Tableau des tolérances de rectitude et de parallélisme : Un guide complet pour les machinistes et les ingénieurs
Quelle est l'importance de la précision dans l'ingénierie ? Pour les machinistes et les ingénieurs, il est essentiel de comprendre les tolérances de rectitude et de parallélisme. Cet article se penche sur les tableaux de tolérance, expliquant les concepts de tolérance généraux et spécifiques et fournissant des tableaux détaillés pour différentes nuances et dimensions. Les lecteurs apprendront comment appliquer ces normes pour garantir la qualité et la précision des composants usinés et soudés. Qu'il s'agisse de dimensions linéaires ou d'écarts angulaires, ce guide complet vous apportera les connaissances nécessaires pour maintenir des normes élevées dans votre travail.
1.1. La tolérance générale est la tolérance qui peut être garantie dans des conditions normales d'atelier. Pour les dimensions ayant des tolérances générales, il n'est pas nécessaire d'annoter leurs valeurs d'écart limite après la dimension. Au lieu de cela, elles doivent être expliquées dans le dessin, les exigences techniques ou les documents techniques (tels que les normes d'entreprise), etc.
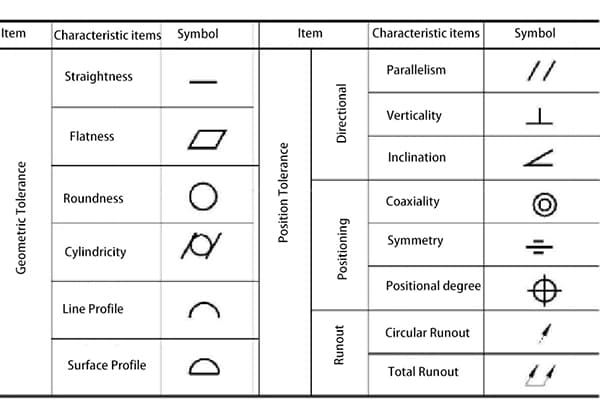
1.2. Les tolérances générales peuvent être appliquées à des éléments géométriques tels que les dimensions linéaires, les dimensions angulaires, la forme et la position.
2. Grades de tolérance et valeurs d'écart limite pour les Découpage du métal Pièces usinées et pièces estampées (extrait de GB/T 1804-2000)
2.1. Classes de tolérance et tableau des valeurs d'écart limite
Tableau 1 - Valeurs limites d'écart pour les dimensions linéaires (mm)
Grades de tolérance :
Segmentation dimensionnelle de base
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
Précision f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
-
Moyenne m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
Rugueux c
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
Le plus grossier v
-
±0.5
±1
±1.5
±2.5
±4
±6
±8
Tableau 2 - Valeurs de l'écart limite pour les rayons des congés et les hauteurs des chanfreins dimensions (mm)
Grades de tolérance :
Segmentation dimensionnelle de base
0.5-3
>3-6
>6-30
>30
Précision f
±0.2
±0.5
±1
±2
Moyenne m
Rugueux c
±0.4
±1
±2
±4
Le plus grossier v
Tableau 3 - Valeurs des écarts limites pour les dimensions des angles (mm)
Grades de tolérance :
Segmentation dimensionnelle de base
-10
>10-50
>50-120
>120-400
>400
Précision f
±1°
±30′
±20′
±10′
±5′
Moyenne m
Rugueux c
±1°30′
±1°
±30′
±15′
±10′
Le plus grossier v
±3°
±2°
±1°
±30′
±20′
2.2. Style de notation : Par exemple, si l'on choisit une qualité moyenne, elle doit être marquée GB/T 1804-m. Notre société choisit généralement le niveau m et n'a pas besoin d'être marquée. Les autres niveaux de précision doivent être indiqués sur le dessin.
3. Tolérance générale de dimension et tolérance de position pour les structures soudées (extrait de GB/T 19804-2005)
3.1. Dimensions de la longueur.
Les valeurs d'écart limite pour les dimensions de longueur indiquées dans le tableau 4 s'appliquent aux dimensions de longueur des pièces soudées et des composants soudés, telles que les dimensions externes, les dimensions internes, les dimensions de pas, la largeur et le diamètre. distance centrale les dimensions, etc. Notre entreprise choisit généralement le niveau A et n'a pas besoin d'être marqué. Les autres niveaux de précision doivent être indiqués sur le dessin.
