Le taraudage : Types, sélection et compétences expliqués
Avez-vous déjà eu du mal à créer des filetages parfaits dans vos pièces ? Cet article dévoile les secrets du taraudage, un processus crucial dans l'usinage. Apprenez à améliorer les performances du taraudage, à choisir les bons outils et à relever les défis les plus courants. Préparez-vous à améliorer vos compétences en matière de taraudage et à obtenir des résultats irréprochables !
Les tarauds sont des outils utilisés pour créer divers filetages intérieurs de taille moyenne et petite. Ils sont de conception simple et faciles à utiliser. Ils peuvent être utilisés à la main ou sur des machines-outils, ce qui en fait des outils très répandus dans la production.
Vous avez du mal à vous faire entendre pendant le processus de traitement ? Ne vous inquiétez pas ! Aujourd'hui, je vais vous donner quelques conseils pour vous aider à mieux comprendre les tapotements.
Qu'est-ce que le tapping ?
Le taraudage est l'opération qui consiste à découper un filet intérieur à l'intérieur d'un trou dans une pièce à l'aide d'un taraud.
1) Les facteurs qui déterminent la performance du robinet sont les suivants :
Matériau de la pièce, vitesse de coupe, matériau de l'arête de coupe, porte-outil, forme du taraud, taille du trou, porte-outil de taraudage, fluide de coupe et la profondeur du trou.
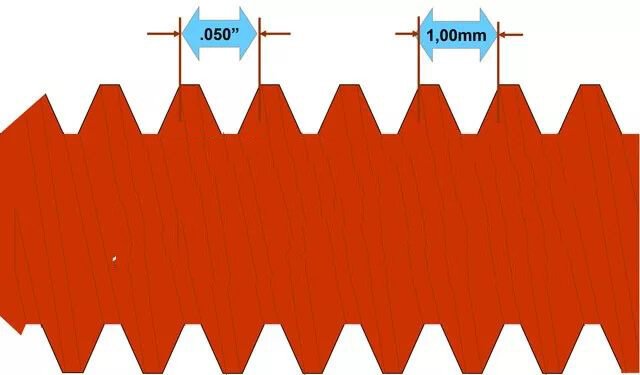
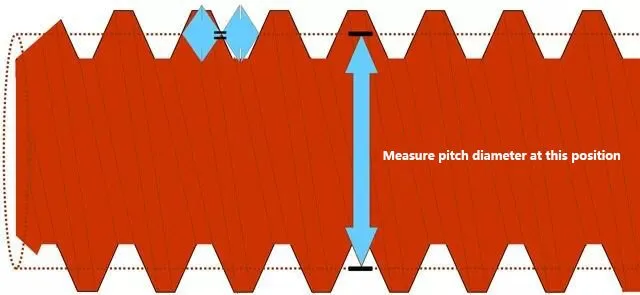
2) Pitch :
La distance axiale entre deux dents adjacentes sur un filet correspond à deux points sur la ligne du diamètre primitif.
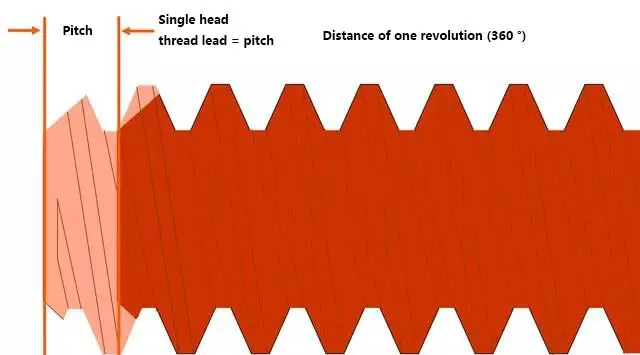
3) Plomb :
La distance axiale entre les points correspondants de deux dents adjacentes sur la même hélice est appelée pas et est désignée par un code.
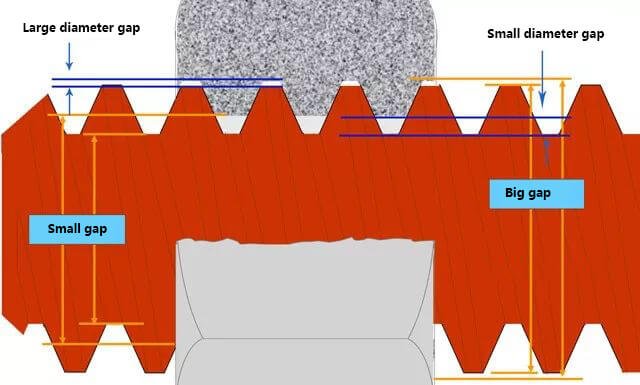
4) Diamètre nominal du filetage :
Le diamètre nominal d'un filetage de tuyau est le diamètre intérieur du tuyau traversant (mesuré en pouces), tandis que le diamètre nominal d'autres filets est le diamètre principal du filetage (mesuré en unités métriques).
