tube vide : relâchement du centre, ségrégation ; résidu de cavité de retrait important ; non métallique les inclusions dépassent la norme.
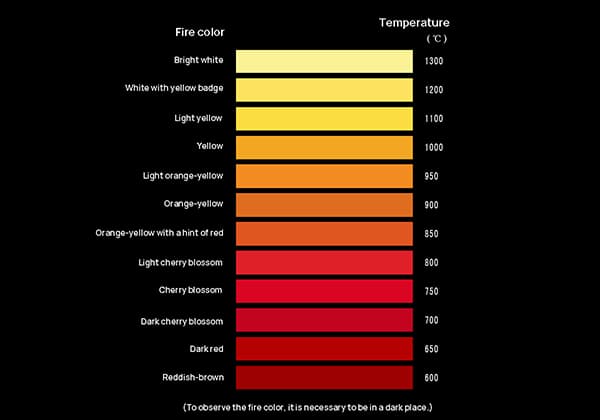
- Chauffage inégal de l'ébauche de tuyau, température trop élevée ou trop basse, durée de chauffage trop longue.
- Zone de perforation : usure importante de la partie supérieure ; mauvais réglage des paramètres de la machine de perforation ; vieillissement des rouleaux de perforation, etc.
Inspection : Les plis internes ne sont pas autorisés sur la surface intérieure du tube d'acier. Le pli interne à l'extrémité du tuyau doit être réparé par meulage ou découpage. La valeur réelle de l'épaisseur de la paroi à l'endroit du meulage ne doit pas être inférieure à la valeur minimale requise par la norme. Le pli intérieur doit être rejeté sur toute sa longueur.
- Cicatrice interne
Caractéristiques : La surface intérieure du tube d'acier présente des taches et des cicatrices qui ne s'enracinent généralement pas et se détachent facilement.
Les causes :
- Impuretés dans le lubrifiant graphite.
- L'oreille en fer à l'extrémité arrière du tuyau brut est pressée dans la paroi intérieure du tuyau en acier.
Inspection : Les cicatrices internes ne sont pas autorisées sur la surface intérieure du tube d'acier. L'extrémité du tuyau doit être rectifiée et coupée à nouveau. La profondeur du meulage ne doit pas dépasser l'écart négatif des exigences de la norme, et l'épaisseur réelle de la paroi ne doit pas être inférieure à la valeur minimale requise par la norme. La cicatrice interne doit être rejetée sur toute sa longueur.
- Peau bouclée
Caractéristiques : Petite peau avec des boucles droites ou intermittentes en forme d'ongles sur la surface intérieure du tube d'acier. Elle apparaît souvent à la tête du capillaire et se détache facilement.
Les causes :
- Mauvais réglage des paramètres de la machine de perforation.
- Acier collant au sommet.
- Accumulation de peau de fer oxydée dans le tuyau rugueux.
Inspection : La peau ondulée qui est facile à enlever (ou qui peut être brûlée pendant le traitement thermique) est autorisée sur la surface intérieure du tube d'acier. Si la peau ondulée est enracinée, elle doit être meulée ou enlevée.
- Rayure droite interne
Caractéristique : Une rayure droite d'une certaine largeur et d'une certaine profondeur sur la surface intérieure du tube d'acier.
Les causes :
- La température de laminage est basse et la barre centrale est collée aux objets métalliques durs.
- Impuretés dans le graphite, etc.
Inspection :
- La profondeur maximale de la rayure droite interne autorisée pour les tubages et les tuyaux ordinaires est de 5% (la profondeur maximale pour les récipients sous pression est de 0,4 mm).
Les rayures droites internes du Tchad doivent faire l'objet d'un examen minutieux et être rectifiées ou éliminées.
Les rayures droites internes à arêtes vives doivent être lissées par meulage.
- Crête interne
Caractéristique : Protubérance droite d'une certaine largeur et d'une certaine profondeur sur la surface intérieure du tube d'acier.
Causes : Forte usure de la barre de carottage, meulage irrégulier ou trop profond.