Tableau 4 - Tolérances sur les dimensions linéaires (mm)
Tolérance Grade
Dimension nominale
2-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
A
±1
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
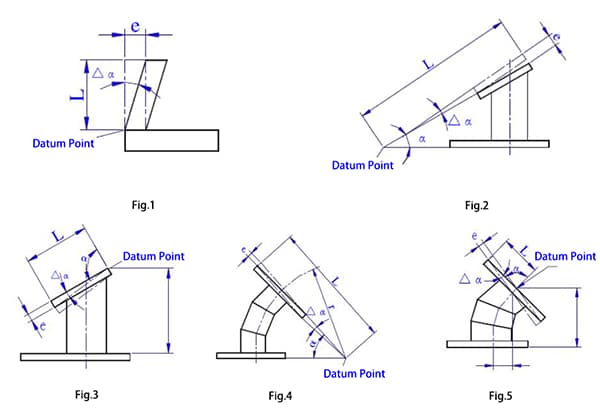
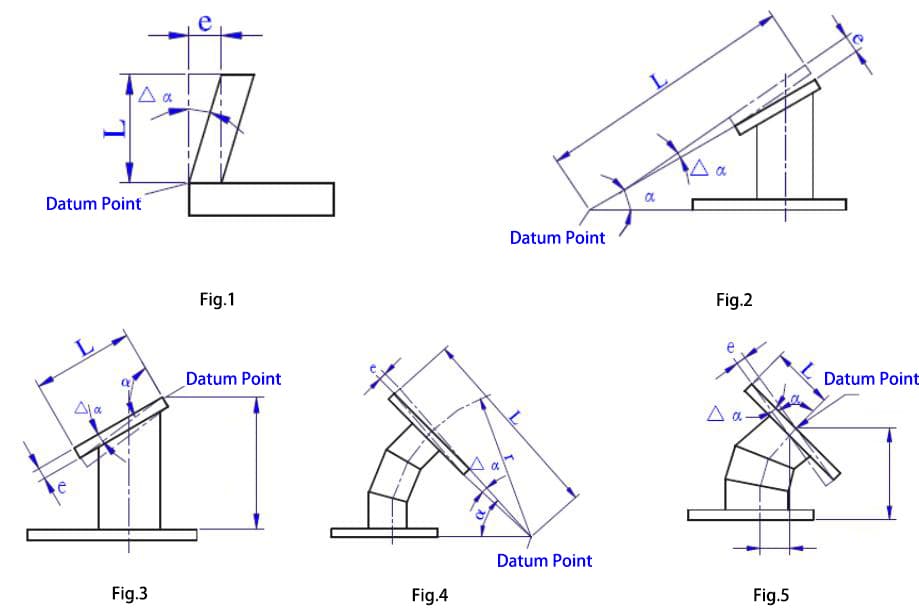
3.2. Tolérance sur les dimensions de l'angle
L'écart limite de l'angle est conforme au tableau 5. La dimension nominale de l'écart angulaire est basée sur le bord court comme bord de référence, et sa longueur est calculée à partir du point de référence indiqué sur le dessin, comme le montrent les figures 1 à 5.
Si l'angle n'est pas annoté sur le dessin, mais que seule la dimension de la longueur est annotée, l'écart admissible doit être exprimé en mm/m.
Notre entreprise choisit généralement le niveau A et n'a pas besoin d'être marqué. Les autres niveaux de précision doivent être indiqués sur le dessin.
Tableau 5 - Tolérance sur les dimensions des angles
Tolérance Grade
Dimension nominale
0-400
>400-1000
>1000
0-400
>400-1000
>1000
Tolérance exprimée en angle Δα(°)
Tolérance exprimée en longueur (mm/m)
A
±20′
±15′
±10′
±6
±4.5
±3
B
±45′
±30′
±20′
±13
±9
±6
C
±1°
±45′
±30′
±18
±13
±9
D
±1°30′
±1°15′
±1°
±26
±22
±18
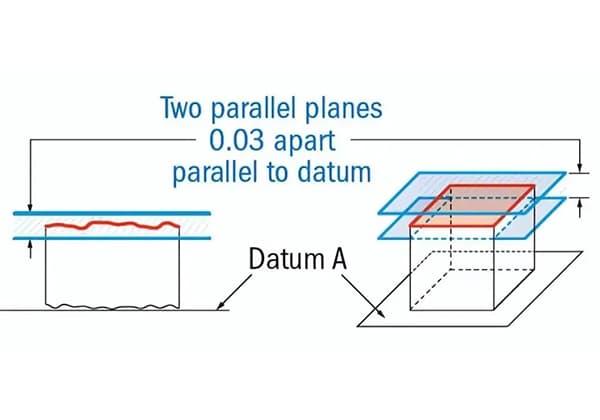
3.3. Tolérances de position des composants soudés.
La tolérance pour les rectitudeLa résistance, la planéité et le parallélisme qui ne sont pas marqués sur l'élément soudé doivent être conformes aux dispositions du tableau 6. Notre entreprise choisit généralement le grade E et n'a pas besoin d'être marqué sur le dessin. Pour les autres niveaux, ils doivent être indiqués sur le dessin.
Tableau 6 - Tolérance de rectitude, de planéité et de parallélisme (mm)
Tolérance Grade
Dimension nominale (correspondant au côté le plus long de la surface)
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
E
±0.5
±1
±1.5
±2
±3
±4
±5
±6
±7
±8
F
±1
±1.5
±3
±4.5
±6
±8
±10
±12
±14
±16
G
±1.5
±3
±5.5
±9
±11
±16
±20
±22
±25
±25
H
±2.5
±5
±9
±14
±18
±26
±32
±36
±40
±40
3.4. La sélection des degrés de tolérance dimensionnelle et de position pour les composants soudés est présentée dans le tableau 7.