5) Diamètre du pas de vis :
Le diamètre primitif est l'aspect le plus crucial car il détermine l'ajustement et la résistance de tous les assemblages filetés. Il est situé sur la ligne de pas et la largeur de la dent à cet endroit est égale à la largeur de la fente de la dent adjacente.
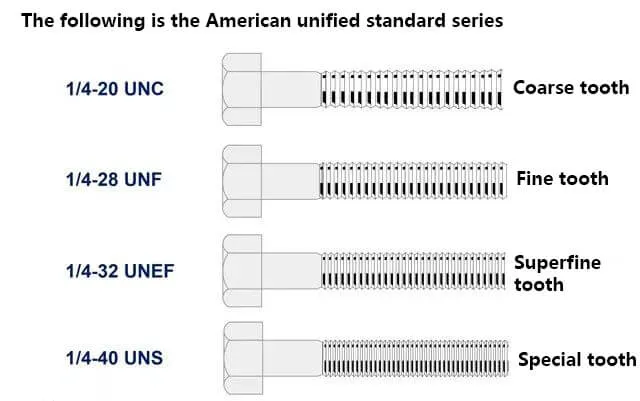
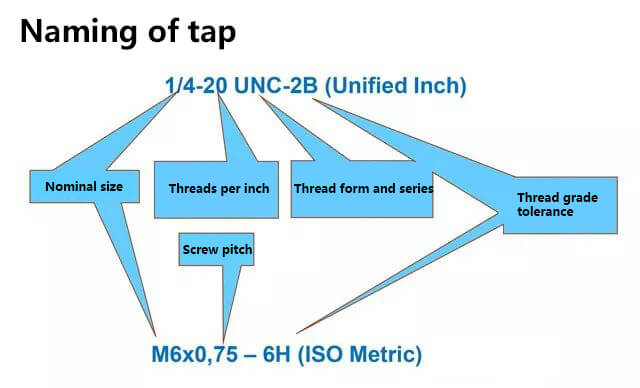
Désignation des fils
Fil anglais : Le fil anglais est un type de dimension de fil qui est marqué dans le système anglais. Il a été développé conjointement par les États-Unis, la Grande-Bretagne et le Canada afin de fournir un système unifié.
Filetage métrique : Le filetage métrique est un type de filetage développé selon le système ISO (Organisation internationale de normalisation). Il s'agit de la norme mondiale pour filets métriques.
Concevoir des taraudages performants
1) Une application parfaite
Dans le processus de taraudage, plusieurs facteurs doivent être pris en compte, notamment la conception de la pièce à usiner, la conception du taraud et l'application prévue. L'objectif est de minimiser l'effort de coupe et de maximiser la résistance du taraud.
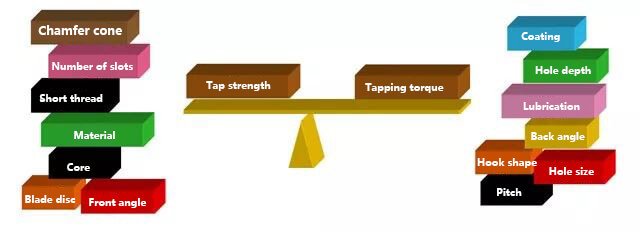
2) Options d'équilibre : tous les aspects de la demande doivent être pris en considération
3) Points clés de la conception du robinet
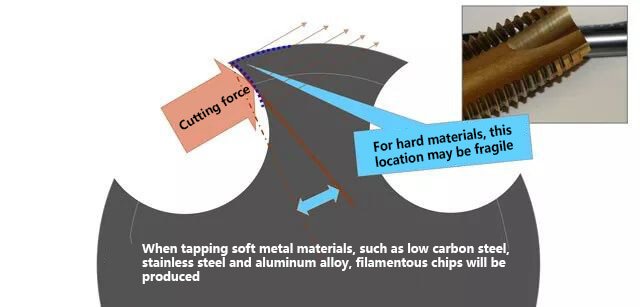
(1) Pour les matériaux plus tendres et plus visqueux qui produisent de longs copeaux, le robinet doit avoir une conception simple, un angle avant et un angle de crochet importants, un angle arrière important et des mesures visant à éviter les vides. Il doit également être conçu pour faciliter la coupe, avec une tendance à l'affaissement sur les bords, une structure générale fragile et un grand espace pour contenir les copeaux.
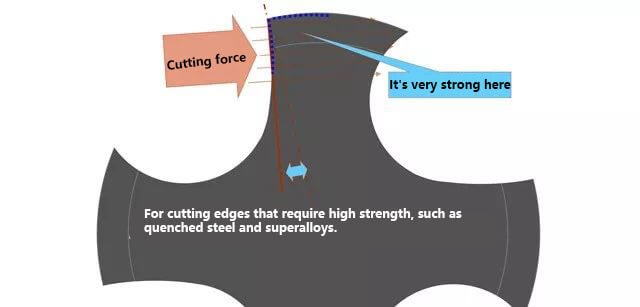
(2) Pour les matériaux plus durs, le taraud doit avoir une conception robuste, un petit angle avant et un angle de crochet, un petit angle arrière et un arrière de pelle, et être capable de résister à une pression de coupe élevée. Il doit également être doté d'une arête solide pour réduire l'affaissement de l'arête, d'une grande section transversale et d'un espace de rétention des copeaux limité.