Inspection :
- Pour les tubages et les conduites, la hauteur maximale de l'arête interne autorisée est de 8% de l'épaisseur de la paroi, et la hauteur maximale est de 0,8 mm sans affecter le diamètre. L'écart doit être réparé en meulant et en coupant à nouveau.
- Pour les tuyaux ordinaires et les tuyaux de canalisation, la hauteur maximale de l'arête interne autorisée est de 8% de l'épaisseur de la paroi, et la hauteur maximale est de 0,8 mm. L'écart doit être réparé en meulant et en coupant à nouveau.
- Pour les tubes en acier devant satisfaire aux exigences de détection des défauts de niveau L2 (N5), la hauteur maximale de l'arête interne ne doit pas dépasser 5% (la hauteur maximale est de 0,5 mm). L'écart doit être réparé en rectifiant et en coupant à nouveau.
- Les arêtes internes tranchantes doivent être adoucies par meulage.
- Renflement interne
Caractéristiques : Projections convexes régulières sur la surface intérieure du tube d'acier sans endommager la surface extérieure.
Causes : Broyage excessif ou perte de viande des rouleaux de laminage continu.
Inspection : Contrôler conformément aux exigences relatives aux stries internes.
- Tirer sur la concavité
Caractéristiques : Piqûres régulières ou irrégulières sur la surface intérieure du tube d'acier sans endommager la surface extérieure.
Les causes :
- Mauvais réglage du laminage continu, et les vitesses de laminage de chaque rouleau de cadre ne correspondent pas.
- Chauffage inégal de l'ébauche de tuyau ou température trop basse.
- Déviation de l'axe de roulement, collision entre le tube d'acier et la voie de retour continue, etc. (Note : cette raison a été proposée en janvier 2003, et le principe est encore à l'étude).
Inspection : Les concaves de traction dont l'écart négatif ne dépasse pas l'épaisseur de la paroi et dont l'épaisseur réelle de la paroi est supérieure à l'épaisseur minimale requise sont autorisées. Les concaves de traction excessives doivent être coupées. (Remarque : un développement important des concaves de traction peut entraîner une déchirure, qui doit faire l'objet d'une inspection rigoureuse).
- Filet interne (Ce défaut ne se produit que dans les unités Assel)
Caractéristiques : Traces en spirale sur la surface intérieure du tube d'acier, qui apparaissent principalement sur la surface intérieure des tubes à paroi mince et présentent une sensation d'irrégularité évidente.
Les causes :
- Défauts inhérents au processus de laminage en biais. Ce défaut est d'autant plus important que les paramètres du processus de la tuberie Assel sont mal réglés.
- La distribution de la déformation est déraisonnable et la réduction de l'épaisseur de la paroi de la tuberie d'Assel est trop importante.
- Mauvaise configuration de la rainure de roulement d'Assel.
Inspection : La profondeur du défaut de filetage interne sur le tube d'acier ne doit pas dépasser 0,3 mm et doit se situer dans une certaine plage de tolérance.
Défauts de la surface extérieure
- Pliage externe
Caractéristiques : Couche en forme de spirale se pliant sur la surface extérieure du tube d'acier.
Les causes :
- Pliage ou fissuration à la surface de l'ébauche du tuyau.
- Pores sous-cutanés ou inclusions sous-cutanées sévères dans l'ébauche du tube.
- Mauvais nettoyage de la surface de l'ébauche du tube, ou de l'oreille, mauvaise face, etc.
- Rayures sur la surface du tube d'acier causées par le soulèvement pendant le laminage, qui sont ensuite pressées sur la matrice du tube d'acier pour former un pliage externe.
Inspection : Interdiction d'exister. Un léger pliage peut être rectifié et, après rectification, l'épaisseur réelle de la paroi et le diamètre extérieur ne doivent pas être inférieurs à la valeur minimale exigée par la norme.
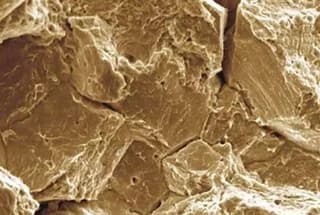
- Décollement
Caractéristiques : Couches et fissures en forme de spirale ou de bloc à la surface du tube d'acier.
