Machine de formage de brides TDF : Guide d'utilisation
Vue d'ensemble de la machine de formage de brides TDF Utilisation, performances et caractéristiques La machine de formage de brides TDF est principalement utilisée pour produire des gaines d'air carrées et rectangulaires et des brides semi-finies TDF. Elle peut également être utilisée pour créer des gaines finies en la combinant avec une ligne de production de gaines, une machine de cisaillement, une machine de pliage, une machine de verrouillage, [...]
Vue d'ensemble de la machine de formage de brides TDF
Utilisation, performances et caractéristiques
La machine de formage de brides TDF est principalement utilisée pour produire des gaines d'air carrées et rectangulaires et des brides semi-finies TDF. Elle peut également être utilisée pour créer des gaines finies en la combinant avec une ligne de production de gaines, une machine à cisailler, une machine à plier, une machine à verrouiller et une machine à code d'angle.
Notre société propose deux types de machines de formage de brides TDF : T12 et T15. L'épaisseur de la plaque de fer formée varie de 0,5 mm à 1,5 mm. Ces machines sont idéales pour la fabrication sur site de conduits d'évacuation de ventilation dans des industries telles que l'exploitation minière, les hôtels, les centres commerciaux et la construction, en raison de leur taille compacte, de leur conception légère, de leur facilité de mouvement, de leur ajustabilité, de leur facilité d'utilisation et de leur fiabilité.
Les diagrammes de cas d'utilisation suivants sont présentés.
Composants de la machine de formage de brides TDF : La machine se compose d'une crémaillère, d'un élément de transmission, d'un élément de formage de brides, d'un élément de formage de crochets et d'un élément de puissance (moteur et réducteur).
Dimensions générales : La machine mesure 2700 mm de long, 700 mm de large et 1100 mm de haut.
Poids : La machine pèse environ 850 kilogrammes.
Modèle de réducteur : La machine utilise un réducteur RV110 avec un rapport de 25-30.
Puissance du moteur : Le moteur a une puissance de 3 kW.
Matériau applicable : La machine est conçue pour travailler avec des plaques ordinaires galvanisées d'une épaisseur de 0,6 mm à 1,2 mm.
Vitesse de travail : En moyenne, la machine fonctionne à une vitesse d'environ 14 mètres par minute.
Limitation de la longueur : Il n'y a pas de limite à la longueur du matériau qui peut être traité par la machine.
Précision du produit : L'erreur de taille ne dépasse pas ±0,6 mm et l'erreur d'angle ne dépasse pas ±2 degrés.
Modèle et paramètres techniques
Tableau 1 :
Modèle
Moteur
(KW)
Épaisseur de la plaque
(mm)
Forme
"taille "a
(mm)
Poids
(kg)
Dimension
(L.W.H)
T-12
3
0.5-1.2
35±0.5
850
2700×700×1100
Tableau 2
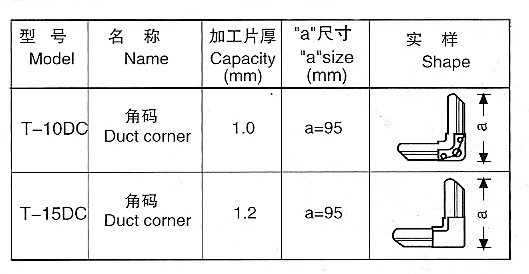
L'angle de la gaine est traité à l'aide d'une paire de moules d'angle, l'un pour la découpe et l'autre pour le formage à la presse. Le processus est réalisé à l'aide d'un poinçon de 40T, bien qu'un poinçon de 25T puisse également être utilisé pour traiter les coins de gaine de type T-10 DC.
En ce qui concerne le code de crochet taille de coupeLa largeur est de 60 mm et l'épaisseur est de 1,0 mm. La machine est équipée d'un enrouleur machine à cisaillerLe système d'alimentation en eau de l'appareil permet d'éviter les coupes séparées.
État de fonctionnement
L'altitude maximale ne doit pas dépasser 2000 mètres.
La température ambiante doit être comprise entre -10°C et +40°C.
Lorsque la température est de +40°C, l'humidité relative de l'air ne doit pas dépasser 50%. Lorsque la température est de +25°C, l'humidité relative de l'air ne doit pas dépasser 90%.
Les conditions atmosphériques doivent être exemptes de substances dangereuses susceptibles de provoquer des explosions et ne doivent pas contenir de gaz ou de poussières conductrices susceptibles de corroder le métal ou d'endommager les gaz isolants.