Tableau 7
Niveau de précision
Champ d'application
Dimension linéaire
Tolérance de position
A
E
Composants soudés présentant des exigences et une importance élevées en matière de précision dimensionnelle.
B
F
Structures relativement importantes produites en lots avec une faible déformation thermique causée par le soudage et le redressage.
C
G
Structures générales telles que les structures en caisson avec une déformation thermique importante causée par le soudage et le redressage.
D
H
Composants structurels permettant des écarts plus importants.
4. Tolérance dimensionnelle pour les pièces moulées (extrait de GB/T 6414-1999)
4.1. La tolérance dimensionnelle pour les pièces moulées spécifiée dans cette norme se réfère à la tolérance qui devrait être atteinte dans des conditions normales de production.
4.2. Les valeurs numériques des tolérances dimensionnelles pour les pièces moulées doivent être conformes aux dispositions du tableau 8 ; le degré de tolérance doit être choisi conformément aux dispositions du tableau 9.
Tableau 8 - Valeurs numériques des tolérances dimensionnelles pour les pièces moulées (mm)
Blanc de couléeDimension de base
Tolérance Grade CT
>
≤
5
6
7
8
9
10
11
12
13
14
15
10
0.36
0.52
0.74
1
1.5
2
2.8
4.2
10
16
0.38
0.54
0.78
1.1
1.6
2.2
3
4.4
16
25
0.42
0.58
0.82
1.2
1.7
2.4
3.2
4.6
6
8
10
25
40
0.46
0.64
0.9
1.3
1.8
2.6
3.6
5
7
9
11
40
63
0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
63
100
0.56
0.78
1.1
1.6
2.2
3.2
4.4
6
9
11
14
100
160
0.62
0.88
1.2
1.8
2.5
3.6
5
7
10
12
16
160
250
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
250
400
0.78
1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
400
630
0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
630
1000
1
1.4
2
2.8
4
6
8
11
16
20
25
1000
1600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
1600
2500
3.6
3.8
5.4
8
10
15
21
26
33
2500
4000
4
6.2
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
Remarque :
① Les dimensions de base de la pièce moulée se réfèrent aux dimensions indiquées sur le dessin et doivent inclure les surépaisseurs d'usinage et les angles de dépouille.
② Pour les pièces de fonderie dont les dimensions de base sont inférieures ou égales à 16 mm, les valeurs de tolérance CT12 sont choisies pour les nuances CT13 à CT15.
Tableau 9 Tolérance sur les dimensions de la pièce moulée Grades CT
Production par lots et en masse.
Production de petites séries et de pièces uniques.
Méthodes de fabrication :
Tolérance Grade
Matériau de moulage
Tolérance Grade
Coulée manuelle en sable
11~13
Sable sec et humide
13~15
Moulage en sable à la machine et moulage en coquille
8~10
Sable autodurcissant
11~13
Moulage des métaux
7~9
Coulée à basse pression
7~9
Coulée en cire perdue
5~7
4.3. La zone de tolérance doit avoir une distribution symétrique, c'est-à-dire que la moitié de la tolérance doit être positive et l'autre moitié négative.
Toutefois, en cas d'exigences particulières, un réglage asymétrique peut également être utilisé, ce qui doit être indiqué sur le dessin ou le document technique.
Le degré de tolérance de la fonte doit être indiqué sur le dessin ou dans le document technique correspondant. Si elle n'est pas spécifiée, toutes les pièces moulées seront exécutées selon la nuance CT11.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les ingénieurs assurent la précision de la fabrication ? Cet article plonge dans le monde fascinant de la tolérance au parallélisme. Apprenez comment de minuscules écarts peuvent avoir un impact sur les performances des composants et découvrez...
Vous êtes-vous déjà demandé comment les mesures précises façonnent le monde de l'ingénierie mécanique ? Cet article explore des outils essentiels tels que les règles en acier, les pieds à coulisse et les calibres à vernier, en révélant leur utilisation et leur précision. Apprenez comment...
Vous êtes-vous déjà demandé comment les ingénieurs garantissent la précision et l'exactitude de la fabrication ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des tolérances géométriques - un aspect crucial de...
Vous êtes-vous déjà demandé comment les objets du quotidien sont méticuleusement fabriqués à partir de métal ? Cet article présente 444 concepts essentiels de la fabrication mécanique, des techniques de rivetage aux nuances des machines à souder....
Vous êtes-vous déjà demandé comment la plus petite mesure peut avoir un impact sur la qualité d'une machine ? Cet article plonge dans le monde fascinant de la mesure mécanique, révélant comment la précision des dimensions,...
Faites passer votre entreprise à la vitesse supérieure