Causes : Graves inclusions non métalliques, trous de retrait résiduels ou relâchement important de l'ébauche du tube.
Inspection : Interdiction d'exister.
- Cicatrice externe
Caractéristiques : Taches ou cicatrices sur la surface extérieure du tube d'acier.
Les causes :
- Rouleaux collés, vieillis, fortement usés ou rayés.
- Des corps étrangers ou une usure importante des rouleaux de transport.
Inspection :
- La zone cicatricielle doit être broyée ou enlevée par morceaux.
- Pour les sections de tuyaux présentant des cicatrices, la zone de cicatrisation dépassant 10% doit être coupée ou broyée.
- Les cicatrices d'une profondeur supérieure à 5% de l'épaisseur de la paroi doivent être meulées.
- La valeur réelle de l'épaisseur de la paroi et du diamètre extérieur au point de rectification ne doit pas être inférieure à la valeur minimale requise par la norme.
- Surface rugueuse
Caractéristiques : Piqûres irrégulières à la surface du tube d'acier.
Les causes :
- Le tube d'acier reste trop longtemps dans le four ou est chauffé trop longtemps, ce qui entraîne la formation d'une épaisse couche d'oxyde à la surface, qui n'est pas nettoyée correctement et qui s'enroule dans la surface du tube d'acier.
- Dysfonctionnement de l'équipement de déphosphatation par eau à haute pression, entraînant une déphosphatation incomplète.
Inspection :
- Des surfaces rugueuses locales ne dépassant pas l'écart négatif de l'épaisseur de la paroi sont autorisées.
- La surface rugueuse ne doit pas dépasser 20% de la surface de la section de la canalisation présentant des surfaces rugueuses.
- Les surfaces rugueuses dépassant la norme peuvent être meulées ou coupées, et la valeur réelle de l'épaisseur de la paroi et du diamètre extérieur au point de meulage ne doit pas être inférieure à la valeur minimale requise par la norme.
- Les surfaces sérieusement rugueuses sont considérées comme des déchets.
- Ligne verte
Caractéristiques : Marques de laminage symétriques ou asymétriques sur la surface extérieure du tube d'acier.
Les causes :
- Désalignement ou usure importante de la forme du trou de la machine à calibrer le diamètre.
- Conception déraisonnable de la forme du trou du rouleau de la machine à calibrer les diamètres.
- Laminage à froid de l'acier.
- Mauvais usinage du laminoir, avec de petits chanfreins sur les bords des rouleaux.
- Mauvais montage des rouleaux, avec des écarts excessifs, etc.
Inspection :
- Une ligne verte d'une hauteur ne dépassant pas 0,2 mm est autorisée sur la surface extérieure de l'enveloppe, et tout dépassement de la norme doit être rectifié.
- Les lignes vertes qui donnent la sensation d'une main ne sont pas autorisées dans les conduites des conteneurs à haute pression. Les lignes vertes qui sentent la main doivent être éliminées. L'emplacement du meulage doit être lisse et ne pas présenter d'angles vifs.
- Les conduites générales (structurelles, fluides, support hydraulique, etc.) permettent l'existence d'une ligne verte d'une hauteur ne dépassant pas 0,4 mm, et le dépassement de la norme doit être rectifié.
- Les lignes vertes tranchantes sur les bords doivent être lissées par meulage.
- Les valeurs réelles de l'épaisseur de la paroi et du diamètre extérieur à l'endroit de la rectification ne doivent pas dépasser la valeur minimale requise par la norme.
- Fissure capillaire
Caractéristiques : Fissures capillaires continues ou discontinues sur la surface extérieure du tube d'acier.
Les causes :
- Pores ou inclusions sous-cutanés dans l'ébauche du tube.
- Nettoyage incomplet de la surface de l'ébauche de tuyau, avec présence de petites fissures.
- Rouleaux trop usés ou vieillis.
- Mauvaise précision d'usinage des rouleaux, etc.