Les exigences en matière de puissance sont les suivantes : la tension doit être comprise entre 342 et 418 V, et la tension de déséquilibre de la puissance triphasée doit être contrôlée dans une plage où les séquences négatives et nulles ne dépassent pas 2% de la séquence. La fréquence doit être comprise entre 49,5 et 50,5.
Configuration et structure
La machine de formage TDF T12 est composée d'un établi, d'une section de transmission et d'une section de formage. Les dimensions générales sont indiquées dans la figure ci-jointe (Fig. 1).
Étagère et banc de travail pour machine à former les brides TDF
La crémaillère est une coque soudée fabriquée à partir d'un canal 8# aux normes nationales, qui est robuste et fiable. L'ensemble de la section de transmission, de la section de formage et du réducteur est installé sur la coque. L'extrémité de la plaque latérale est fixée au panneau de la table à l'aide d'une plaque de positionnement du canal de réglage horizontal sur le panneau.
Pièce de transmission
L'ensemble des système de transmission consiste en un caisson de turbine entraîné par un réducteur de turbine avec un rapport de transmission de 30:1 (ou d'autres rapports), alimenté par un moteur national standard de 3 kW. Le réducteur entraîne deux arbres d'entraînement par l'intermédiaire de pignons et d'une chaîne, et les engrenages de l'arbre d'entraînement entraînent l'arbre de transit. Le mouvement de l'ensemble du système est alors entraîné par de multiples roues dentées de transit.
Les deux côtés des composants de formage sont constitués de 14 galets, un côté formant des brides et l'autre des crochets. Les galets de formage sont construits en acier GCr15 qui a subi un traitement thermique et une finition en bain de sel, ce qui leur confère une grande longévité.
Les arbres et les engrenages sont traités thermiquement pour garantir leur performance et leur longévité. Chaque queue est équipée d'un dispositif de réglage qui garantit que la bride s'aligne sur les spécifications requises.
La plaque latérale est fabriquée en acier forgé et a subi une finition. La machine de formage de brides TDF comporte 14 groupes d'arbres de formage, chacun étant équipé d'un engrenage d'entraînement et de rouleaux gauche et droit. Le côté gauche comprend le groupe de galets de crochet, tandis que le côté droit contient le groupe de galets de bride. En outre, le composant de formage de brides du côté droit comporte une roue de retenue du matériau en caoutchouc et un chariot d'alimentation pour assurer la stabilité pendant le processus de formage et produire des produits de qualité.
Il faut s'occuper des questions
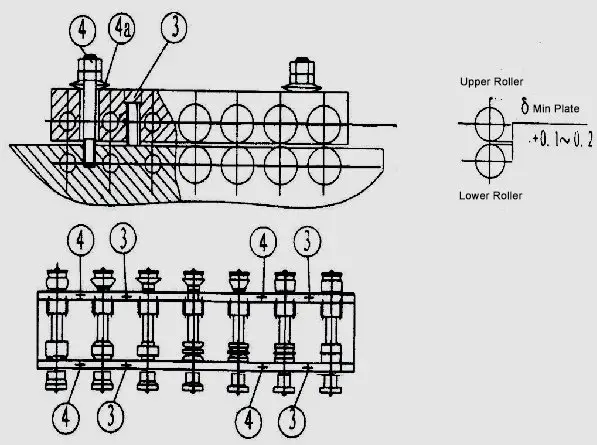
Sur la plaque latérale supérieure de la machine de formage de brides TDF, il y a des goujons d'extrémité doubles ④ et des ressorts à disque, qui permettent de régler automatiquement l'écart entre les rouleaux supérieurs et inférieurs en fonction de l'épaisseur du laminage. Par exemple, sur la machine T-12, l'épaisseur de la plaque est comprise entre 0,6 et 1,2 mm.
Toutes les nouvelles machines à brides sont ajustées et répondent aux qualifications avant de quitter l'usine. Si nécessaire, seule la plaque d'alimentation doit être ajustée. Les quatre goujons ③ et ④ ne doivent pas être facilement ajustés ou déplacés.
Levage et installation de la machine de formage de brides TDF
Veillez à ce qu'aucun composant ne soit perdu ou omis pendant le transport. Inspectez soigneusement toutes les pièces concernées pour vous assurer qu'elles sont complètes et intactes avant l'installation.