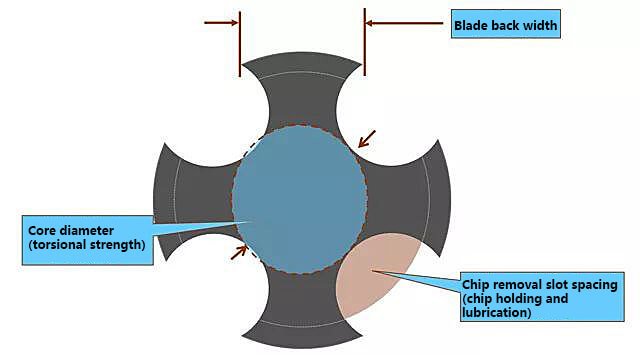
(3) Les facteurs à prendre en compte dans la conception du taraud comprennent le type de rainure, le matériau utilisé pour l'outil et les traitements de renforcement de la surface. Ces caractéristiques de conception doivent être équilibrées pour assurer une coupe, un contrôle des copeaux, une lubrification et une résistance à la torsion adéquats.
Lors de la coupe, il est important de s'arrêter au milieu de la coupe et d'inverser la direction du trou, tout en maintenant la coupe dans la rainure. C'est là le plus grand défi du taraudage et de la conception de tarauds dans l'industrie métallurgique.
Forme du robinet
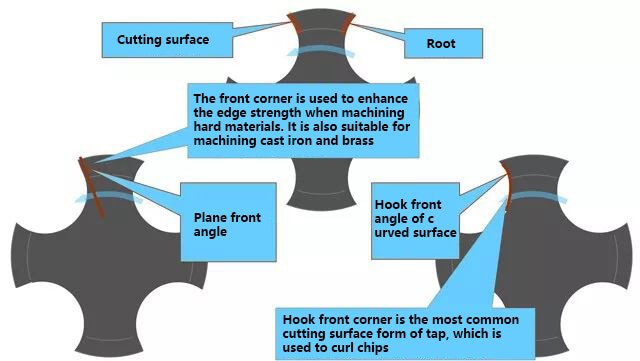
1) Type de surface de coupe du robinet
① Sélection correcte du robinet à crochet positif
② Sélectionner correctement le robinet avec un angle de crochet faible ou négatif
2) Robinet de coupe
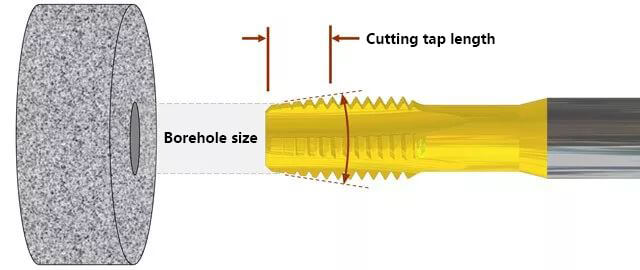
La durée de vie d'un taraud peut être considérablement prolongée avec chaque dent de taraud supplémentaire. Des tests ont montré que la durée de vie de l'outil peut être doublée pour chaque moitié du filet de la dent de coupe.
Contrairement à d'autres outils, la charge de copeaux d'un taraud ne peut être modifiée que par le nombre de fentes d'évacuation des copeaux et la longueur du taraud de coupe.
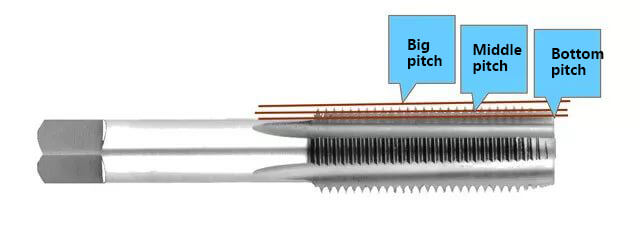
3) Robinet inversé :
Comme tous les autres outils, le robinet est également légèrement inversé.
4) Enfiler la pelle en arrière
Les avantages de l'utilisation d'une pelle à fileter comprennent une moindre accumulation de chaleur sur le taraud et une moindre accumulation de plastique à l'arrière de la pièce, ce qui peut contribuer à réduire l'accumulation de copeaux sur le filetage.
Les inconvénients de l'utilisation d'un dos de pelle à fil sont les suivants : le tranchant devient cassant et a tendance à s'effondrer, l'arbre principal n'est pas assez rigide et le dos de la pelle à fil n'est pas assez solide. serrage (y compris une poignée d'outil flottante), et la possibilité que de petits copeaux s'incrustent pendant la rotation inverse, entraînant l'effondrement de l'arête de coupe.
5) Tolérance du robinet
Chaque robinet a un diamètre de pas unique.
