Le système de synchronisation électro-hydraulique de la presse plieuse à commande numérique est composé des huit éléments suivants :
- Assemblage de l'entraînement
- Unité de soupape de contrôle de la pression
- Unité de vanne de contrôle en boucle fermée
- Amplificateur à valve proportionnelle en boucle fermée
- Cylindre hydraulique
- Système de détection de position
- Système CNC
- Système électrique, etc.
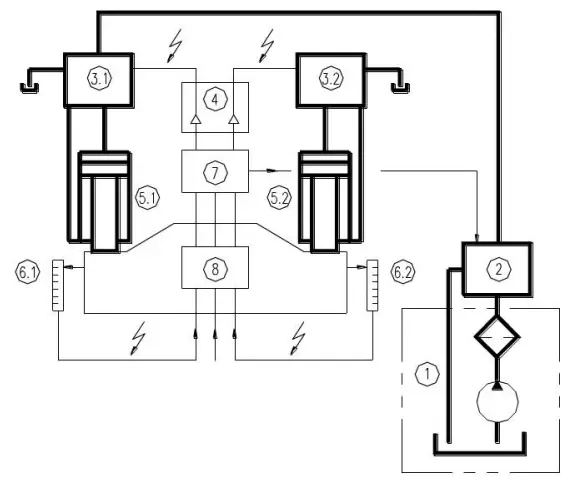
La synchronisation de la position des deux cylindres à piston pendant la course et le positionnement du point de fin de course sont réalisés par le système servo synchrone électro-hydraulique, qui a une grande précision de synchronisation et de positionnement répété. Veuillez vous référer à la figure ci-dessous pour connaître le principe de fonctionnement du système de synchronisation de la presse plieuse.
Fig. 2. Schéma de la commande synchrone
L'huile sortant de l'unité d'entraînement pénètre dans le vérins hydrauliques L'huile est détectée et renvoyée au système CNC et au système électrique par l'intermédiaire du système de détection de position situé aux deux extrémités du vérin. Ensuite, le système CNC transmet le signal de traitement à l'amplificateur de la valve proportionnelle en boucle fermée, et l'unité de la valve de contrôle en boucle fermée distribue l'huile aux cylindres hydrauliques aux deux extrémités pour réaliser la synchronisation aux deux extrémités du vérin. La synchronisation et la précision du positionnement répété sont élevées.
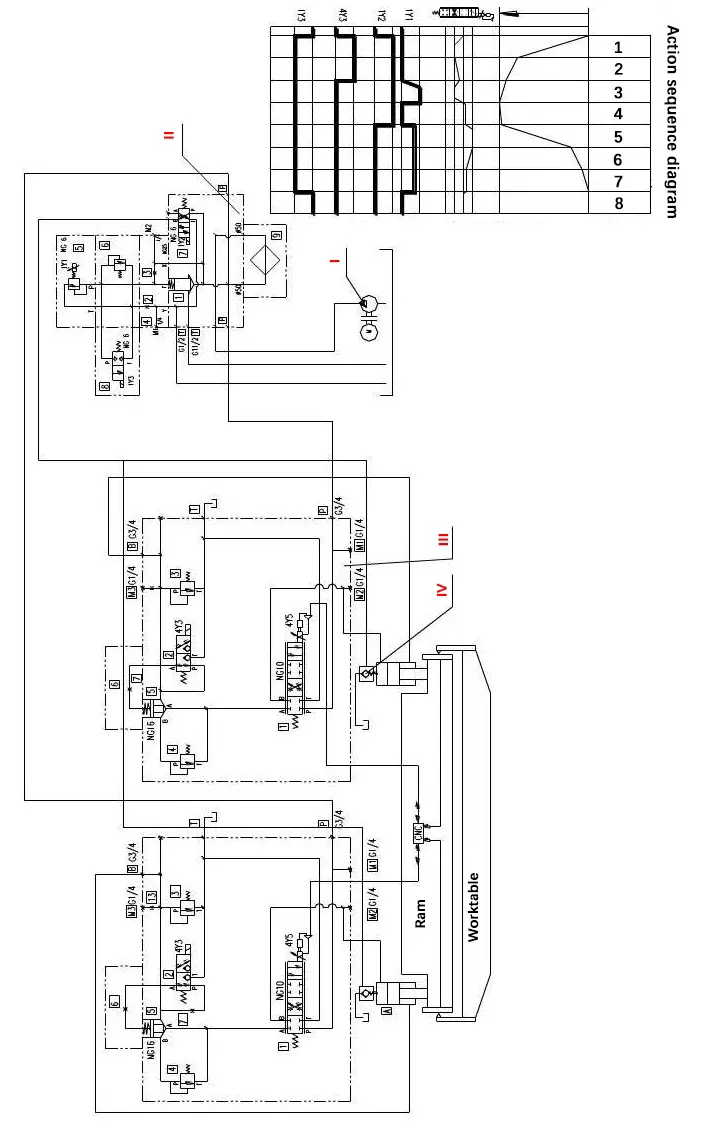
Veuillez vous référer au schéma hydraulique de la presse plieuse CNC (Fig. 3) et au tableau de séquence d'action joint dans le coin supérieur droit pour le principe du système hydraulique et la séquence d'action des composants hydrauliques de la presse plieuse CNC. presse plieuse machine.