Avant de soulever la machine, vérifiez soigneusement le dispositif de levage pour vous assurer qu'il répond aux exigences. Utilisez au moins deux élingues de même longueur pendant le processus de levage. Maintenez le point du crochet de levage au centre et gardez un bon centre de gravité pour éviter que la machine ne perde l'équilibre et ne se renverse. Lors du déchargement, placez la machine lentement sur un sol plat, les quatre pieds touchant le sol en premier et personne n'étant suspendu en l'air. Utilisez des porteurs si nécessaire. La machine ne doit pas être inclinée ou placée dans un angle, car cela peut entraîner des déformations et affecter son fonctionnement.
La machine doit être installée sur un terrain plat et durci.
Assembler une source d'énergie appropriée (avec la tension, la phase et la fréquence appropriées, etc.) et un câble de mise à la terre conformément aux exigences. Installer le système électrique conformément au code couleur standard.
Appliquer le lubrifiant sur la chaîne d'entraînement
5
Réducteur de vitesse
Huile pour engrenages
Remplacer l'huile tous les trois mois
Réglage et fonctionnement
Vérification avant le démarrage de la machine
Remplir la machine de graisse ou d'huile selon les besoins.
Inspectez minutieusement chaque pièce, y compris la chaîne de tension, la tension de la courroie d'entraînement, la protection contre les fuites et le système d'étanchéité. boulons de fixationpour s'assurer que toutes les pièces sont en bon état.
Fonctionnement à vide pendant plusieurs minutes pour inspecter les conditions de fonctionnement de la machine
Inspectez le sens de marche de la machine de formage de brides TDF et ajustez-le s'il est incorrect.
Examinez toutes les fixations et resserrez celles qui se sont desserrées afin d'éliminer tout risque pour la sécurité.
Écoutez attentivement pour détecter tout bruit anormal.
Appliquer de l'huile lubrifiante ou de la graisse sur tous les roulements, les engrenages, arbres de transmissionet des vis.
Vérifier la sécurité et la fiabilité du système électrique.
Assurez-vous que le bouclier de protection est sûr et fiable.
L'utilisation d'un chariot d'alimentation auxiliaire dépend de la largeur de la plaque et de la bride.
Lorsque la longueur de la plaque est inférieure à 180 mm, l'utilisation d'un chariot d'alimentation est nécessaire. La plaque est placée sur le chariot, fixée à l'aide de deux pinces et poussée vers l'avant par les ouvriers pendant le processus de laminage.
Si la longueur de la plaque est supérieure à 180 mm, le chariot peut être démonté latéralement et stocké dans un endroit approprié.
Lors de la première utilisation, mesurez et évaluez les résultats. Si le jeu est inégal des deux côtés, ajustez la position de la plaque d'arrêt et le parallélisme entre la plaque de guidage du matériau et la direction d'alimentation.
Si le grand angle droit de la bride dépasse 90°, abaisser la roue de maintien en caoutchouc pour augmenter la force de maintien. Si la bride est incurvée vers le haut ou vers le bas, réglez la molette de réglage de la forme en conséquence.
Il est à noter que cette machine est conçue pour le formage par pliage et ne doit pas être utilisée comme laminoir de coulée.
Par conséquent, un certain écart (environ l'épaisseur de la plaque plus 0,1-0,2 mm) entre les rouleaux supérieur, intermédiaire et inférieur est nécessaire, l'écart a été ajusté avant de quitter l'usine, les utilisateurs ne doivent pas tourner arbitrairement les vis à tête fraisée ③le boulon de fixation ④ et le ressort du disque. (voir figures 2 et 5)
Fig.5
Si l'écart entre les rouleaux varie en raison du desserrement des écrous ③ et des vis ④ ou pour d'autres raisons, procédez au réglage comme suit :
Desserrer tous les écrous ④ et placer une plaque de la même épaisseur que l'écart entre les rouleaux. Régler la vis ③ jusqu'à ce que les écarts entre les quatre rouleaux latéraux soient presque égaux. Serrer ensuite l'écrou ④ [δ=épaisseur min. de la plaque + 0,1-0,2]. Si vous souhaitez obtenir l'écart minimal entre les plaques, il est acceptable de laisser un léger espace.
Ajustement de la forme de l'os
Pour adapter les feuilles à des largeurs ou des épaisseurs variables, desserrez les vis de la plaque de positionnement d'entrée et déplacez la plaque dans une direction parallèle à la fente. Ensuite, resserrer la plaque de guidage.