Les tarauds marqués d'une tolérance H ou D (principalement les tarauds américains) indiquent la taille du filetage du taraud à travers la tolérance H/D. La lettre indique si la taille du taraud est supérieure (H = impérial, D = métrique) ou inférieure (L = impérial, DU = métrique) au diamètre primitif. La taille réelle du taraud est exprimée par rapport au diamètre primitif, par exemple H2, D3, L1 ou DU2.
Les robinets sont également souvent marqués d'une classe de filetage. Par exemple, une série générale de tarauds HP indique que le taraud est de la bonne taille pour la classe de raccord de la pièce. Un taraud de nuance 3B convient à une pièce de nuance 2B, et un taraud marqué d'une nuance "X" indique qu'il a une grande tolérance et qu'il est utilisé pour les tarauds de précision, les pièces électrodéposées ou traitées thermiquement, ou les matériaux dont la mémoire est proche de l'élasticité.
Pour les filetages électrodéposés, il est nécessaire de choisir un taraud ayant un degré de tolérance plus élevé pour les filetages intérieurs. Un diamètre de pas plus grand se traduira par une taille de filetage légèrement plus grande, et l'augmentation après la galvanisation ramènera la taille du filetage à la valeur spécifiée.
Traitement de coupe du robinet
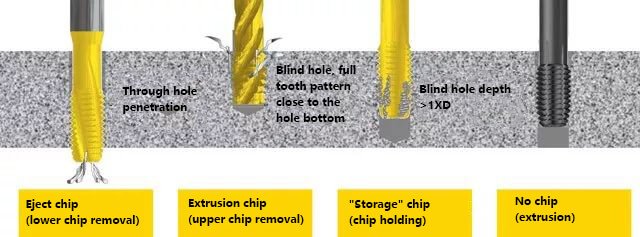
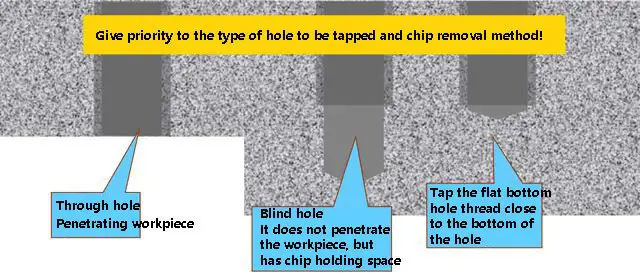
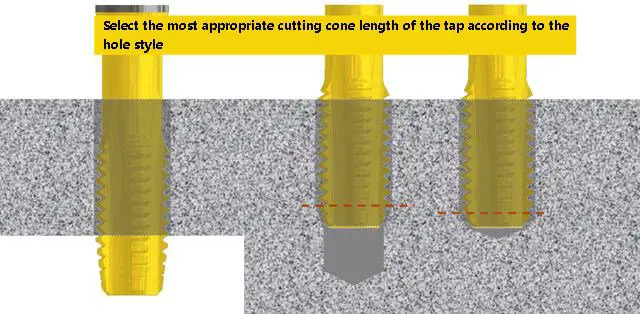
1) Type de trou et traitement des copeaux
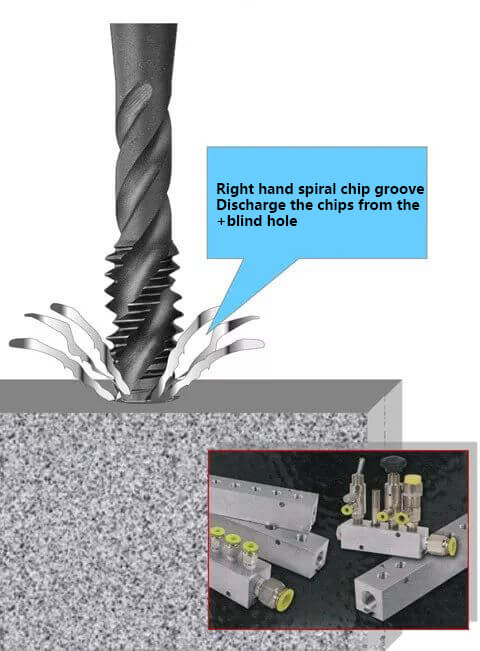
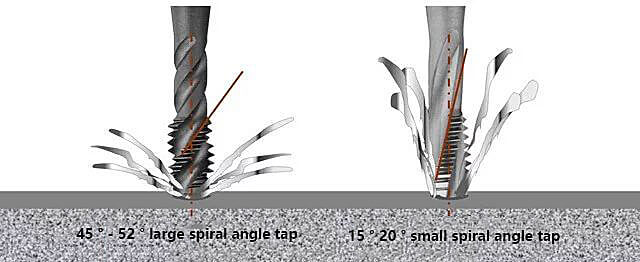
2) Découpe par extrusion, enlèvement des copeaux en spirale, robinet à fente :
Le taraud à fente à enlèvement de copeaux en spirale est le mieux adapté à l'usinage des trous borgnes et des trous profonds. Il est recommandé d'utiliser des matériaux qui produisent des copeaux collants, ce qui le rend idéal pour les coupes intermittentes.