Inspection : Les fissures visibles sur la surface extérieure du tube d'acier ne sont pas autorisées. Si elles existent, elles doivent être complètement éliminées et les valeurs réelles de l'épaisseur de la paroi et du diamètre extérieur après élimination ne doivent pas être inférieures à la valeur minimale requise par la norme.
- Craquement en forme de filet
Caractéristiques : Petites fissures rayées et hélicoïdales en forme d'écailles de poisson sur la surface extérieure du tube d'acier.
Les causes :
- Teneur élevée en éléments nocifs (tels que l'arsenic) dans l'ébauche de tuyau.
- Vieillissement et collage des rouleaux de perforation.
- Collage des plaques de guidage, etc.
Inspection : Ils doivent être complètement enlevés. Après l'enlèvement, les valeurs réelles de l'épaisseur de la paroi et du diamètre extérieur ne doivent pas être inférieures à la valeur minimale requise par la norme.
- Grattage
Caractéristiques : Défauts en forme de spirale ou de rainure droite sur la surface extérieure du tube d'acier, le fond de la rainure étant le plus souvent visible.
Les causes :
- Les rayures mécaniques se produisent principalement dans les chemins de roulement, les lits froids, le redressage et le transport.
- Mauvais usinage ou usure importante du laminoir, ou présence de corps étrangers dans le serti du cylindre, etc.
Inspection :
- Des rayures locales ne dépassant pas 0,5 mm sont autorisées sur la surface extérieure du tube d'acier, et les rayures dépassant 0,5 mm doivent être rectifiées. Les valeurs réelles de l'épaisseur de la paroi et du diamètre extérieur à l'endroit du meulage ne doivent pas être inférieures à la valeur minimale requise par la norme.
- Les rayures nettes sur les bords doivent être polies.
- Dent
Caractéristiques : La surface extérieure du tube d'acier présente un phénomène concave-convexe, tandis que l'épaisseur de la paroi du tube d'acier reste intacte.
Les causes :
- Les bosses causées par l'impact lors du levage.
- Dents causées par le mordant pendant le redressement.
- Les bosses causées par la trajectoire du rouleau arrière de la calibreuse, etc.
Inspection : Des bosses locales ne dépassant pas l'écart négatif du diamètre extérieur et présentant une surface lisse peuvent exister. Lorsqu'elles dépassent la norme, elles doivent être coupées.
- Dommages par impact
Caractéristiques : Cicatrices irrégulières sur la surface extérieure du tube d'acier dues à la collision.
Causes : Peut survenir à la suite de diverses collisions dans les zones froides et chaudes.
Inspection :
- Des dommages locaux dus à des chocs d'une profondeur ne dépassant pas 0,4 mm sont autorisés sur la surface extérieure.
- Les dommages dus à l'impact dépassant 0,4 mm doivent être rectifiés, et les valeurs réelles du diamètre extérieur et de l'épaisseur de la paroi à l'endroit de la rectification ne doivent pas être inférieures à la valeur minimale exigée par la norme.
- Redressement de la dépression
Caractéristiques : Une dépression en spirale sur la surface extérieure du tube d'acier.
Les causes :
- Mauvais réglage de l'angle du rouleau de la machine à redresser et force de pression excessive.
- Usure importante du rouleau de redressement, etc.
Inspection : La surface extérieure du tube d'acier peut présenter des dépressions de redressement sans angles vifs évidents et sans protubérances sur la surface intérieure, et la taille du diamètre extérieur doit être conforme aux exigences de tolérance. Les dépressions de redressement dépassant la norme doivent être coupées.
- Plier
Caractéristiques : Rides locales ou longitudinales le long de la paroi du tube d'acier avec un aspect concave-convexe, et la surface extérieure présente une dépression en forme de bande.
Les causes :
- La sélection du coefficient d'expansion du trou est trop faible.
- Un mauvais réglage du laminoir entraîne une déviation du trou ou une incohérence de l'axe de laminage.
- Mauvaise répartition de la force de pression sur chaque cadre du laminoir continu.