Fig.3 Schéma hydraulique de l'unité de traitement des eaux usées. Presse plieuse CNC
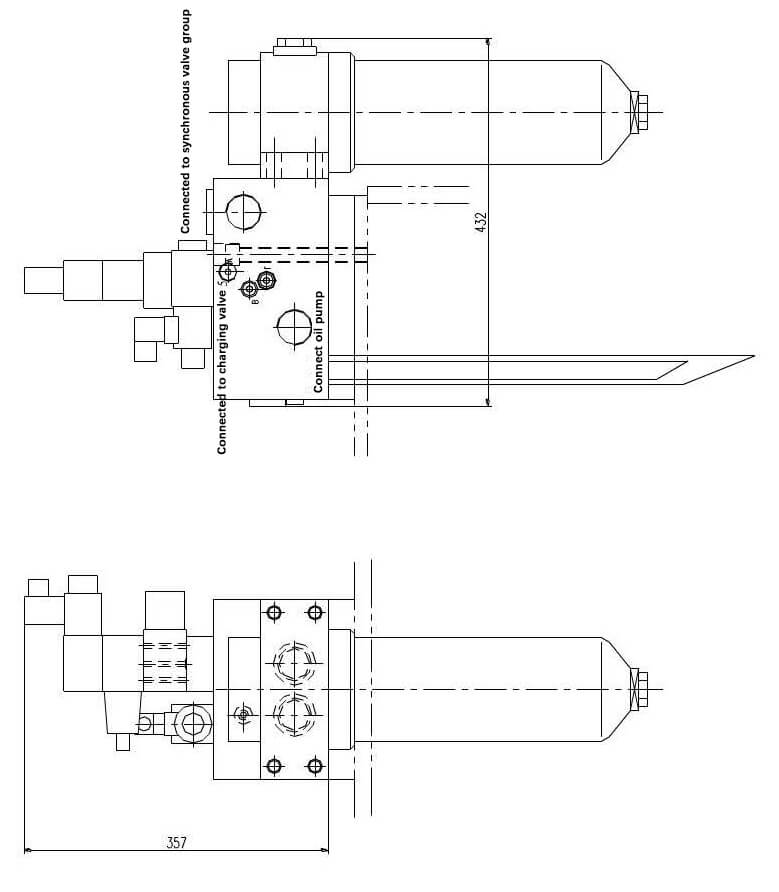
Veuillez vous référer à la figure 4 pour la disposition du groupe de vannes de régulation de pression du système hydraulique et à la figure 5 pour la disposition du groupe de vannes de régulation en boucle fermée. Le numéro de série et le code des composants indiqués dans les figures sont les mêmes que ceux de la figure 3.
Fig4. Groupe de vannes de régulation de pression du système hydraulique
Fig.5 Groupe de vannes de régulation en boucle fermée
Pendant fonctionnement de la machineLe bélier doit passer par huit étapes pour effectuer une course :
- Descente rapide
- Lenteur à la baisse
- Presser et maintenir la pression
- Décharge de pression
- Rapidement vers le haut
- Décélération vers le haut
- Lent au point mort
- S'arrêter au point mort supérieur.
Phase 1 :
Pour allumer 4Y3 et 4Y5, actionnez le bouton bas.
Lorsque le moteur 4Y3 est mis sous tension, les orifices A et T de la soupape de levage (III-2) sont connectés, l'orifice P est fermé, de sorte que la chambre supérieure de la soupape à cartouche (III-5) est connectée au réservoir d'huile et que la soupape à cartouche (III-5) est ouverte. Lorsque 4Y5 est mis sous tension, les orifices P et B de la servovalve proportionnelle (III-1) sont connectés, les orifices A et T sont connectés, et l'orifice d'étranglement est réglé au maximum.
En raison de l'ouverture de la soupape (III-5), l'huile contenue dans la chambre inférieure des deux cylindres d'huile retourne rapidement au réservoir d'huile par les orifices A et T de la soupape (III-5) et de la soupape (III-1), et la pression d'huile nécessaire pour soutenir le vérin est perdue.
Sous l'effet du poids propre du vérin, le piston descend rapidement et le taux de variation du volume de la chambre supérieure du cylindre à huile est supérieur au débit de la pompe à huile, ce qui entraîne une pression négative dans la chambre supérieure du cylindre à huile, et l'huile contenue dans le réservoir à huile est pressée dans les chambres supérieures des deux cylindres à huile par le robinet de remplissage (IV). Le vérin descend rapidement à vide.