Le noyau conique du taraud à fente d'enlèvement de copeaux en spirale est très fin, ce qui en fait la partie la plus vulnérable de la conception du taraud. Pour éviter les ruptures, la vitesse doit être inférieure de 30% à 40% par rapport à celle d'un taraud à fente d'enlèvement de copeaux droit.
3) Retirer la coupe
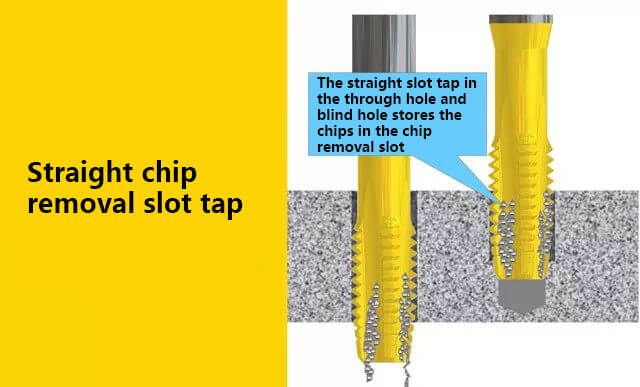
4) Taraud à rainure droit pour l'enlèvement des copeaux :
Pour les matériaux susceptibles de briser les copeaux, tels que le laiton, la fonte ou l'acier trempé, il est recommandé d'utiliser un taraud à haute résistance. Un liquide de refroidissement ou un gaz est généralement nécessaire pour évacuer les copeaux de la rainure d'enlèvement de copeaux.
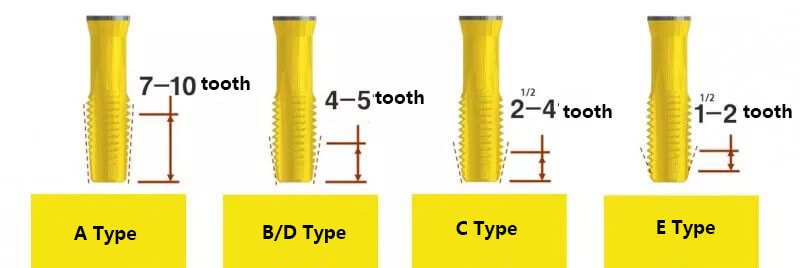
Les tarauds peuvent se présenter sous différentes formes de coupe, notamment :
Conicité (forme A) "A" - taraudage initial
Bouchon (formes B et D) "B/D" - robinet du milieu
(Forme C) "C" - fond semi-plat ou fond plat modifié
(Forme E) "E" - fond plat
5) Robinet d'extrusion :
Sa caractéristique de traitement est qu'il n'y a pas de puce dans le trou de passage ou le trou borgne.
6) Comparaison entre le taraud de coupe et le taraud d'extrusion
7) Influence de la taille du trou de fond sur le filet d'extrusion
Revêtement du robinet
1) Avantages du revêtement
① Traitement de surface: Améliore l'aspect des tarauds HSS sans en modifier la taille.
② Amélioration de la durée de vie du taraud : Offre une grande résistance à l'usure, réduit la friction et la consommation d'énergie, réduit l'affaissement et la rupture de la lame et augmente légèrement la dureté de la surface.
③ Améliore la qualité de la surface et la précision dimensionnelle des trous de vis : Maintient une arête de coupe tranchante avec un effet lubrifiant, réduit la charge et les rayures, et minimise l'accumulation de copeaux.
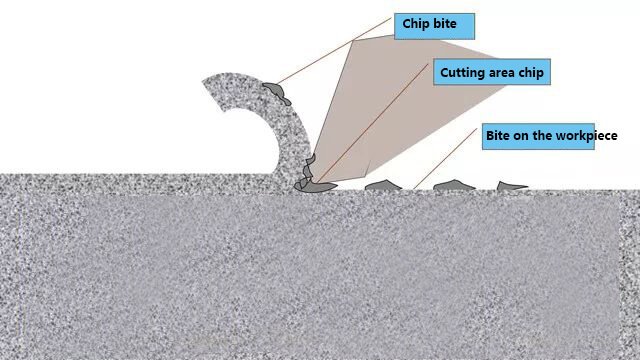
2) Qu'est-ce qu'une tumeur à puce ?
Le matériau de la pièce est soudé ou mordu sur l'arête du copeau.
Au début de la coupe, une accumulation de copeaux se forme et croît tout au long du processus de coupe.
Lorsque l'accumulation de copeaux devient importante, la pression de coupe les fait éclater et les fragments s'incrustent dans la pièce, ce qui entraîne une mauvaise finition et des écarts par rapport à la taille souhaitée.
Lorsque l'accumulation de copeaux se fragmente, les particules du matériau de l'outil se décomposent, ce qui entraîne l'usure de l'outil.
3) Traitement de surface traditionnel
Traitement par oxydation:
Augmentation de la vitesse de coupe de 5% - 10%
Oxydation contrôlée (rouille !)
Noir
La porosité de l'oxydation maintient le liquide de coupe à la surface de l'outil.