Si, au cours de la production de brides, les tôles sont minces et que la taille du crochet du côté de la bride est insuffisante, ajuster la plaque d'alimentation du côté de la bride légèrement vers l'intérieur.
Technologie de la sécurité
La machine de formage de brides TDF doit être utilisée par un opérateur professionnel qui connaît parfaitement la structure et les performances de la machine et qui a reçu une formation adéquate. L'opérateur doit suivre scrupuleusement les procédures de sécurité. Si plusieurs opérateurs sont impliqués, une personne professionnelle doit être chargée de diriger la production.
Inspecter régulièrement la machine de formage de brides TDF, y compris son état, sa résistance à la mise à la terre et sa protection contre les fuites, afin de s'assurer que tous les circuits et composants électriques sont en bon état de fonctionnement.
Avant de procéder à l'entretien ou à l'inspection, il faut couper l'alimentation et retirer la clé et la verrouiller.
La tension d'alimentation ne doit pas dépasser la tension nominale de plus de 10% afin d'éviter la dégradation de l'isolation électrique.
Aucune réparation ou réglage ne doit être effectué lorsque la machine est en fonctionnement.
Il est interdit de toucher les rouleaux rotatifs, les chaînes et les engrenages avec les mains.
En cas de sons ou d'odeurs anormaux, arrêtez immédiatement la machine et recherchez la cause du problème.
La housse de protection de la machine doit être intacte. Une machine incomplètement assemblée ne peut pas être mise en production.
Maintenance et entretien des machines
Avant de procéder à l'entretien de la machine, le personnel d'entretien doit connaître ses performances, ses spécifications, les mesures de sécurité, les positions et les fonctions des mécanismes, les théories mécaniques, électriques et de transmission, ainsi que la relation entre l'ordre et la séquence d'action et les procédures d'exploitation.
De la graisse ou de l'huile de lubrification doit être ajoutée avant chaque poste de travail, conformément aux exigences de lubrification.
Il est interdit de former des tôles présentant des cicatrices de soudure, des bavures ou des tôles trop épaisses.
Le moteur, les composants électriques et les éléments de commande doivent être protégés contre les chocs, l'humidité et la poussière. Pendant la saison des pluies, si la machine n'a pas été utilisée pendant une longue période (plus d'un mois), le moteur et l'isolation électrique doivent être examinés et déshumidifiés avant l'utilisation.
S'assurer que les tuyaux et les fils exposés sont intacts.
Maintenez la surface du rouleau propre et éliminez les impuretés et les déchets de fer en temps voulu pour prolonger la durée de vie de la machine.
Établir un dossier sur l'équipement et créer un plan d'entretien régulier, y compris des dossiers et des registres d'entretien.
À la fin de chaque période de travail, nettoyez tous les déchets, enlevez le fer et la poussière, coupez le courant et verrouillez la machine.
Les questions nécessitent une attention particulière
La machine de formage de brides TDF a une tension d'entrée de 380V, et la prise d'alimentation doit avoir une ligne de mise à la terre appropriée pour garantir la sécurité.
Les roulements à billes communs de la machine à former les brides TDF ont été entièrement lubrifiés et ne nécessitent généralement pas d'entretien particulier. Toutefois, lors de la première utilisation de la machine, il convient d'appliquer une petite quantité d'huile à l'intérieur de la plaque latérale. Des mesures doivent être prises pour éviter que des débris de fer ne tombent dans les roulements et n'affectent leur durée de vie.
La machine utilise un entraînement ouvert et il convient d'appliquer régulièrement de la graisse lubrifiante sur les dents de l'engrenage.
Éliminez les débris de fer qui tombent sur l'engrenage et les rouleaux, et lubrifiez la surface des rouleaux si nécessaire.
Pendant le processus de laminage, les pièces se formant progressivement, il est interdit de rétracter la plaque une fois qu'elle a atteint le cinquième rouleau. S'il est nécessaire de retirer le matériau, desserrer l'écrou ④ et soulever la poutre ⑥, puis rétracter le matériau. Sinon, la machine risque d'être endommagée.
Pour le remplacement des accessoires, veuillez préciser le modèle de la machine, l'année et le mois de fabrication ou d'achat, ainsi que le numéro d'usine indiqué sur la machine ou le manuel d'utilisation. Vous pourrez ensuite vous procurer les accessoires auprès de notre usine ou de nos agents.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure

















{kind=link}