Pour les raisons susmentionnées, du métal pénètre dans l'espace entre les rouleaux pendant le laminage, ou le tube perd de sa stabilité, ce qui entraîne des plis sur la paroi du tube.
Inspection : Interdite. Doit être coupé ou mis au rebut.
- Déchirure
Caractéristiques : La surface du tube d'acier présente un phénomène d'arrachement et de rupture, principalement sur les tubes à parois minces.
Les causes :
- En raison du chauffage inégal de l'ébauche de tube, la partie déformée est serrée et la partie à basse température est soumise à un laminage de traction. Lorsque la force de traction est importante, le tube est déchiré.
- Un mauvais réglage de la vitesse et de la jonction des cylindres de chaque cadre du laminoir continu provoque l'arrachement et la déchirure de l'acier.
- L'épaisseur de la paroi du tube mère fourni par la machine de perforation au laminoir continu est faible, et la déformation du métal sur le laminoir continu est inférieure à la déformation prévue, ce qui entraîne un laminage par traction et une déchirure lorsque la force de traction est importante.
- L'ébauche de tube elle-même présente de graves inclusions à certains endroits.
Inspection : Interdite. Doit être coupé ou mis au rebut.
La taille n'est pas du tout adaptée
1. Épaisseur inégale de la paroi
Caractéristiques : L'épaisseur de la paroi du tube d'acier est inégale sur la même section transversale, avec une grande différence entre l'épaisseur maximale et l'épaisseur minimale de la paroi.
Les causes :
- Chauffage inégal de la billette.
- Désalignement de la ligne de laminage de la machine de perçage et rouleaux de centrage instables.
- Têtes de lit usées ou excentriques.
- Correction du trou de centrage des billettes.
- Courbure excessive ou asymétrie du billet.
Inspection : Mesurer chaque tuyau individuellement et couper les extrémités inégales de l'épaisseur de la paroi.
2. Écart dans l'épaisseur de la paroi
Caractéristiques : L'épaisseur de la paroi du tube d'acier varie dans une direction, l'écart positif étant appelé surépaisseur et l'écart négatif étant appelé sous-épaisseur.
Les causes :
- Chauffage inégal de la billette.
- Mauvais réglage de la machine à percer.
Inspection : Mesurer chaque tuyau individuellement et couper les extrémités présentant des écarts, ou inspecter à nouveau toute la longueur et modifier le jugement ou mettre le tuyau au rebut.
3. Écart du diamètre extérieur
Caractéristiques : Le diamètre extérieur du tube d'acier n'est pas conforme aux spécifications, l'écart positif étant appelé surdimensionnement et l'écart négatif étant appelé sous-dimensionnement.
Les causes :
- Usure excessive du type de trou de la calibreuse ou conception incorrecte de nouveaux types de trous.
- Température finale de laminage instable.
Inspection : Mesurer chaque tuyau individuellement et modifier le jugement ou mettre le tuyau au rebut s'il n'est pas conforme aux spécifications.
4. Pliage
Caractéristiques : Un coude dans un tube d'acier qui n'est pas droit sur toute sa longueur ou qui a la forme d'une tête d'oie à l'extrémité est appelé "coude en col de cygne".
Les causes :
- Causé par un refroidissement localisé de l'eau pendant l'inspection manuelle de la chaleur.
- Mauvais réglage lors du redressage, avec usure importante des rouleaux de redressage.
- Usinage, montage et réglage incorrects de la calibreuse.
- La flexion causée par le levage et le transport.
Inspection : En cas de cintrage excessif, un redressement secondaire peut être effectué, sinon le tube est mis au rebut. Les "coudes en col de cygne" qui ne peuvent pas être redressés doivent être coupés.
5. Écart de longueur
Caractéristiques : La longueur du tube d'acier dépasse les exigences, l'écart positif étant appelé grande longueur et l'écart négatif étant appelé petite longueur.
Les causes :
- La longueur de la bille est supérieure à la norme.
- Roulage instable.
- Mauvais contrôle pendant la coupe.
Inspection : Couper à nouveau les tuyaux de grande longueur ou modifier le jugement, et modifier le jugement ou écarter les tuyaux de petite longueur.