Applicable aux matériaux ferreux (à base de fer), non applicable au titane, au laiton, à l'aluminium, aux matériaux composites, au cuivre, au zinc ou aux matières plastiques.
Il est utilisé efficacement dans les matériaux ferreux et non ferreux, y compris l'alliage d'aluminium et l'alliage de cuivre. alliage de titane
Vitesse de coupe augmentée de plus de 50%
La clé du succès de l'écoute
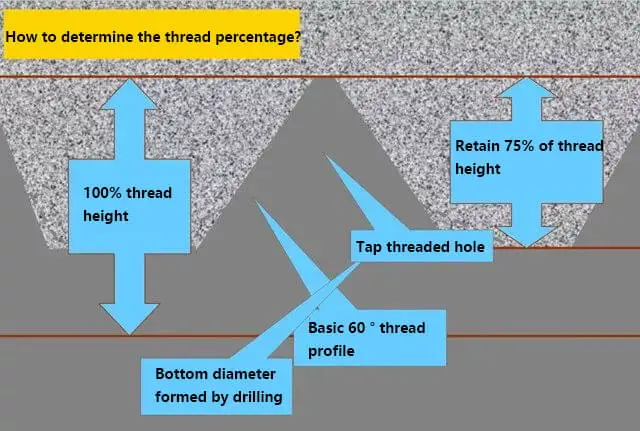
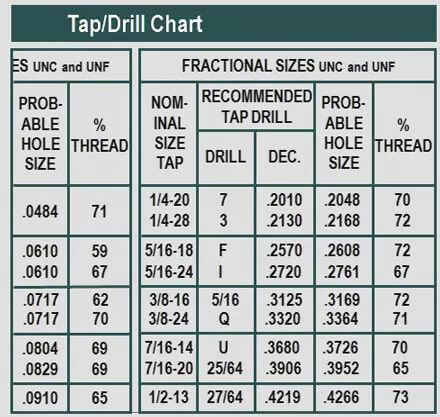
1) Déterminer le pourcentage de fil
La taille du trou percé détermine le pourcentage du diamètre du fond de filet et de la hauteur du filet.
Plus le diamètre du foret utilisé est important, plus le rapport de hauteur de filetage obtenu est faible.
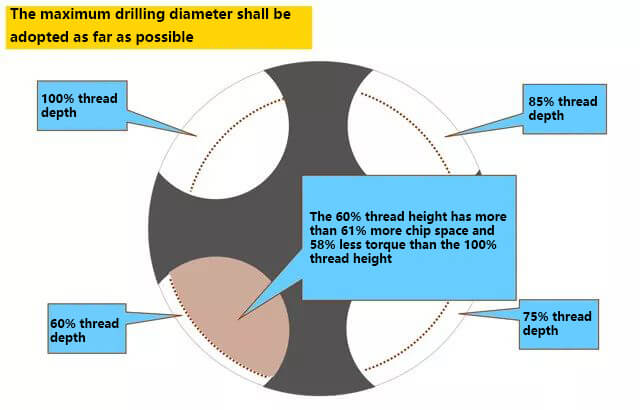
2) Sélection de la taille du trou de fond
En règle générale, un rapport de hauteur de fil de 65% à 70% est préférable.
Alors que la résistance d'un filet d'une hauteur de 83% n'est supérieure que de 2% à celle d'un filet d'une hauteur de 65%, le couple de taraudage est plus que doublé.
3) Questions fréquemment posées
① Causes de la coupure de l'extrémité du robinet
Taraudage manuel : l'avance manuelle n'est pas coordonnée et l'avance est trop rapide ou trop lente.
Taraudage machine : le cycle de taraudage asynchrone n'est pas programmé correctement.
Machine-outil à vis d'entraînement : Jeu causé par une vis d'entraînement usée ou un écrou de réglage de la vis d'entraînement desserré.
Machine d'alimentation à cames : Profil de came incorrect ou usé.
Machines-outils pneumatiques ou hydrauliques : Pression incontrôlable, trop élevée ou trop basse.
Machine à engrenages : Jeu dû à un mauvais réglage ou à l'usure de l'engrenage.
② Résoudre le problème de la coupe du dessus de robinet
Pour obtenir les filets les plus précis, la vitesse d'avance doit être synchronisée avec la vitesse de rotation de la broche.
La vitesse d'avance et la rotation de la broche doivent correspondre au pas du filet.
6) Avantages du taraudage synchrone sur les machines-outils à commande numérique :
Le contrôle de la profondeur du filetage, la constance de la taille d'un trou à l'autre, l'élimination de la coupe en toiture et la reprise du taraudage si nécessaire sont des facteurs importants pour le taraudage.
Question : Si un Machine CNC programmé avec le cycle de taraudage G84 est actionné manuellement, cela signifie-t-il qu'un taraudage rigide peut être effectué ?
Réponse : Non ! Beaucoup de Machines-outils à commande numérique ont un programme de taraudage fixe avec une avance sous forme de perçage. Ces programmes ne peuvent pas être synchronisés avec la broche.