Phase 2 :
Lorsque le bélier atteint rapidement la valeur définie, fournir à 4Y5 une nouvelle valeur de paramètre par l'intermédiaire du système CNC afin de réduire l'orifice d'étranglement de la servovalve proportionnelle (III-1) et de ralentir le bélier.
Phase 3 :
Coup de pouce à l'avancement du travail :
4Y3 est hors tension, 1Y2 est sous tension, 4Y5 est sous tension et la servovalve proportionnelle (III-1) est connectée aux ports P-B et A-T.
Lorsque 4Y3 perd de la puissance, la soupape de levage (III-2) se réarme (l'orifice P-A est connecté et l'orifice T est fermé), de sorte que la soupape (III-5) est également fermée, le circuit d'huile dans la chambre inférieure du cylindre d'huile est coupé, et la pression nécessaire pour soutenir le vérin est rapidement générée, empêchant le vérin de tomber librement.
1Y2 est sous tension, en connectant l'orifice P-A et l'orifice B-T de la vanne d'inversion (II-7). Fermer l'orifice de commande de la vanne de chargement, fermer la vanne de chargement et couper le passage entre la chambre supérieure du cylindre à huile et le réservoir d'huile.
L'huile produite par la pompe à huile pénètre dans la chambre supérieure du cylindre à huile par le filtre à huile fin (II-9) et l'orifice P-B de la servovalve proportionnelle (III-1). La soupape de décharge proportionnelle (II-5) établit une pression par l'intermédiaire de l'électro-aimant 1Y1, forçant le vérin à se déplacer vers le bas contre la force de support et la force de pression du matériau de la chambre inférieure du cylindre à huile, tandis que l'huile dans la chambre inférieure du cylindre à huile retourne au réservoir d'huile par l'orifice P-A de la soupape de décharge (II-5) et l'orifice A-T de la servo-valve proportionnelle (III-1).
Le processus de pressage et de renforcement est ainsi achevé.
Phase 4 :
Lorsque la pression est terminée, 1Y2 reste sous tension, 1Y1 perd son alimentation et 4Y5 est sous tension.
Lorsque 1Y1 est mis hors tension, l'huile du système commence à relâcher la pression tandis que 4Y5 est mis sous tension. Les orifices P, A, B et T de la servovanne proportionnelle (III-1) sont fermés pour équilibrer la force des cavités supérieure et inférieure du cylindre à huile.
Phase 5 :
Après la décompression, 1Y2 est mis hors tension et 1Y1 et 4Y5 sont mis sous tension.
Lorsque 1Y2 est mis hors tension, le distributeur (II-7) est réarmé, connectant l'orifice P-B et l'orifice A-T. L'orifice P-B étant connecté, la vanne de charge (IV) est ouverte pour connecter le chemin de retour d'huile entre la chambre supérieure du cylindre d'huile et le réservoir d'huile. 4Y5 est alimenté, et les ports P-A et B-T de la servovalve proportionnelle (III-1) sont connectés.
À ce moment, l'huile produite par la pompe à huile s'écoule dans la chambre inférieure du cylindre à huile par le filtre fin (II-9), l'orifice P-A de la servovalve proportionnelle (III-1), la valve unidirectionnelle (IV-11) et la valve (III-5), et la valve de trop-plein proportionnelle (II-5) établit une pression par l'intermédiaire de l'électro-aimant 1Y1, ce qui fait monter rapidement le vérin. L'huile hydraulique contenue dans la chambre supérieure du cylindre retourne au réservoir d'huile par la soupape de chargement (IV).
Phase 6 et 7 :
Lorsque le vérin monte jusqu'à une certaine position, 1Y1 continue d'être alimenté tout en modifiant le signal électrique de 4Y5 pour ajuster l'ouverture de la servovalve proportionnelle (III-1) et la fermer lentement pour décélérer la montée et atteindre le point mort haut.
Phase 8 :
Lorsque le coulisseau atteint le point mort haut, 1Y1 perd de l'énergie et le coulisseau s'arrête de tourner, ce qui permet d'effectuer une course complète de la machine-outil.
Le système d'asservissement synchrone d'une presse plieuse contrôle le coulisseau de la presse plieuse CNC pour qu'il reste toujours parallèle à l'établi pendant l'approche rapide, la course de travail, le positionnement du point final et le retour.
Si le coulisseau s'incline en raison de diverses perturbations et charges excentriques, le système de détection de position situé aux deux extrémités du coulisseau détecte et renvoie la valeur de l'écart à l'ordinateur, qui ajuste les paramètres tels que le débit et la pression de l'huile entrant dans le cylindre d'huile par le biais de la servovalve proportionnelle afin de maintenir les positions des deux pistons synchronisées, garantissant ainsi que le coulisseau reste parallèle à la table de travail.