Attention ! Les données de la machine-outil doivent indiquer si la machine-outil a des capacités de taraudage "synchrone" ou "rigide".
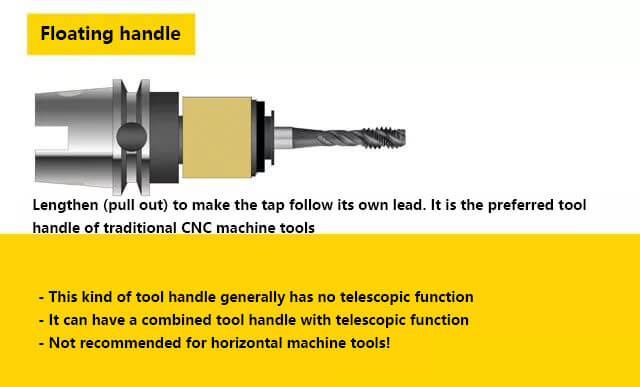
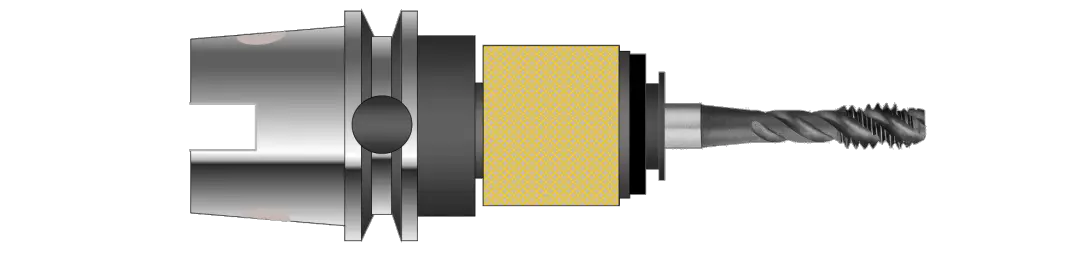
7) Choix du manche de l'outil
Pour les écoutes asynchrones :
Machine-outil CNC à cycle de taraudage fixe
Mécanisme d'alimentation à came, à engrenage, pneumatique ou hydraulique
Pour le taraudage synchrone :
En cas de filets surdimensionnés ou sous-dimensionnés
8) Entretien de la poignée de l'outil
Un bon entretien des porte-outils est essentiel pour produire des filetages de haute qualité et prolonger la durée de vie des tarauds.
Le mécanisme interne doit être maintenu exempt de copeaux et de débris.
Lubrifiez régulièrement pour assurer le bon fonctionnement des composants et éviter la rouille.
Vérifier fréquemment la poignée de l'outil, en particulier lors de l'utilisation de liquides de refroidissement solubles dans l'eau.
Dépannage
1) Fil excessif
Taraudage Réglage NC
Lors du taraudage avec des machines-outils à commande numérique sans cycle de taraudage rigide :
Programmer la vitesse d'avance de 95% à 98% de la course inverse du robinet.
N'utilisez que des manches d'outils allongés ou des manches d'outils télescopiques avec verrouillage par compression.
Lors du taraudage sur des machines-outils à commande numérique avec un cycle de taraudage rigide :
Le cordon de prise est programmé pour une vitesse d'avance de 100%.
Utiliser une tige intégrale ou une tige synchrone.
Si la fin de la jauge de fil est dépassée pendant l'étêtage :
Reprogrammer et suivre la procédure "non rigide".
Envisager d'utiliser des raccords à changement rapide pour minimiser le "flottement".
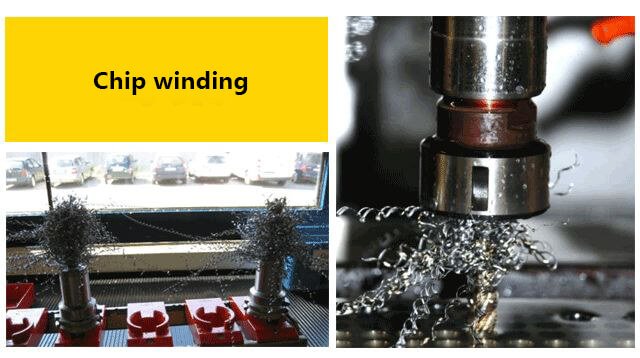
2) Enroulement des copeaux
Modifier la forme du robinet
→ rainure droite
→ angle d'hélice plus faible
Raccourcir le taraud de coupe
Modifier la forme du coin avant
Augmenter le nombre d'emplacements
Modifier la vitesse
Crochet plus petit
Dans le cas d'une prise rigide, augmenter le cycle de picage.
Envisager un robinet d'extrusion
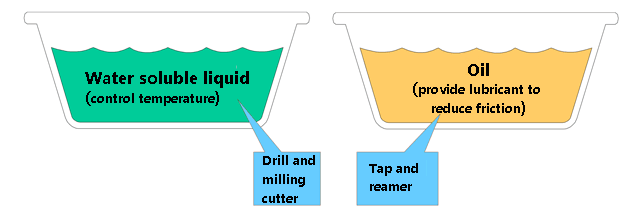
3) Sélection des lubrifiants
Le but de la lubrification dans les tarauds est de réduire les frottements.
C'est pourquoi les lubrifiants sont généralement utilisés pour le taraudage, et non les liquides de refroidissement.
Si un liquide de refroidissement est utilisé, ajouter des additifs EP (ultra-haute pression) ou HP (haute pression).
Le taraud a une vitesse d'avance fixe et importante qui est contrôlée par le pas du taraud, tandis que le forage L'alimentation peut être ajustée pour contrôler la charge.
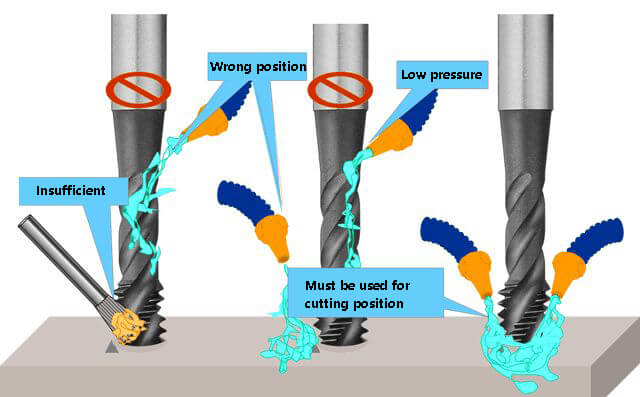
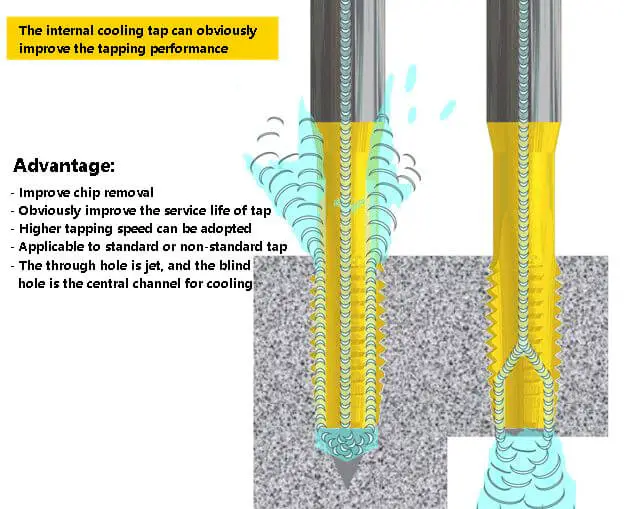
4) Application du liquide de refroidissement
Base de sélection des robinets
Avant de choisir un robinet, il faut comprendre :
Type de trou, trou traversant, trou borgne ou trou profond
Profondeur minimale de forage
Profondeur minimale de filetage requise
Les robinets d'extrusion sont-ils pris en compte ?
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez qu'une simple surface en verre vous permette d'accéder à la précision des machines-outils. C'est exactement ce que font les échelles à réseaux linéaires, qui transforment les lignes fines en mesures extrêmement précises. Cet article explore comment ces...
Vous êtes-vous déjà demandé comment les arêtes vives des pièces métalliques sont adoucies ? Ce processus, connu sous le nom de chanfreinage, transforme les angles dangereux et irréguliers en surfaces angulaires plus sûres. Dans cet article, vous...
Vous êtes-vous déjà demandé quelles marques de roulements étaient les meilleures au monde ? Dans cet article de blog, nous allons explorer les principaux fabricants de roulements connus pour leur qualité exceptionnelle, leur...
Vous êtes-vous déjà demandé qui alimente le monde en coulisses ? Dans cet article de blog, nous allons nous plonger dans les principaux fabricants de générateurs qui maintiennent les lumières allumées...
Vous êtes un futur ingénieur en mécanique et vous souhaitez exceller dans votre domaine ? Dans cet article de blog, nous allons explorer les 10 logiciels de conception d'ingénierie mécanique les plus importants qui peuvent...
Vous êtes-vous déjà demandé comment l'intégrité des écrous et des vis soudés de votre voiture était garantie ? Cet article révèle le processus méticuleux des contrôles de qualité et des inspections qui permettent à votre véhicule...
Vous êtes-vous déjà demandé ce qui permet à un moteur électrique de fonctionner sans surchauffe ? Il est essentiel de comprendre les températures de fonctionnement sûres des moteurs pour assurer leur longévité et leurs performances. Dans cet article,...
Vous êtes-vous déjà interrogé sur le monde fascinant du moulage ? Ce processus de fabrication ancien, mais en constante évolution, façonne notre vie quotidienne d'innombrables façons. Dans cet article de blog, nous explorerons les...
Vous êtes-vous déjà demandé comment les engrenages de votre voiture ou de votre avion fonctionnaient si bien ? Cet article dévoile les principaux fabricants d'engrenages qui façonnent l'avenir de l'ingénierie mécanique. Vous apprendrez...
Faites passer votre entreprise à la vitesse supérieure